CIP-2021 : F16L 47/02 : Uniones soldadas a la autógena; Uniones encoladas.
CIP-2021 › F › F16 › F16L › F16L 47/00 › F16L 47/02[1] › Uniones soldadas a la autógena; Uniones encoladas.
Notas[t] desde F15 hasta F17: TECNOLOGIA EN GENERAL
Notas[g] desde F16L 13/00 hasta F16L 49/00: Empalmes de tubos; Empalmes de mangas
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL.
F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL.
F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos.
F16L 47/02 · Uniones soldadas a la autógena; Uniones encoladas.
CIP2021: Invenciones publicadas en esta sección.
PROCESO PARA LA SOLDADURA DE TUBOS COMPUESTOS DE MATERIAL SINTETICO TERMOPLASTICO.
(01/10/1995). Solicitante/s: HEGLER, WILHELM. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
PARA LA SOLDADURA DE TUBOS (1,1') DE UNION SE UTILIZA UN ANILLO DE SOLDADURA, QUE ESTA EN CONTACTO CON UN RELIEVE DE ELEVACION CONTRA EL TRAMO DE PARED LATERAL. SE COMPONE DE MATERIAL TERMOPLASTICO Y ESTA EQUIPADO CON UN SISTEMA DE CALEFACCION DE RESISTENCIA ELECTRICA. ANTES DE LA SOLDADURA SE ENCUENTRA UN RESQUICIO ANULAR ENTRE LAS PAREDES (10,10') FRONTALES DEL TUBO (1,1') EN DONDE SE ENCUENTRA DISPUESTO UNA RANURA DE COMPENSACION DE VOLUMEN EN EL ANILLO DE SOLDADURA. A TRAVES DE UNA FUNDICION AL MENOS PARCIALMENTE DEL ANILLO DE SOLDADURA SE CONSIGUE UNA UNION DEL TUBO (1,1') EN SU ZONA FUERA DE UN TUBO INTERNO, CON LO QUE LAS PAREDES (10,10') FRONTALES TIENEN CONTACTO UNA CON OTRA SIN QUE SE SUELDEN.
TUBO COMBINADO DE ALUMINIO-PLASTICO EXTRUSIONADO, ASI COMO PROCESO Y HERRAMIENTA PARA LA SOLDADURA O POLIFUSION DE UN TUBO DE ESTE TIPO CON ACCESORIOS DE TUBERIAS O PIEZAS DE FORMA.
(16/08/1995) EL TUBO COMBINADO DE ALUMINO-PLASTICO PARA INSTALACIONES MUESTRA UNA CAPA DE REFUERZO DE LAMINA DE ALUMINIO ENTRE UN TUBO INTERIOR DE PLASTICO Y UNA CAPA EXTERIOR DE PLASTICO QUE SE COMPONEN DEL MISMO TIPO DE PLASTICO, COMO POR EJEMPLO DE UN COPOLIMERIZADO ALEATORIO PP SEGUN TIPO 3 DIN-8078. EL TUBO INTERIOR DE LAMINA DE ALUMINIO Y LA CAPA EXTERIOR TIENE UN ESPESOR TOTAL DE PARED, QUE ES MENOR QUE EL ESPESOR DE UN TUBO DEL MISMO MATERIAL DE PLASTICO SIN LAMINA DE ALUMINIO, CON LO QUE EL ESPESOR DE PARED DE LA CAPA EXTERIOR DE PLASTICO ES APROXIMADAMENTE UN CUARTO DEL ESPESOR TOTAL. ANTES DE LA SOLDADURA-POLIFUSION…
DISPOSITIVO DE CIERRE PARA UN TUBO.
(01/05/1995). Solicitante/s: FUSION GROUP PLC. Inventor/es: KENWORTHY, DAVID MICHAEL ANTHONY.
