CIP-2021 : B29C 45/60 : Tornillos.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/60[4] › Tornillos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/60 · · · · Tornillos.
CIP2021: Invenciones publicadas en esta sección.
Modelos de husillo que presentan un rendimiento mejorado con resinas de pet de bajo punto de fusión.
(03/10/2012) Un procedimiento para el procesamiento en estado fundido de un poliéster que comprende:
a. la introducción de partículas de poliéster en un dispositivo de procesamiento en estado fundido;
b. la fusión de las partículas de poliéster en el dispositivo de procesamiento en estado fundido para producir unpoliéster fundido; y
c. la formación de un artículo a partir del poliéster fundido
en el que las partículas de poliéster comprenden:
(i) un componente de ácido carboxílico que comprende al menos el 80 por ciento en moles de residuos deácido tereftálico, derivados de ácido tereftálico, o mezclas de los mismos, y
(ii) un componente de hidroxilo que comprende al menos el 80 por ciento en moles de residuos de etilenglicol,basado en el 100 por ciento en moles de los residuos de componente de ácido carboxílico y en el 100 por ciento enmoles…
METODO PARA MOLDEAR POR INYECCION POLITEREFTALATO DE ETILENO.
(16/04/2000). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
SE PROPORCIONA UN PROCESO DE MOLDEAMIENTO POR INYECCION DE UNA PREFORMA PARA MOLDEAR POR MEDIO DE UN GOLPE DE ENSANCHE UN RECIPIENTE DE PARED FINA, TAL COMO UNA BOTELLA, QUE UTILIZA TEREFTALATO POLIETILENO AMORFO (TPE-A) COMO MATERIAL DE MOLDEAMIENTO, EN EL QUE SE AÑADE UNA CANTIDAD REQUERIDA DE TEREFTALATO POLIETILENO CRISTALIZADO (TPE-C) AL TPE-A. EL MATERIAL DE LA MEZCLA RESULTANTE PUEDE SER PLASTIFICADO FACILMENTE PARA AUMENTAR EL VALOR IV DEL MATERIAL DE MOLDEAMIENTO HASTA UN VALOR MAS ALTO QUE EL DEL DE TPE-A PARA MOLDEAR POR INYECCION LA PREFORMA. EL TPE-A, EL CUAL A PENAS SE PUEDE UTILIZAR COMO UN MATERIAL DE MOLDEAMIENTO PARA UN MOLDEAMIENTO POR UN GOLPE DE ENSANCHE DEBIDO A SU BAJO VALOR IV, SE PUEDE USAR COMO UN MATERIAL DE MOLDEAMIENTO PARA MOLDEAR MEDIANTE UN GOLPE DE ENSANCHE POR MEDIO DE AUMENTAR SU VALOR IV HACIENDO USO DE UNA PLASTIFICACION EN EL MOMENTO DEL MOLDEAMIENTO POR INYECCION.
PROCESO PARA MOLDEAR POR INYECCION PREFORMAS DE RESINA POLIESTER, HUSILLO DE INYECCION Y PROCESO PARA MOLDEAR LA MISMA POR ESTIRAMIENTO POR INSUFLACION.
(16/03/2000). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
CUANDO LA PROFORMA DESEADA VA A SER MOLDEADA A PARTIR DE UN MATERIAL DE MOLDEADO QUE ES UNA RESINA DE POLIESTER COMPUESTA UN UNA MEZCLA DE PET Y PEN MEDIANTE LA COMPRESION Y FUNDICION DEL MATERIAL DE MOLDEADO POR LA ROTACION DE UN TORNILLO EN UN CILINDRO CALENTADOR Y LA INYECCION Y LLENADO EL MATERIAL FUNDIDO EN UN MOLDE, UNA ZONA DE PLASTIFICACION 13 PARA EL MATERIAL DE MOLDEADO SE FORMA ENTRE UNA ZONA DE COMPRESION 12 DE TORNILLO DE INYECCION Y UNA ZONA DE RECUENTO 14 AL FINAL DEL TORNILLO. EN LA ZONA DE PLASTIFICACION 13, EL MATERIAL DE MOLDEADO ES SOMETIDO A FUNDICION, RELAJACION, AMASADO Y ETAPAS DE RELAJACION PARA FUNDIR Y RETIRA EL MATERIAL NO FUNDIDO HASTA QUE LE MATERIAL FUNDIDO ALCANZA LA ZONA DE RECUENTO 14. PARA PREVENIR QUE UN ARTICULO MOLDEADO SE CONVIERTA EN OPACO Y QUE LA PRODUCCION DE MATERIAL GRANULAR NO FUNDIDO EN FORMA DE GEL CUANDO UNA RESINA DE POLIESTER COMPUESTA DE UNA MEZCLA DE PET Y PEN SE USA COMO MATERIAL DE MOLDEADO.
