CIP-2021 : B23K 20/12 : siendo producido el calor por fricción; Soldadura por fricción.
CIP-2021 › B › B23 › B23K › B23K 20/00 › B23K 20/12[1] › siendo producido el calor por fricción; Soldadura por fricción.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
B23K 20/12 · siendo producido el calor por fricción; Soldadura por fricción.
CIP2021: Invenciones publicadas en esta sección.
MONTAJE DE ZAPATA DE FRENO SOLDADA POR FROTAMIENTO LINEAL.
(01/05/2003) EL PROCEDIMIENTO DE ESTA INVENCION PARA ENSAMBLAR ZAPATAS DE FRENO DE VEHICULOS, INCLUYE LA UTILIZACION DE SOLDADURA POR FROTAMIENTO LINEAL. DOS ELEMENTOS DE DISCO, GENERALMENTE PLANOS QUE TIENEN BORDES CURVADOS SE ALINEAN DE MANERA PRECISA. CADA UNO DE LOS ELEMENTOS DE DISCO INCLUYE PREFERENTEMENTE UNA SERIE DE PROLONGACIONES A LO LARGO DE UN BORDE CURVADO EXTERIOR. UN ELEMENTO DE MESA, QUE TIENE UNA CURVATURA QUE SE CORRESPONDE CON EL BORDE CURVADO HACIA FUERA DE LOS ELEMENTOS DE DISCO, SE COLOCA EN CONTACTO CON LAS PROLONGACIONES A LO LARGO DEL BORDE CURVADO EXTERIOR DE LOS ELEMENTOS DE DISCO. LOS DISCOS Y LA MESA SE MUEVEN ENTRE SI, BAJO CARGA, PARA CAUSAR UN AUMENTO DE TEMPERATURA EN EL MATERIAL METALICO DE LOS…
RECINTO RESISTENTE A LA CORROSION Y SU PROCEDIMIENTO DE FABRICACION.
(16/02/2003). Solicitante/s: THE WELDING INSTITUTE SVENSK KARNBRANSLEHANTERING AB. Inventor/es: HEDMAN, TOMMY, ANDERSSON, CLAES-GIRAN, FIELDING, PETER, BERNARD, NICHOLAS, EDWARD, DAVID.
Un método de fabricación de un cerramiento resistente a la corrosión para un contenedor de material radioactivo, comprendiendo el método la soldadura de agitación por fricción de al menos dos secciones de cobre o de un material de aleación de cobre juntos.
PROCEDIMIENTO PARA AJUSTAR LA FRECUENCIA DE TRABAJO DE UN SISTEMA DE SOLDADURA POR VIBRACION ORBITAL.
(01/01/2003). Solicitante/s: BRANSON ULTRASCHALL NIEDERLASSUNG DER EMERSON TECHNOLOGIES GMBH & CO. Inventor/es: LOTZ, WILFRIED, DR., PRIEM, HEIKO, REITMAYER, GERD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA EL AJUSTE DE LA FRECUENCIA DE TRABAJO DE UN SISTEMA DE SOLDADURA DE VIBRACION ORBITAL, DONDE UN CABEZAL DE RECEPCION DE PIEZA DE TRABAJO SUJETO EN UN RESORTE ES ACCIONADO POR ELECTROIMANES Y SE APOYA EN UN PLANO DE OSCILACION EN APLICACION DE OSCILACION ORBITAL PARA LA SOLDADURA DE PIEZAS DE TRABAJO, EN PARTICULAR DE PLASTICO. SE MODIFICA LA FRECUENCIA EN UNA ZONA DE FRECUENCIAS PREVIAMENTE DADAS, DE MODO QUE SE DETERMINA LA FORMA GEOMETRICA DE LA OSCILACION Y SE ELIGE LA FRECUENCIA CON UNA FORMA DE OSCILACION LA MEJOR POSIBLE, SIENDO AJUSTADA COMO FRECUENCIA DE TRABAJO.
Conjunto de soldadura para unir entre sí piezas de trabajo.
(01/12/2002). Solicitante/s: ESAB AB. Inventor/es: LARSSON, ROLF.
Un conjunto de soldadura para unir entre sí piezas de trabajo a lo largo de una unión entre dichas piezas por medio de soldadura por agitación y fricción, comprendiendo dicho conjunto de soldadura una sonda de soldadura destinada a ser hecha avanzar a lo largo de dicha unión durante la operación de soldadura y que comprende un cuerpo y una espiga , estando el cuerpo dispuesto para ser presionado contra las caras superiores de las piezas de trabajo durante la operación de soldadura mientras que la espiga está dispuesta para ser movida en dicha unión durante la soldadura al tiempo que es hecha girar y presionada contra dichas piezas de trabajo, caracterizado porque la espiga y el cuerpo están dispuestos uno con relación a otro de manera que sean mutuamente desplazables, permitiéndose que dicha espiga y dicho cuerpo lleven a cabo diseños de movimiento diferentes uno con relación a otro.