UN CIERRE PARA CERRAR EL TUBO DE GUIA CORTADOR DE UN ACOPLADOR DE SILLETA CONSTA DE UNA TAPA DE MATERIAL TERMOPLASTICO QUE TIENE UNA SECCION ROSCADA PARA PERMITIR LA UNION SOLTABLE DEL CIERRE AL TUBO Y UNA SECCION CON UNA SUPERFICIE CILINDRICA QUE INCORPORA UN SERPENTIN DE CALEFACCION AL QUE SE SUMINISTRA UNA CORRIENTE DE SOLDADURA PARA FIJAR EL CIERRE AL TUBO PERMANENTEMENTE CUANDO LA JUNTA DEL TUBO SE HA COMPLETADO Y COMPROBADO.
PIEZA MOLDEADA DE MATERIAL TERMOPLASTICO.
(16/04/1995). Solicitante/s: GEORG FISCHER ROHRLEITUNGSSYSTEME AG. Inventor/es: PORFIDO, ERASMO, TROSCH, PAUL, SCHNETZLER, KURT.
LA PIEZA MOLDEADA PRESENTA PARTES DE MANGUITO PARA SOLDAR , QUE PARA UNIR LAS PIEZAS EN FORMA TUBULAR ESTAN PROVISTAS DE UN BOBINADO DE CALEFACCION (3, 3A, 3B) CADA UNA. UNA PARTE DE APRIETE ESTA PROVISTA DE RANURAS (8A) Y TORNILLOS DISPUESTOS EN BRIDAS CON LO QUE LA PARTE DEL MANGUITO PARA SOLDAR SE PUEDE FIJAR MEDIANTE LOS TORNILLOS CONTRA LA PIEZA TUBULAR INSERTADA. DE ESTE MODO SE CONSIGUE UNA FIJACION Y SOPORTE DE LAS PIEZAS ANTES DE LA SOLDADURA Y DURANTE LA SOLDADURA.
SOLDADURA DE ELEMENTOS DE TUBERIAS DE PLASTICO.
(01/12/1994) ESTA INVENCION SE REFIERE A UN EQUIPO PARA SOLDAR (SOLDADURA POR FUNDICION) ELEMENTOS DE TUBERIAS DE MATERIAL PLASTICO, DICHO EQUIPO COMPRENDE UNA PLACA METALICA (10 PROVISTA DE PAREDES PARALELAS PLANAS (1', 1") Y PROVISTAS DE MEDIOS DE CALEFACCION QUE PERMITEN CALENTAR DICHAS SUPERFICIES; DE UN PRIMER ELEMENTO CONSTRUIDO DE MATERIAL CONDUCTOR DEL CALOR, PARA FUNDIR LA SUPERFICIE LATERAL DE UNA PRIMERA TUBERIA CUYA FORMA ES TAL QUE FORMA UNA SUPERFICIE DE CONTACTO (2') DE CASI UNA ANCHURA CONSTANTE Y DE ANCHURA DE SOLDADURA MAXIMA EN LOS PUNTOS QUE CORRESPONDEN A LAS ZONAS DE MAXIMA TENSION, CUYO PRIMER ELEMENTO ESTA PROVISTO TAMBIEN CON UN MIEMBRO…
MARCADOR DE ELECTROFUSION.
(01/11/1994). Solicitante/s: MINAROVIC, JOE T. C/O MINNESOTA MINING & MANF. CO. Inventor/es: MINAROVIC, JOE T.
