CIP-2021 : B29C 45/47 : utilizando tornillos (B29C 45/54 tiene prioridad).
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/47[3] › utilizando tornillos (B29C 45/54 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Máquina de moldeo y método para moldear una pieza.
(29/01/2020). Solicitante/s: Extrude to Fill, Inc. Inventor/es: FITZPATRICK,RICHARD ERNEST.
Una máquina de moldeo , que comprende:
una primera mitad de molde ;
dos o más extrusoras en asociación con la primera mitad de molde , incluyendo cada extrusora de las dos o más extrusoras un barril , un tornillo de extrusión dentro del barril y una boquilla en acoplamiento sellado con la primera mitad de molde , en donde cada extrusora de las dos o más extrusoras se controla independientemente para girar el tornillo de extrusión en una primera dirección para hacer que el material fluya y para girar el tornillo de extrusión en una segunda dirección opuesta a la primera dirección para detener el flujo de material una vez que se alcanza una presión objetivo para la extrusora respectiva; y
un microprocesador central o principal configurado para procesar datos recibidos de las dos o más extrusoras y controlar cada extrusora para detener individualmente o en conjunto el flujo de material una vez se alcanza la presión objetivo.
PDF original: ES-2773150_T3.pdf
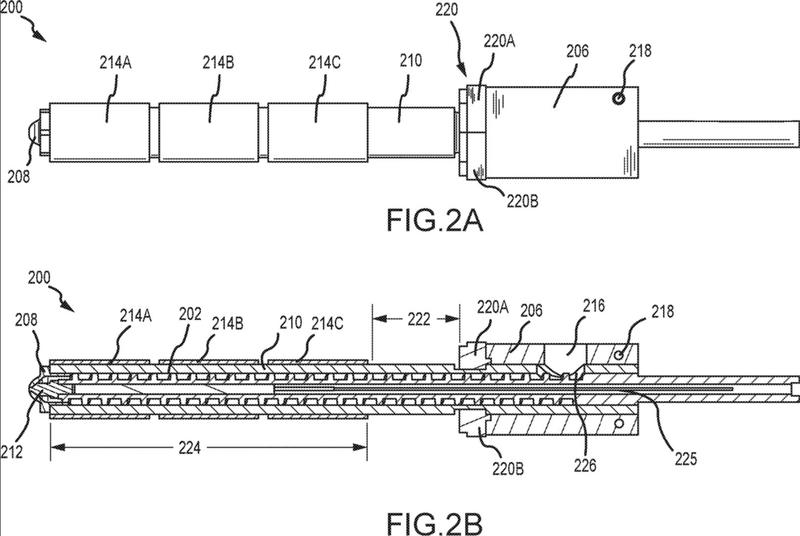
Método para moldear una parte.
(29/01/2020). Ver ilustración. Solicitante/s: Extrude to Fill, Inc. Inventor/es: FITZPATRICK,RICHARD ERNEST.
Un método para moldear una parte, donde el método comprende:
rotar un tornillo (202, 302, 402, 600A, 600B) dentro de un barril para extrudir un material fundido a través de un orificio de boquilla en una cavidad de molde para llenar la cavidad de molde con el material fundido;
detener la rotación del tornillo (202, 302, 402, 600A, 600B) sobre la cavidad de molde que se llena con el material fundido;
monitorizar un parámetro indicativo de una presión en la cavidad de molde; y
en respuesta al parámetro que indica una caída de presión en la cavidad de molde, rotar más el tornillo (202, 302, 402, 600A, 600B) y extrudir material fundido adicional en la cavidad de molde.
PDF original: ES-2782184_T3.pdf
MAQUINA DE FUNDICION INYECTADA DE PLASTICO PARA UN RELLENO DE FORMA CENTRAL O LINEAL, A ELECCION.
(01/11/1992) LA UNIDAD DE LA FUNDICION INYECTADA (S) DE LA MAQUINA DE FUNDICION INYECTADA DE PLASTICOS ES GIRATORIA MEDIANTE UN ENGRANAJE HELICOIDAL DE UNA POSICION DE TRABAJO DETERMINADA POR UN EJE DE INYECCION CENTRAL A UNA POSICION SIGUIENTE DE TRABAJO CON EJE DE INYECCION (W-W) PARA UNA PIEZA FUNDIDA ASIMETRICA EN UNA FORMA DE FUNDICION INYECTADA (G). A TRAVES DE UN GIRO CONTRARIO ES TRASLADABLE LA UNIDAD DE FUNDICION INYECTADA A UNA POSICION VACIA DE FUNDICION, DONDE SE PRESENTA MATERIAL INYECTADO SOBRE UNA POSICION DE REBATIMIENTO DEL SOPORTE DE FORMA PARA EL DESABASTECIMIENTO. EL CILINDRO DE PLASTIFICACION BLOQUEABLE EN UN AJUSTE DESLIZANTE DEL ZOQUETE SOPORTE SE PUEDE DEJAR LIBRE A TRAVES DE UN MOCIMIENTO DE RETROCESO DEL ZOQUETE SOPORTE . UNA PIEZA GIRATORIA (49B) TRASERA DEL…
DISPOSITIVO DE AJUSTE PARA EL CILINDRO PLASTIFICADOR DE UNA MAQUINA DE INYECCION DE FUNDICION DE PLASTICO.
