CIP-2021 : G05B 19/00 : Sistemas de control por programa (aplicaciones específicas,
ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
CIP-2021 › G › G05 › G05B › G05B 19/00[m] › Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/02 · eléctricos.
G05B 19/04 · · Control por programa distinto del numérico, es decir, en controladores secuenciales o controladores lógicos (G05B 19/418 tiene prioridad; control numérico G05B 19/18).
G05B 19/042 · · · que utilizan procesadores digitales (G05B 19/05 tiene prioridad).
G05B 19/045 · · · que utilizan máquinas de estados lógicos compuestas únicamente de una memoria o de un dispositivo lógico programable que contiene la lógica de la máquina controlada y en las cuales el estado de sus salidas depende del estado de sus entradas, o de una parte de los estados de su propia salida, p. ej. controladores de decisión binaria, autómatas finitos.
G05B 19/048 · · · Monitorización; Seguridad.
G05B 19/05 · · · Controladores lógicos programables, p. ej. que simulen las interconexiones lógicas de señales según diagramas en escalera o gráficos de funciones.
G05B 19/06 · · · que utilizan levas, discos, tambores o análogos (aparatos de control por programa mecánicos G05G 21/00).
G05B 19/07 · · · donde el programa está definido por las conexiones fijas entre elementos eléctricos, p. ej. potenciometros, contadores, transistores.
G05B 19/08 · · · que utilizan tableros de conexión, de distribuidores de barras cruzadas, de conmutadores de matriz, o análogos.
G05B 19/10 · · · que utilizan selectores.
G05B 19/12 · · · que utilizan soportes de registro.
G05B 19/14 · · · · que utilizan fichas o cintas perforadas.
G05B 19/16 · · · · que utilizan soportes de registro magnéticos.
G05B 19/18 · · Control numérico (NC), es decir, máquinas que funcionan automáticamente, en particular máquinas herramientas, p. ej. en un entorno de fabricación industrial, para efectuar un posicionamiento, un movimiento o acciones coordinadas por medio de datos de un programa en forma numérica (G05B 19/418 tiene prioridad).
G05B 19/19 · · · caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
Notas[n] de G05B 19/19: - En el presente grupo, el sistema de medida para un eje se utiliza para medir el desplazamiento a lo largo de ese eje. Esta medida se utiliza como señal de realimentación de la posición en el sistema de servocontrol.
G05B 19/21 · · · · que utilizan un dispositivo de medida digital diferencial.
G05B 19/23 · · · · · para control punto por punto.
G05B 19/25 · · · · · para control continuo de recorridos.
G05B 19/27 · · · · que utilizan un dispositivo de medida digital absoluto.
G05B 19/29 · · · · · para control punto por punto.
G05B 19/31 · · · · · para control continuo de recorridos.
G05B 19/33 · · · · que utilizan un dispositivo de medida analógico.
G05B 19/35 · · · · · para control punto por punto.
G05B 19/37 · · · · · para control continuo de recorridos.
G05B 19/39 · · · · que utilizan una combinación de medios cubiertos por al menos dos de los grupos G05B 19/21, G05B 19/27 y G05B 19/33.
G05B 19/40 · · · · Sistemas de bucle abierto, p. ej. que utilizan un motor paso a paso.
G05B 19/401 · · · caracterizado por disposiciones de control para la medida, p. ej. calibración e inicialización, medida de la pieza de trabajo con fines de mecanizado (G05B 19/19 tiene prioridad).
G05B 19/402 · · · caracterizado por disposiciones de control para el posicionamiento, p. ej. centrado de una herramienta con respecto a un agujero en la pieza de trabajo, medios de detección adicionales para corregir la posición (G05B 19/19 tiene prioridad).
G05B 19/404 · · · caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
G05B 19/406 · · · caracterizado por la monitorización o la seguridad (G05B 19/19 tiene prioridad).