UN MARCADOR DE ELECTROFUSION QUE FUNDE DOS PARTES DE UNA TUBERIA Y ACTUA COMO UN MARCADOR PASIVO ELECTRONICO. EL MARCADOR DE ELECTROFUSION INCLUYE UN ELEMENTO DE CONEXION TUBULAR TERMOPLASTICO CON UNA BOBINA, ACTIVADO PROVISORIAMENTE CON UNA FUENTE DE ALIMENTACION. ESTA CALIENTA EL ALIMENTO DE CONEXION PROVOCANDO QUE SE FUNDA CON LAS PARTES DE LAS TUBERIAS. LA BOBINA SE DUPLICA COMO UN INDUCTOR Y UN CONDENSADOR CONECTADO EN PARALELO CON ELLA CREA UN CIRCUITO RESONANTE LC. DESPUES DE FUNDIR Y ENTERRAR SE PUEDE UBICAR LA JUNTA EMITIENDO UNA SEÑAL A TIERRA QUE SE RECOGE CON EL CIRCUITO RESONANTE Y SE VUELVE A RADIAR. LA SEÑAL RADIADA ES DETECTADA POR UN RECEPTOR E INDICA LA UBICACION DEL MARCADOR DE ELECTROFUSION Y DE LA JUNTA.
PROCEDIMIENTO PARA INTEGRAR UNA CONTERA METALICA EN UN TUBO DE MATERIAL COMPUESTO BOBINADO, Y TUBO ASI REALIZADO.
(01/08/1994). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE INSTITUT FRANCAIS DU PETROLE. Inventor/es: AUBERON, MARCEL, FUCHS, JEAN-FRANCOIS, ODRU PIERRE, SPARKS CHARLES.
SE BOBINA EN CONTINUO UNAS FIBRAS ESENCIALMENTE LONGITUDINALES , A LA VEZ ALREDEDOR DE UN MANDRIL CILINDRICO Y ALREDEDOR D EUNA CONTERA METALICA QUE TIENE LA FORMA DE UN CON DOBLE ACOPLADA EN EL MANDRIL, QUE SE VUELVEN EN UNAS PUNTAS REPARTIDAS POR UN ANILLO SITUADO EN UNA PARTE ROSCADA QUE PROLONGA A LA CONTERA, DESPUES SE ZINCHAN ESTAS FIBRAS LONGITUDINALES MEDIANTE UNAS FIBRAS CIRCUNFERENCIALES ANTES DE PROPORCIONAR LA POLIMERIZACION FINAL DEL TUBO. APLICACION EN TUBOS COMPUESTOS PARA LA BUSQUEDA DE PETROLEO EN EL MAR.
PROCEDIMIENTO PARA SOLDAR TUBOS DE JUNTAS ROMAS DE MATERIA PLASTICA Y ELEMENTO SOLDADOR PARA LLEVAR A CABO EL PROCEDIMIENTO.
(01/03/1994). Solicitante/s: RIESSELMANN & SOHN. Inventor/es: KUHLING, SIEGFRIED.
CONSISTE EN COLOCAR UN ELEMENTO SOLDADOR CON UN ARROLLAMIENTO DE ALAMBRE PARA UN CALENTACMIENTO POR RESISTENCIA ELECTRICA ENTRE LOS EXTREMOS DE LOS TUBOS UNO JUNTO A OTRO. LOS TUBOS SE PRESIONAN UNO JUNTO A OTRO Y AL MISMO TIEMPO EL ELEMENTO SOLDADOR SE CALIENTA A TEMPERATURA DE SOLDADURA. LOS TUBOS SE MANTIENEN UNO CONTRA OTRO FIRMEMENTE, HASTA QUE LA ZONA SOLDADA SE ENDUREZCA POR ENFRIAMIENTO. EL ELEMENTO SOLDADOR ESTA FORMADO POR UNA PLACA ANULAR CUYO DIAMETRO EXTERIOR ES SEMEJANTE AL DIAMETRO EXTERIOR DEL TUBO, Y CUYO DIAMETRO INTERIOR ES SIMILAR AL ANCHO INDICADO DEL TUBO. UN ARROLLAMIENTO DE ALAMBRE CALENTADO SE COLOCA DE FORMA DE ESPIRAL HACIA EL CENTRO GEOMETRICO DE LA LAMINA ANULAR SOBRE LOS EXTREMOS DEL TUBO HACIA LA SITUACION QUE LLEVAN LAS SUPERFICIES ANULARES.