PROCEDIMIENTO TORNILLO SIN FIN Y PRENSA PARA LA INYECCION DE CARGAS SUCESIVAS DE MATERIA PLASTICA PARA MOLDEAR.
(01/06/1998). Solicitante/s: BILLION S.A.. Inventor/es: PERRIN, JEAN-PIERRE.
EL TORNILLO SIN FIN DE ESTA PRENSA DE INYECTAR COMPRENDE UNA PARTE TRASERA FILETEADA . ESTA PARTE FILETEADA NO SE EXTIENDE MAS QUE HASTA UNA ZONA INTERMEDIA DE LA LONGITUD DEL TORNILLO, LA PARTE DELANTERA DE ESTE TORNILLO DEFINE UN PASAJE RECTILINEO QUE COMUNICA CON LA DICHA ZONA INTERMEDIA. APLICACION PARA EL MOLDEO DE PIEZAS JASPEADAS O DE MATERIA PLASTICA REFORZADA DE FIBRAS LARGAS.
METODO Y APARATO PARA MOLDEAR POR INYECCION TEREFTALATO DE POLIETILENO.
(01/10/1997). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
UN METODO PARA MOLDEAR POR INYECCION TEREFTALATO DE POLIETILENO EMPLEANDO UNA UNIDAD DE INYECCION DEL TIPO VENTOSA CON EL FIN DE EVITAR EL SECADO PRELIMINAR DE LA RESINA, CON LO QUE LA UNIDAD NO PRODUCE UN POBRE ENGANCHE DE ROSCA E, INCLUSO CUANDO UN MATERIAL DE MOLDEO SEA UN PET CRISTALIZADO O NO SIN SECAR, PUEDE ALIMENTAR UNA CIERTA CANTIDAD DEL MATERIAL A CADA MOMENTO PARA MOLDEAR POR INYECCION UNA FORMA MOLDEADA TRANSPARENTE DESEADA, TAL COMO UNA PREFORMA, Y USAR DICHA PREFORMA PARA PRODUCIR UNA PARED CONTENEDORA FINA CON UN BAJO COSTE.
CILINDRO PLASTIFICADOR EN UNA MAQUINA DE FUNDICION DE PLASTICO POR MOLDEO.
(16/04/1996). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
LA INVENCION SE REFIERE A UN CILINDRO PLASTIFICADOR QUE PERTENECE A UNA MAQUINA DE FUNDICION POR INYECCION, Y TIENE UN ESPACIO (H) A GRAN PRESION, OTRO (N) A BAJA CONTENIENDO UN TRANSPORTADOR SIN FIN, Y UN NUMERO DE BULONES DE ROSCA DISPUESTA SOBRE UNA LINEA CIRCULAR, CARACTERIZANDOSE PORQUE UN MANGUITO DE UNION, QUE SOLAPA AXIAL O PARCIALMENTE UNA TOBERA O UN SUPLEMENTO , Y RODEA EL ESPACIO (H) , SITUADO EN EL LATERAL DEL CILINDRO , SE FIJA A ESTE; Y LOS BULONES SITUADOS EN SUPERFICIES (11'C, 14'C) DE PRENSADO DE LAS TOBERAS O DE LOS SUPLEMENTOS , ENGRANAN CON LAS ROSCAS (23B, 123B) INTERIORES DEL MANGUITO DE UNION. CON LA DISPOSICION, SE EFECTUA DE FORMA SENCILLA, SEGURA CON MINIMA FUERZA FISICA Y CON HERRAMIENTAS SENCILLAS, UN CAMBIO, PROLONGACION O SUSTITUCION DE LA TOBERA O DEL SUPLEMENTO, Y SE CREA LA CONDICION PRINCIPAL PARA UN AMPLIO SUMINISTRO DE ENERGIA.