G05B 19/4061 · · · · Prevención de las colisiones o de las zonas prohibidas.
G05B 19/4062 · · · · Monitorización del bucle de realimentación, p. ej. sobrecarga del servomotor, pérdida de realimentación o de referencia.
G05B 19/4063 · · · · Monitorización del sistema de control general (G05B 19/4062 tiene prioridad).
G05B 19/4065 · · · · Monitorización de rotura, de la vida o del estado de una herramienta.
G05B 19/4067 · · · · Recuperación de los datos o de la posición después de un fallo de alimentación o de otra interrupción.
G05B 19/4068 · · · · Verificación de un programa de pieza en la pantalla, mediante dibujo o por otros medios.
G05B 19/4069 · · · · Simulación del procedimiento de mecanizado en la pantalla (G05B 19/4068 tiene prioridad).
G05B 19/408 · · · caracterizado por la manipulación de datos o el formato de los datos p. ej. lectura, introducción en una memoria intermedia o conversión de datos.
G05B 19/409 · · · caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
G05B 19/4093 · · · caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico, combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
G05B 19/4097 · · · caracterizado por la utilización de datos de diseño para controlar máquinas de control numérico (NC), p. ej. diseño y fabricación asistidos por computador CAD/CAM (G05B 19/4093 tiene prioridad; diseño asistido por computador CAD, en general G06F 30/00).
G05B 19/4099 · · · · Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
G05B 19/41 · · · caracterizado por la interpolación, p. ej. por el cálculo de puntos intermedios entre los puntos extremos programados para definir el recorrido a seguir y la velocidad del desplazamiento a lo largo de ese recorrido (G05B 19/25, G05B 19/31, G05B 19/37, G05B 19/39, G05B 19/40 tienen prioridad).
G05B 19/4103 · · · · Interpolación digital.
G05B 19/4105 · · · · Interpolación analógica.
G05B 19/414 · · · Estructura del sistema de control, p. ej. controlador común o sistema multiprocesador, interfaz hacia el servocontrolador, controlador de interfaz programable.
G05B 19/4155 · · · caracterizado por la ejecución del programa, es decir, la ejecución de un programa de pieza o la ejecución de una función máquina, p. ej. selección de un programa.
G05B 19/416 · · · caracterizado por el control de la velocidad, de la aceleración o de la deceleración (G05B 19/19 tiene prioridad).
G05B 19/418 · · Control total de una fábrica, es decir, control centralizado de varias máquinas, p. ej. control numérico directo o distribuido (DNC), sistemas de fabricación flexibles (FMS), sistemas de fabricación integrados (IMS), fabricación integrada por computador (CIM).
G05B 19/42 · · Sistemas de registro y de reproducción, es decir, en los que el programa es registrado a partir de un ciclo de operaciones, p. ej. el ciclo de operaciones está controlado a mano, y a continuación este registro es reproducido en la misma máquina.
G05B 19/421 · · · Aprendizaje de posiciones sucesivas por medios mecánicos, p. ej. por volantes de acoplamiento mecánico para posicionar la cabeza del porta-herramienta o el actuador del extremo del brazo (G05B 19/423 tiene prioridad).
G05B 19/423 · · · Aprendizaje de posiciones sucesivas por guiado, es decir, estando sujetos y guiados la cabeza porta-herramienta o el actuador del extremo del brazo directamente, con o sin ayuda por servomotor, para seguir un recorrido.
G05B 19/425 · · · Aprendizaje de posiciones sucesivas por control numérico, es decir, siendo introducidas las órdenes para controlar el servoposicionamiento de la cabeza porta-herramienta o del actuador del extremo del brazo.
G05B 19/427 · · · Aprendizaje de posiciones sucesivas siguiendo la posición de una palanca de mando o de una palanca para controlar el servoposicionamiento de la cabeza porta-herramienta, control maestro-esclavo (G05B 19/423 tiene prioridad).