MANGUITO DE SOLDADURA CON UNA PARTE EN MATERIAL TERMOPLASTICO.
(16/01/1994). Solicitante/s: STRENG PLASTIC AG. Inventor/es: STRENG, ALFRED.
DE LA SUPERFICIE LATERAL DEL MANGUITO DE SOLDADURA SE ELEVA AL MENOS UNA ESPIGA RADIALMENTE Y QUE ES DE OTRO COLOR DIFERENTE A AQUEL. ES VISIBLE Y ACONSJABLE QUE NINGUNA SOLDADURA SE HAYA PRODUCIDO O REALIZADO ENTRE EL MANGUITO Y LA TUBERIA O LINEA SITUADA EN EL INTERIOR. ESTA ESPIGA SE CARGA DESDE AFUERA, DE UNA FORMA NO VISIBLE, MEDIANTE UN MUELLE DE COMPRESION RADIAL AL INTERIOR Y EN EL QUE SE SOSTIENE ESTE MUELLE EN UN HOMBRO DE LA ESPIGA . DURANTE EL PROCESO DE SOLDADURA SE FUNDE O DERRITE UN MATERIAL TERMOPLASTICO POR MEDIACION DE UN CONDUCTOR ELECTROTERMICO EMBUTIDO , CON LO QUE TAMBIEN LA PARTE INTERIOR RADIAL DE LA ESPIGA SE DERRITE, AL IGUAL QUE LA ZONA DEL MANGUITO TERMOPLASTICO SITUADA POR DEBAJO, TAMBIEN, MEDIANTE EL MUELLE DE COMPRESION SE EMPUJA HACIA ADENTRO, DE MANERA QUE DESPUES DE ESPIGA YA NO SE ELEVA DE LA SUPERFICIE LATERAL DEL MANGUITO Y POR CONSIGUIENTE SE HA RETORCIDO BAJO ESTA SUPERFICIE LATERAL.
CODOS PARA EMPALME DE TUBOS CON FACILIDADES DE ELECTROFUSION.
(16/01/1994). Solicitante/s: UPONOR BV. Inventor/es: DICKINSON, ALAN, JOHN, BOKOR, SHAUN DAVID.
LA INVENCION ES RELATIVA A UN CODO O MANGUITO PARA CONEXION DE TUBOS, LOS CUALES TIENEN AL MENOS DOS PARTES (10,10A) UNIDAS POR SUS CANTOS (12,12A), CUYO CODO INCORPORA UN ELEMENTO DE FUSION ELECTRICA EN LA FORMA DE UN DISCO DE PLASTICO ANULAR CON UN ALAMBRE CALENTADOR LOCALIZADO EN, O ADYACENTE A, AMBAS SUPERFICIES DEL DISCO . UNA VARIEDAD DE INCORPORACIONES DE LA INVENCION, ILUSTRAN DIFERENTES CODOS AJUSTABLES, CONSISTIENDO EN LA COLOCACION DEL MANGUITO EN LA POSICION ADECUADA, Y APLICANDO ENTONCES UNA TENSION AL ALAMBRE DE CALENTAMIENTO, PARA PRODUCIR UNA CORRIENTE DE CALENTAMIENTO, LA CUAL OCASIONA QUE EL DISCO ANULAR DE PLASTICO Y LAS CARAS ADYACENTES DE PLASTICO DE LOS FLANCOS (12,12A) FUNDAN SUFICIENTEMENTE PARA CAUSAR LA UNION ENTRE LAS DOS PARTES (10,10A) DEL TUBO.FIG 4 Y 6.
ACCESORIOS DE TUBERIAS SOLDABLES POR CALOR.