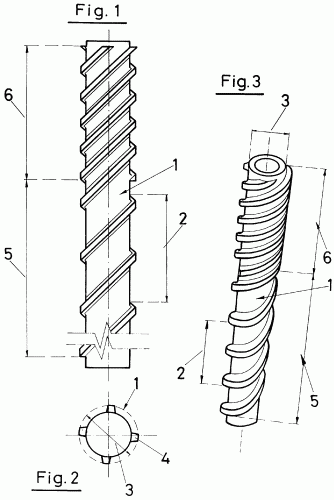
HUSILLO PARA EL TRASPORTE Y PLASTIFICACION DE MATERIALES PLASTICOS Y TERMOPLASTICOS EN MAQUINAS DE INYECCION.
(01/11/1995). Ver ilustración. Solicitante/s: TENCNOLOGIA MECANICA DE LA EXTRUSION E INYECCION S.L. (TEMEXIN, S.L.). Inventor/es: PARERAS ROCHE, SANTIAGO.
HUSILLO PARA EL TRANSPORTE Y PLASTIFICACION DE MATERIALES PLASTICOS Y TERMOPLASTICOS EN MAQUINA DE INYECCION, DEL TIPO QUE TRATAN EL MATERIAL EN FORMA PREFERENTEMENTE DE GRANZA, CARACTERIZADO ESENCIALMENTE PORQUE SE HA PREVISTO UN PASO DE ROSCA SUPERIOR AL DIAMETRO DEL HUSILLO, QUE CONSIGUE ACELERAR EL PROCESO DE PRODUCCION IGUALANDO LA PLASTIFICACION.
ELABORACION DIRECTA DE POLIMEROS CON ADITIVOS POLVOSOS EN MAQUINA PARA FUNDICION INYECTADA.
(01/12/1992). Solicitante/s: PLUSS-STAUFER AG. Inventor/es: SCHLUMPF, HANS PETER, PFISTER, HANS JORG, OCHSNER, EDWIN.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE POLIMEROS GRANULADOS O POLVOSOS CON ADITIVOS EN POLVO EN UNA MAQUINA PARA FUNDICION INYECTADA, QUE DISPONE DE UN SINFIN CON UNA ZONA DE ENTRADA CON UN DIAMETRO CONSTANTE DEL SINFIN, UNA ZONA INTERMEDIA CON UN TRAMO DE HERMETIZACION Y UNA FORMACION DE ELEMENTOS DE MEZCLADO. SE HA PREVISTO UNA ELABORACION ESPECIALMENTE ECONOMICA CON PIEZAS DE FUNDICION DE GRAN CALIDAD, PARA QUE EL POLIMERO Y LOS ADITIVOS EN POLVO PUEDAN INTRODUCIRSE A LA ZONA DE ENTRADA SIN PREVIO TRATAMIENTO Y PARA QUE EL POLIMERO CON LOS ADITIVOS PUEDA MEZCLARSE POR LO MENOS DOS VECES MEDIANTE LAS FORMACIONES DE ELEMENTOS DE MEZCLADO, SIENDO LA LONGITUD DE TRABAJO DEL SINFIN POR LO MENOS 19 VECES MAS GRANDE QUE EL DIAMETRO DEL SINFIN.
TORNILLO PLASTIFICADOR CON CABEZA LAMINADORA.
(16/09/1977). Solicitante/s: F. LLI SANDRETTO, S. P. A.
Resumen no disponible.
{kind=link}