G05B 19/43 · fluídicos.
G05B 19/44 · · neumáticos.
G05B 19/46 · · hidráulicos.
CIP2021: Invenciones publicadas en esta sección.
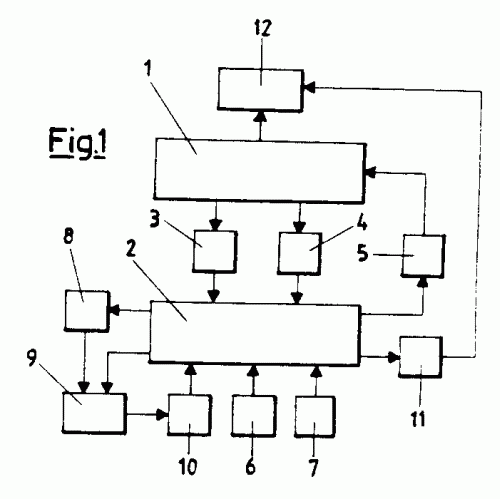
SISTEMA DE CONTROL PARA LAVADORA.
(01/10/1991). Ver ilustración. Solicitante/s: FAGOR, S.COOP. LTDA.,. Inventor/es: SALES VILLALABEITIA, FERNANDO, AGUIRRE AREGUI, JUAN MANUEL.
SISTEMA DE CONTROL PARA LAVADORA. SISTEMA DE CONTROL PARA LAVADORA QUE COMPRENDE UN CIRCUITO ELECTRONICO CON UN MICROCONTROLADOR QUE GOBIERNA EL MOTOR DE LAVADO Y AL MICROMOTOR PARA EL AVANCE PASO A PASO DE UN PROGRAMADOR ELECTROMECANICO , QUE TIENE A SU CARGO LA CONMUTACION DE LOS ELEMENTOS DE POTENCIA , QUE A SU VEZ TRANSMITE INFORMACION AL MICROCONTROLADOR Y MEDIANTE LOS CONTACTOS DE CODIGO Y EL CONTACTO DE PASO , PARA DETERMINAR EN COLABORACION CON SENSORES Y SELECTORES , LA CONFIGURACION DE UN PROGRAMA DE LAVADO COMPLETO.
METODO Y APARATO PARA VERIFICAR UN AMORTIGUADOR Y/O SISTEMAS DE SUSPENSION EN VEHICULOS DE MOTOR.
(16/07/1990). Solicitante/s: LIQUID LEVERS LIMITED. Inventor/es: BUCHANAN, NIGEL.
METODO Y APARATO PARA VERIFICAR UN AMORTIGUADOR Y/O SISTEMAS DE SUSPENSION EN VEHICULOS DE MOTOR. UN METODO Y UN APARATO PARA VERIFICAR UN AMORTIGUADOR Y/O UN SISTEMA DE SUSPENSION DE UN VEHICULO DE MOTOR UTILIZA MEDIOS (6A, 6B) PARA LEVANTAR UNA RUEDA Y LA CARROCERIA DEL VEHICULO A UNA ALTURA PREDETERMINADA PARA QUE CAIGA LIBREMENTE DE MODO QUE SE PRODUZCA UN MOVIMIENTO VERTICAL RELATIVO ENTRE LA RUEDA Y LA CARROCERIA , MEDIOS DETECTORES ELECTRONICOS , TALES COMO UN ESCANER DE LASER, PARA DETECTAR UNA CARACTERISTICA DEL MOVIMIENTO RELATIVO DE LA RUEDA/CARROCERIA, POR EJEMPLO, LA DIFERENCIA DE VELOCIDAD, MEDIOS INDICADORES PARA OBSERVAR LA CARACTERISTICA DETECTADA, Y MEDIOS DE COMPARACION , POR EJEMPLO, EN FORMA DE UN ORDENADOR, PARA COMPARAR LA CARACTERISTICA DETECTADA CON UNA CARACTERISTICA CORRESPONDIENTE OBTENIDA DE UN VEHICULO QUE TIENE LOS AMORTIGUADORES Y EL SISTEMADE SUSPENSION NUEVOS O COMO NUEVOS, CON LO QUE PUEDE VERIFICARSE EL ESTADO DEL AMORTIGUADOR Y DEL SISTEMA DE SUSPENSION.