(01/01/1994) APARATO Y METODO PARA PRODUCIR ACCESORIOS DE TUBERIAS SOLDABLES POR CALOR Y TERMOPLASTICOS, PARA UTILIZAR CON TUBERIAS SOLDABLES POR CALOR. SE MUESTRA UN NUCLEO EN UNA MAQUINA DE MOLDEO, EL CUAL TIENE DOS PARTES (11 Y 12), CADA UNA DE LAS CUALES TIENE UN MIEMBRO EXTERNO (13,13A) Y UN MIEMBRO INTERNO AXIALMENTE RETRACTIL (14,14A). LOS ELEMENTOS INTERNOS (14 Y 14A) SE MANTIENEN JUNTOS MEDIANTE UN PERNO ROSCADO EN UN DIAMETRO INTERIOR . ARTICULADOS EN 18 Y 19 EN LOS MIEMBROS EXTERNOS (13 Y 13A) VAN DOS UÑETAS SEGMENTALES (20 Y 21) RETRACTILES ARTICULADAS CON PROYECCIONES RADIALES PARA FACILITAR EL ARROLLAMIENTO DE UN HILO TERMICO Y/O PARA RECIBIR UN SOPORTE TERMINAL DURANTE LA OPERACION DE MOLDEO . CADA U/ETA SEGMENTAL TIENE UNA PEQUEÑA PROYECCION , Y LAS DOS PROYECCIONES ESTAN DISEÑADAS PARA GUIAR Y SUJETAR EL CABLE DURANTE EL ARROLLAMIENTO…
SISTEMA DE ACOPLAMIENTO PARA SOLDADURA DE ELEMENTOS TUBULARES ENCAJABLES.
(16/12/1993). Solicitante/s: ETEX. Inventor/es: SIXSMITH, THOMAS G.
SISTEMA DE ACOPLAMIENTO PARA SOLDADURA DE ELEMENTOS TUBULARES ENCAJABLES DE MATERIAL TERMOPLASTICO, TALES COMO EN ESPECIAL UN TUBO Y UN EMPALME TUBULAR, CARACTERIZADO PORQUE COMPRENDE: UN MANGUITO DE SOLDADURA , DE MATERIAL TERMOPLASTICO, QUE COMPRENDE UNA RESISTENCIA PARA CALENTAMIENTO AJUSTADA , ESTANDO ESTE MANGUITO DIMENSIONADO DE FORMA QUE PUEDE ESTAR SITUADO ENTRE DICHOS ELEMENTOS TUBULARES ; UNA CUÑA DE MONTAJE PARA MANTENER DICHA CUÑA EN SU LUGAR ENTRE DICHOS ELEMENTOS TUBULARES, ESTANDO DICHA CUÑA FIJADA A UN EXTREMO DE DICHO MANGUITO; Y MEDIOS DE MONTAJE QUE RECUBREN DICHO MANGUITO EN RELACION RADIALMENTE ESPACIADA CON EL, A FIN DE ACTUAR CON EL MANGUITO PARA DEFINIR UN ASIENTO DESTINADO A RECIBIR EL EXTREMO DE DICHO ELEMENTO TUBULAR EXTERIOR.
PROCEDIMIENTO PARA CONEXION DE TUBOS DE PLASTICO DE UN SISTEMA DE DOBLE TUBO Y UNA CONEXION TUBULAR FABRICADA MEDIANTE ESTE PROCEDIMIENTO.
(01/04/1993). Solicitante/s: GEORG FISCHER AKTIENGESELLSCHAFT. Inventor/es: WERMELINGER, JORG.
LOS TUBOS INTERIORES (2A, 2B) DE UN SISTEMA DE TUBO DOBLE, ESTAN CONECTADOS FIRMEMENTE CON UN MANGUITO POR SOLDADURAS O ADHESIVOS. PARA MANTENER LOS TUBOS INTERIORES (2A, 2B), MEDIANTE MORDAZAS TENSORAS 84A, 4B), AL ORGANIZARSE LA CONEXION DE MANGUITO, SE FORMAN LOS TUBOS EXTERIORES 1A, 1B) MAS CORTOS EN EL ESPESOR DE AMBAS MORDAZAS TENSORAS (4A, 4B). PARA SOBREPASAR ESTA BRECHA, SE INTRODUCE EN LA CONEXION DE LOS TUBOS EXTERIORES (1A, 1B) UN ARO INTERMEDIO (9, 9A) MEDIANTE UN MANGUITO DE SOLDADURA ELECTRICA.