(16/02/1992). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
CON EL DISPOSITIVO DE AJUSTE SE AJUSTA EL CILINDRO PLASTIFICADOR AXIALMENTE MEDIANTE CORREDERAS DIAMETRALES (18A, 18A';18B), QUE SE LLEVAN EN EL BLOQUE DE SOPORTE DEL CILINDRO PLASTIFICADOR (17') Y ENGRANAN TRAS EL AJUSTE EN ESCOTADURAS (17B) DEL CILINDRO PLASTIFICADOR (17'). LAS CORREDERAS (18A, 18A'; 18B) SE CONECTAN UNAS CON OTRAS POR UNIDADES HIDRAULICAS DE CILINDRO - EMBOLO (Z), CUYOS PROPIOS CILINDROS EN QUE SE INTEGRA UNA CORREDERA (18A, 18A') Y CUYAS BARRAS DE EMBOLO SE CONECTAN CON LA OTRA CORREDERA (18B). LAS CORREDERAS SE DESLIZAN HIDRAULICAMENTE DE LA POSICION DE AJUSTE Y SE CONDUCEN POR FUERZA ELASTICA A LA POSICION REGULADA. TAMBIEN SE CONCIBE UN MANDO TOTALMENTE HIDRAULICO. EN ESTA FORMACION EXISTEN SUPUESTOS ADECUADOS PARA UNA PREPARACION RACIONAL EN SERIE. EL DISPOSITIVO DE AJUSTE ESTA COLOCADO COMO UNIDAD CONSTRUIDA FUNCIONALMENTE RECAMBIABLE EN EL BLOQUE DE SOPORTE Y PUEDE CAMBIARSE CON POCOS ASIDEROS.
UNIDAD DE PLASTICO DE FUNDICION INYECTADA CON DISPOSITIVO DE AJUSTE PARA CILINDRO PLASTIFICADOR Y TORNILLO DE TRANSPORTE.
(16/02/1992) EL DISPOSITIVO DE AJUSTE DE LA UNIDAD DE PLASTICO DE FUNDICION INYECTADA COMPRENDE DOS CORREDERAS COLOCADAS DIAMETRALMENTE AL CILINDRO PLASTIFICADOR HORIZONTAL, GOBERNABLES RADIALMENTE EN SU BLOQUE DE SOPORTE MEDIANTE CILINDRO HIDRAULICO, QUE EN LA POSICION DE AJUSTE ENGRANAN EN ESCOTADURAS DIAMETRALES (17B) DEL CILINDRO PLASTIFICADOR . EN UNA RANURA DE CONDUCCION (38A) DE UNA PIEZA DE ARRASTRE DEL ARBOL IMPULSOR PARA EL TORNILLO DE TRANSPORTE ESTA COLOCADA AJUSTABLEMENTE UNA CORREDERA ROTATIVA CON LA PIEZA DE ARRASTRE . EN LA CORREDERA DIAMETRAL SUPERIOR SE FIJA UN PUENTE DE ARRASTRE QUE ENGRANA POR DETRAS LA CORREDERA ROTATIVA EN UNA POSICION DE ANGULO TEORICO DEL TORNILLO DE ARRASTRE PARA UN MOVIMIENTO DE AJUSTE COMUN DE LA CORREDERA…
UNIDAD DE FUNDICION POR INYECCION DE PLASTICO.
(16/08/1990). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
EN EL BLOQUE DE SOPORTE Y APROVISIONAMIENTO DE LA UNIDAD DE FUNDICION POR INYECCION DE PLASTICO SE COLOCAN EN DISPOSICION SIMETRICA RESPECTO AL EJE DE INYECCION (S-S) DOS PERFORACIONES PARA LA TOMA DE CILINDROS DE ACCIONAMIENTO (A) Y DOS PERFORACIONES ADICIONALES PARA LA TOMA DE CILINDROS DE INYECCION (E). LOS CILINDROS DE ACCIONAMIENTO (A) POSIBILITAN UN DESPLAZAMIENTO AXIAL DE LA UNIDAD DE FUNDICION POR INYECCION DE PLASTICO Y LOS CILINDROS DE INYECCION (E) LA INYECCION DEL MATERIAL PLASTICO EN LA FORMA DE FUNDICION. LAS PERFORACIONES , ASI COMO LAS PERFORACIONES ADICIONALES (B), QUEDAN DE FORMA SIMETRICA RESPECTO A LA SUPERFICIE (F-F Y E-E) QUE INCLUYE UN ANGULO ((ALFA) Y (BETA)) RESPECTO A LA HORIZONTAL (H-H). EL RESULTADO ES QUE SE DAN CONDICIONES APROPIADAS PARA UNA FABRICACION EN SERIE RACIONAL. LOS TRABAJOS DE REPARACION Y MONTAJE SON RAPIDOS, YA QUE LOS CILINDROS (A) Y (E) PUEDEN CAMBIARSE COMO UNIDADES E INSTALARSE EN EL BLOQUE DE SOPORTE Y APROVISIONAMIENTO.
{kind=link}