CIP-2021 : B23K 26/20 : Unión (soldadura sin fusión por energía radiante B23K 1/005;
unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
CIP-2021 › B › B23 › B23K › B23K 26/00 › B23K 26/20[1] › Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
CIP2021: Invenciones publicadas en esta sección.
METODO PARA LA SOLDADURA DE ACEROS AL CARBONO ENDURECIBLES, POR LASER DIODO DE ALTA POTENCIA.
(16/06/2005) Método para la soldadura de aceros al carbono endurecibles, por láser diodo de alta potencia. El método consiste básicamente en la irradiación de las piezas a unir por medio de un haz láser proveniente de un láser diodo de alta potencia conduciendo debidamente dicho haz mediante espejos o fibra óptica, o incluso con la participación de algún tipo de lente, produciéndose la fusión de las zonas de interacción de las piezas de acero y efectuando un movimiento relativo entre el haz láser y las piezas a soldar para que aquel irradie toda la zona de contacto de dichas piezas. Con la aplicación del método objeto de la presente invención es posible formar soldaduras autógenas, sin utilizar tratamientos de precalentamiento o de post-soldadura.…
METODO DE FABRICAR UN DEPOSITO DE COMBUSTIBLE DE PANELES DE ACERO ALUMINADO, METODO DE SOLDAR POR HAZ PANELES DE ACERO ALUMINADO, Y ESTRUCTURA SOLDADA PRODUCIDA POR SOLDADURA POR HAZ.
(16/05/2003). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: GOTO,HIROKI, MITSUYOSHI,HIROSHI, MASUDA,YASUO.
Método de fabricar un depósito de combustible de paneles de acero aluminado, método de soldar por haz paneles de acero aluminado, y estructura soldada producida por soldadura por haz. Elementos de vaina superior e inferior de paneles de acero aluminado tienen pestañas respectivas solapadas entre sí y soldadas entre sí por un haz láser, formando por ello un depósito de combustible. Una de las pestañas tiene una región escalonada espaciada de la otra de las pestañas, definiendo por ello un intervalo entre la región escalonada y la otra pestaña. El haz láser es aplicado a las pestañas cerca del intervalo para descargar componentes indeseados, como aluminio, de una zona soldada de las pestañas al intervalo. Por tanto, la cantidad de aluminio contenido en la zona soldada se reduce para incrementar la resistencia de unión de la zona soldada.
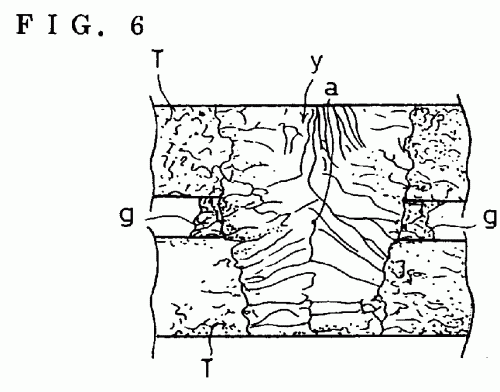
METODO DE SOLDAR POR HAZ LASER.
(16/11/2001). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: KITAMURA,KAORU, MITSYOSHI,HIROSHI.
Método de soldar por haz láser. En un método de soldar por haz láser una pieza a lo largo de una línea de soldadura de forma circular, cuando una soldadora por haz láser se mueve en relación de movimiento relativo con la pieza, la salida de un haz láser se controla de manera que cambie según la velocidad del movimiento relativo en una región de la línea de soldadura donde se produce un retardo de tiempo con respecto a la velocidad de movimiento al comienzo y al fin de la soldadura o análogos. Así, se obtiene una profundidad de penetración uniforme en toda la longitud de la línea de soldadura.
{kind=link}
{kind=link}