(01/12/1992). Solicitante/s: MITSUI PETROCHEMICAL INDUSTRIES, LTD.. Inventor/es: MITO, KAZUNORI, HIRATA, MASAHIRO.
UNA UNION POR ELECTROFUSION , PARA UTILIZAR EN CONEXIONES DE TUBERIAS DE PLASTICO , QUE COMPRENDE UN HILO DE CALENTAMIENTO ELECTRICO ENROLLADO EMBEBIDO EN UN CUERPO CILINDRICO DE RESINA , DONDE (A) DICHA RESINA ES ADHESIVA; Y/O (B) DICHO ROLLO TIENE UNA SUPERFICIE SUSTANCIALMENTE NO OXIDADA; Y/O (C) DICHO ROLLO ESTA RECUBIERTO CON UNA SUSTANCIA QUE TIENEN AFINIDAD A LA RESINA Y AL ROLLO.
METODO PARA LA FABRICACION DE UN ACOPLADOR DE ELECTROFUSION.
(01/11/1992). Solicitante/s: GLYNWED TUBES & FITTINGS LIMITED. Inventor/es: BARFIELD, MALCOLM RAYMOND.
SE DESCRIBE UN METODO PARA LA FABRICACION DE UN ACOPLADOR DE ELECTROFUSION, PARA LA CONEXION DE TRAMOS ADYACENTES DE TUBERIAS TERMOPLASTICAS. EL ACOPLADOR TIENE LA FORMA DE UNA FUNDA DE MATERIAL TERMOPLASTICO PARA RECIBIR LOS EXTREMOS ADYACENTES DE LOS TUBOS CONSECUTIVOS, Y TIENE UN CALENTADOR DE RESISTENCIA ELECTRICA EMPOTRADO Y QUE SE EXTIENDE ALREDEDOR DE LA MISMA. EN EL METODO, SE ENVUELVE UN PREFORMADO PLASTICO CON UN ALAMBRE DE RESISTENCIA QUE SE CALIENTA PARA FUNDIR LA SUPERFICIE DEL PREFORMADO Y/O APLICAR PLASTICO FUNDIDO AL MISMO. UN RODILLO PRENSOR SE APLICA SOBRE LA SUPERFICIE DEL PREFORMADO PARA ALISAR EL PLASTICO FUNDIDO Y GARANTIZAR QUE EL HILO DE CALENTAMIENTO ESTA TOTALMENTE INCRUSTADO EN EL PREFORMADO. A CONTINUACION ESTE SE COLOCA EN UN MOLDE EN EL QUE SE MOLDEA POR INYECCION, ALREDEDOR DEL PREFORMADO, UNA FUNDA EXTERIOR DE ENCAPSULAMIENTO.
UN METODO, UN APARATO Y UNA MADRE DE EXTRUCCION DE PRODUCCION DE ENCHUFES DE CONDUCTOS ELECTROSOLDABLES DE MATERIALES TERMOPLASTICO UTILIZANDO UNA PRIMERA PARTE DE CONDUCTO FORMADO EN UN PRIMER EXTRUSOR.