APARATO DE PREPARACION DE HILOS DE CONEXION PREFABRICADOS.
(01/06/1990) APARATO DE PREPARACION DE HILOS DE CONEXION PREFABRICADOS. LA PRESENTE INVENCION SE REFIERE A UN APARATO DE PREPARACION DE HILOS PREFABRICADOS PARA PRODUCIR UN HILO DE CONEXION PREFABRICADO CORTANDO UN HILO (600A, 600B) QUE TIENE UN CONDUCTOR CENTRAL PROVISTO DE RECUBRIMIENTO, RETIRANDO EL RECUBRIMIENTO DE UNA PORCION DE EXTREMIDAD CORTADA DEL HILO Y SUJETANDO UN TERMINAL (604A, 604B) A LA PORCION DE EXTREMIDAD DEL CONDUCTOR CENTRAL QUE HA SIDO DESNUDADA. DE ACUERDO CON EL PRESENTE APARATO, UN MEDIO DE MANTENIMIENTO PARA MANTENER EL HILO (600A, 600B) ES DESPLAZADO EN TRES DIMENSIONES POR UN DISPOSITIVO DE MANTENIMIENTO . CUANDO SE RETIRA EL RECUBRIMIENTO, EL MEDIO DE MANTENIMIENTO…
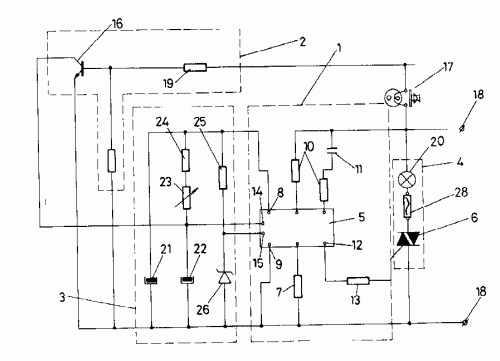
CIRCUITO ELECTRONICO TEMPORIZADOR.
(01/02/1989). Ver ilustración. Solicitante/s: ARENAS LUZURIAGA, JOSE LUIS RUIZ DE INFANTE Y RUIZ DE AZUA, ALEJANDRO.
CIRCUITO ELECTRONICO TEMPORIZADOR, APLICABLE A LA PROGRAMACION DEL TIEMPO DE CONEXION DE UNA CARGA CONECTADA A SU SALIDA QUE ESENCIALMENTE SE CARACTERIZA PORQUE ESTA CONSTITUIDO POR UN CIRCUITO DE CONTROL, UN CIRCUITO DE MANIOBRA Y PUESTA A CERO, UN CIRCITO ELECTRONICO DE REGULACION DE TIEMPO Y UN CIRCUITO DE SALIDA. EL TEMPORIZADOR PRESENTA UN TAMAÑO MUY REDUCIDO. EL CIRCUITO DE CONTROL PROPORCIONA EL DISPARO DE UN TRIAC POR PASO DE CERO, ASI COMO CONTROLA LA HISTERESIS Y PROPORCIONA LA ALIMENTACION DE CORRIENTE CONTINUA PARA EL RESTO DE LOS CIRCUITOS. EL CIRCUITO DE MANIOBRA Y PUESTA A CERO INDICA AL DE CONTROL CUANDO SE DEBE EMPEZAR LA TEMPORIZACION, EN TANTO QUE EL CIRCUAITO DE REGULACION DE TIEMPO MARCA EL CIRCUITO DE CONTROL CUANTO TIEMPO DEBE DURAR LA TEMPORIZACION. EL CIRCUITO DE SALIDA ES BASICAMENTE EL TRIAC.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS SISTEMAS DE PROGRAMACION DE MAQUINAS RECREATIVAS.