(01/12/1990) ENCHUFES DE CONDUCTO ELECTROSOLDABLE Y ENCAJES PARA FORMAR UN PRIMER TUBO SIENDO INTEGRALMENTE DIMENSIONADO Y ENFRIADO Y SOBRE LA PARTE EXTERIOR PROVISTO CON UNA RANURA , TENIENDO PREFERIBLEMENTE UNA PARTE DE BORDE ELEVADO (2A), ENVOLVIENDO UN CONECTOR ELECTRICO EN LA RANURA, Y EL LADO EXTERIOR DEL PRIMER TUBO CON CONECTOR ELECTRICO ES RECUBIERTO CON PLASTICOS DE ESTE MODO MANTENIENDO EL TAMAÑO INTERNO DEL PRIMER TUBO POR ENFRIAMIENTO Y DIMENSIONADO INTERIOR. EN ESTE PROCESO CONTINUO LAS VELOCIDADES DEL PRIMER TUBO Y DE LOS TUBOS CONTINUOS QUE DEJAN EL PASO DE EXTRUSION DEL RECUBRIMIENTO SON IGUALES. EN LA TAPA DE EXTRUSION DEL RECUBRIMIENTO UNA PRESION NEGATIVA SE MANTIENE ENTRE EL PRIMER TUBO Y…
PIEZA DE FORMA DE MATERIAL TERMOPLASTICO SOLDABLE.
(16/07/1990) PARA LA CONEXION DE DOS ELEMENTOS DE CONDUCCION (2, 2') DE MATERIAL TERMOPLASTICO MEDIANTE UNA SOLDADURA CONSEGUIDA POR UN ELEMENTO DE CALENTAMIENTO ELECTRICO , SE PREVE LA PIEZA DE FORMA FORMADA COMO MANGUITO CON UN AVISO DE SOLDADURA . EL AVISO DE SOLDADURA MUESTRA UN ESPACIO HUECO QUE SALE DE LA SUPERFICIE DE CONEXION INTERNA, QUE SE CUBRE POR EL ELEMENTO DE CALENTAMIENTO . EN EL EXTREMO DEL ESPACIO HUECO ESTA COLOCADA UNA SUPERFICIE DE ACUMULACION Y ENFRIAMIENTO DE LA QUE SALE UNA PEQUEÑA ABERTURA DE SALIDA EN CORTE TRANSVERSAL FRENTE AL ESPACIO HUECO PARA EL CONTORNO EXTERIOR DE LA PIEZA DE FORMA . EN EL PROCESO DE SOLDADURA SE TRANSPORTA LA SOLDADURA EN EL ESPACIO HUECO MEDIANTE…
UN ACOPLADOR DE ELECTROFUSION.
(01/07/1990). Solicitante/s: GLYNWED TUBES & FITTINGS LIMITED. Inventor/es: BARFIELD, MALCOLM RAYMOND.
SE USA LA MANGA DE UN ACOPLADOR PARA CONECTAR A LA VEZ DOS TUBOS PLASTIFICADOS PARA AJUSTAR EL FINAL EN LA MANGA OPUESTA Y PASANDO UNA CORRIENTE ELECTRICA A TRAVES DE UNA RESISTENCIA EMPOTRADA EN LA MANGA ADYACENTE PARA FUNDIR CONJUNTAMENTE LOS TUBOS Y LAS MANGAS INCORPORADAS A LAS PIEZAS PARA INDICAR SI LA ENERGIA ELECTRICA ES ADECUADA. EL INDICADOR SE EXTIENDE EN LA MANGA DESDE EL EXTERIOR AL INTERIOR. CUANDO LA RESISTENCIA SE CARGA EL MATERIAL PLASTICO ES FORZADO POR LA PRESION PRODUCIDA POR EL CALOR, A SUBIR EL HUECO Y PROYECTADO FUERA DE LA SUPERFICIE DE LA MANGA. LA MANGA PUEDE COMPRIMIR EL PLASTICO COLOCADO COLOCANDOLO EN LA POSICION SI LA FUNSION HA SIDO ADECUADA LA CONTRACION DEL MATERIAL VA DE LA POSICION DESDE EL HUECO A LA.