(16/05/1984). Solicitante/s: SEGA, S.A..
SISTEMA DE PROGRAMACION DE MAQUINAS RECREATIVAS.SE CARACTERIZA POR LA ADICION DE UN PROGRAMA AUXILIAR, MEDIANTE EL QUE EL VALOR CORRESPONDIENTE A UNA COMBINACION PREMIADA ES SUSCEPTIBLE DE SER MODIFICADO APARENTEMENTE POR EL JUGADOR, EN ORDEN A CONSEGUIR AUMENTAR DICHO VALOR, CON EL CONSECUENTE RIESGO DE QUE ESTE DISMINUYA. AL EFECTO LA MAQUINA INCORPORA UN PULSADOR AUXILIAR, CON EL QUE ENTRA EN FUNCIONAMIENTO EL PROGRAMA COMPLEMENTARIO Y CON EL QUE EL VALOR DEL PREMIO INICIAL ES SUSCEPTIBLE DE VARIAR UN ESCALON, EN MAS O EN MENOS, EN LA ESCALA DE PREMIOS ESTABLECIDA CONLA MAQUINA.
SISTEMA DE TRANSPORTE AEREO, CONTROLADO POR MICROPROCESADOR, PARA INSTALACIONES INDUSTRIALES.
(01/05/1983). Solicitante/s: INVESTRONICA, S.A.. Inventor/es: MARTINEZ LLANEZA, MANUEL.
SISTEMA DE TRANSPORTE AEREO, CONTROLADO POR MICROPROCESADOR PARA INSTALACIONES INDUSTRIALES. COMPRENDE UN CIRCUITO PRINCIPAL FORMADO POR UNA ESTRUCTURA DE CARRILES Y COLUMNAS PORTANTES SOBRE LOS CUALES DISCURRE UN CONJUNTO DE CARRITOS QUE PUEDEN ACCEDER A ESTACIONES DE PARADA MEDIANTE LA ACTUACION DE LAS CORRESPONDIENTES AGUJAS. UNA UNIDAD CENTRAL, A PARTIR DE UN MICROCOMPUTADOR, CONOCE Y CONTROLA LA EVOLUCION DEL SISTEMA DIRIGIENDO SU OPERACION DE ACUERDO CON UNA PROGRAMACION PREVIA, CAMBIABLE EN CADA MOMENTO, Y TOMANDO DECISIONES SEGUN CRITERIOS QUE LE HAN SIDO PROGRAMADOS, TODO ELLO EN FUNCION DE LA INFORMACION QUE LE PROPORCIONAN LAS TARJETAS DE CONTROL Y EL CONJUNTO DE LECTORES DE IDENTIFICACION.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN CONJUNTO Y EN UN PROCEDIMIENTO PARA LA TRANSMISION DE INFORMACION ENTRE UN EQUIPO MONTADO EN UN VEHICULO Y UN DISPOSITIVO FIJO EMPLAZADO.
(16/09/1976). Solicitante/s: WAVCO WESTINGHOUSE.
Resumen no disponible.
PROCEDIMIENTO DE SIMULACION PARA PRUEBA DE PROTOTIPOS DE CIRCUITOS TELEFONICOS DE BARRAS CRUZADAS CON AYUDA DE UN MINIORDENADOR.
(16/07/1976). Solicitante/s: STANDARD ELECTRICA, S.A..
Resumen no disponible.
UN DISPOSITIVO DE TRATAMIENTO DE CONTROL DIGITAL.
(01/07/1976). Solicitante/s: TELEFONAKTIEBOLAGET L M ERICSSON.
Resumen no disponible.
{kind=link}
{kind=link}