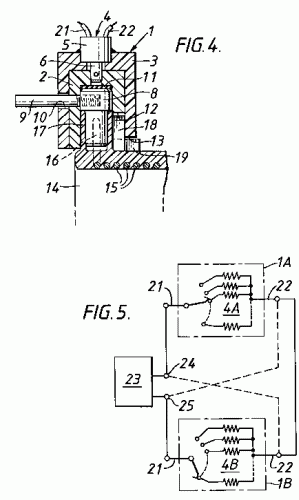
UN SISTEMA PARA ACTIVAR ELECTRICAMENTE UN ADAPTADOR DE ELECTROFUSION PARA TUBERIAS.
(01/01/1990). Ver ilustración. Solicitante/s: BRITISH GAS PLC. Inventor/es: JOHNSON, ALAN.
UN SISTEMA PARA ACTIVAR ELECTRICAMENTE UN ADAPTADOR DE ELECTROFUSION PARA TUBERIAS, DEL TIPO QUE TIENE AL MENOS UN TERMINAL PARA CONECTARSE A UNA FUENTE DE ACTIVACION ELECTRICA. COMPRENDE UN MEDIO DE CIRCUITO ELECTRONICO PARA CONTROLAR EL PERIODO Y/O VALOR DE LA ACTIVACION ELECTRICA NECESARIA PARA LA ELECTROFUSION; Y UN MEDIO PARA CONECTAR EL TERMINAL O CADA TERMINAL AL MEDIO DE CIRCUITO DE TAL MANERA QUE EL ADAPTADOR EN PARTICULAR SEA IDENTIFICADO POR EL MEDIO DE CIRCUITO EN LO QUE SE REFIERE AL PERIODO Y/O VALOR PARTICULARES DE LA ACTIVACION ELECTRICA POR EL NECESARIA.
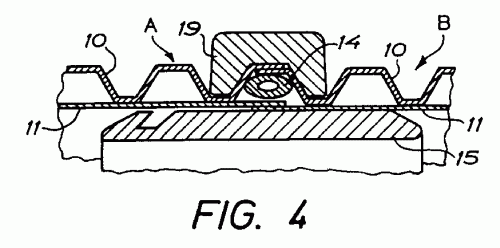
PROCEDIMIENTO PARA EMPALMAR TUBOS.
(16/04/1989). Ver ilustración. Solicitante/s: UPONOR N.V.. Inventor/es: JOHANSSON, THOMAS, JOHANSSON, AKE.
PROCEDIMIENTO PARA EMPALMAR TUBOS, QUE TIENEN UNA PARED ONDULADA DE MATERIAL DE PLASTICO FUSIBLE Y QUE TERMINAN EN UN CORTE A TRAVES DE UNA NERVADURA DE ONDULACION, QUE COMPRENDE LAS FASES SIGUIENTES. UN CUERPO ANULAR, QUE SE DILATA CUANDO SE LA PROPORCIONA ENERGIA, SE SITUA EN UN ESPACIO ANULAR FORMADO POR LAS NERVADURAS DE LAS ONDULACIONES EN EL EXTREMO DE UN TUBO Y DE MATERIAL DE PLASTICO FUSIBLE, FORMANDO PARTE INTEGRA DE LA PARED ONDULADA DEL CITADO TUBO, O MEDIANTE UN MANGUITO INTRODUCIDO EN LOS EXTREMOS ADYACENTES DE LOS TUBOS, TAMBIEN DE MATERIAL FUSIBLE. LOS EXTREMOS DE LOS TUBOS SE UNEN PARA CERRAR EL CITADO ESPACIO MEDIANTE EL EXTREMO DEL OTRO TUBO, Y SE COLOCA UN SOPORTE RADIAL Y AXIAL, RELACIONADO CON LAS NERVADURAS DE LAS ONDULACIONES, EN EL EXTERIOR DE LOS TUBOS. DESPUES EL CUERPO ANULAR SE DILATA CALENTANDO Y FUNCIENDO EL CITADO CUERPO A LAS PAREDES DE LOS TUBOS Y EL MANGUITO RESPECTIVAMENTE.
{kind=link}
{kind=link}