(16/11/2002). Ver ilustración. Solicitante/s: ESAB AB. Inventor/es: LARSSON, ROLF.
LA INVENCION SE REFIERE A UN APARATO SOLDADOR QUE COMPRENDE UNA UNIDAD DE SOLDADURA , UN BANCO DE TRABAJO PARA SOPORTAR LAS PIEZAS A SER SOLDADAS Y MEDIOS DE SUJECION PARA SUJETAR LAS PIEZAS DE TRABAJO EN EL BANCO DE TRABAJO UNA EN DIRECCION OPUESTA A LA OTRA DURANTE LA OPERACION DE SOLDADURA. LA UNIDAD DE SOLDADURA COMPRENDE UNA CABEZA DE SOLDADURA POR FRICCION Y UNA CABEZA DE SOLDADURA POR FUSION.
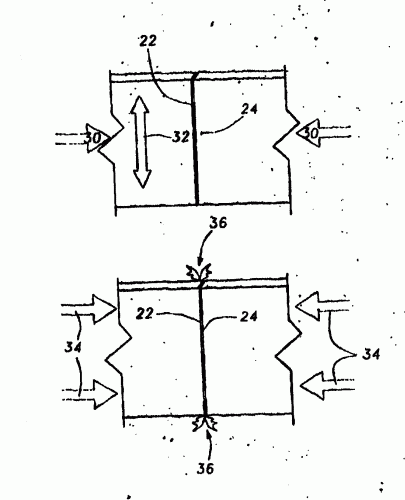
PROCESO DE SOLDADURA POR FROTAMIENTO LINEAL PARA HACER LLANTAS DE RUEDAS.
(01/02/2002). Ver ilustración. Solicitante/s: MERITOR LIGHT VEHICLE SYSTEMS, INC.. Inventor/es: MAHONEY, MURRAY.
UN PROCEDIMIENTO PARA CONFORMAR LLANTAS DE RUEDA DE VEHICULOS, INCLUYE UTILIZAR SOLDADURA POR FROTAMIENTO LINEAL. UNA PIEZA GENERALMENTE PLANA DE MATERIAL METALICO , SE COLOCA DENTRO DE UNA POSICION DE ESPIRA CON DOS EXTREMOS EN UNION A TOPE. SE OSCILAN O MUEVEN ENTRE SI LOS EXTREMOS UNIDOS A TOPE, EN UN PATRON GENERALMENTE LINEAL , PARA AUMENTAR LA TEMPERATURA DEL METAL EN CADA EXTREMO. DESPUES DE QUE SE HA AUMENTADO SUFICIENTEMENTE LA TEMPERATURA, SIN LLEGAR A LA TEMPERATURA DE FUSION DEL METAL, SE DETIENE EL MOVIMIENTO LINEAL. SE ALINEAN ENTONCES LOS EXTREMOS DE MANERA PRECISA Y SE OBLIGAN A LA UNION CON UNA CARGA AXIAL AUMENTADA . DESPUES DE ENFRIARSE, LOS DOS EXTREMOS SE UNEN PERMANENTEMENTE MEDIANTE UNA JUNTA SOLDADA, FUNDAMENTALMENTE SIN DEFECTOS.
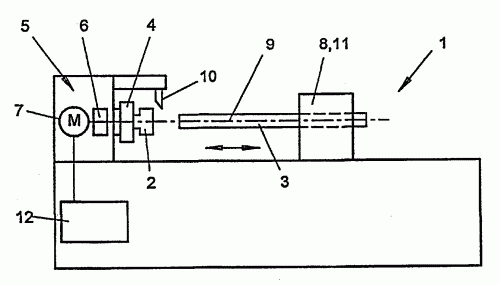
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR FRICCION DE PIEZAS.
(01/02/2000). Ver ilustración. Solicitante/s: KUKA SCHWEISSANLAGEN GMBH. Inventor/es: MAZAC, KAREL, DR., BOCK, JOHANN, GROGER, WALTER.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA SOLDAR POR FRICCION PIEZAS CON MATERIALES O PROPIEDADES DIFERENTES, EN ESPECIAL DE DIFERENTE DUREZA Y/O TEMPERATURA DE FUSION. EN EL PROCESO DE FRICCION, LAS PIEZAS SE HACEN GIRAR EN SENTIDOS OPUESTOS A LO LARGO DE UN ANGULO DE ROTACION LIMITADO INFERIOR A 1.080 (GRADOS) , PREFERIBLEMENTE ENTRE 290 (GRADOS) Y 430 (GRADOS) . EL ANGULO DE GIRO SE CONTROLA MEDIANTE EL TIEMPO DE FRICCION Y LA DESCONEXION DEL ACCIONAMIENTO DE GIRO . LO MAS CONVENIENTE ES GIRAR LA PIEZA MAS RESISTENTE Y REFRENTAR SU CARA FRONTAL ANTES DE LA SOLDADURA POR FRICCION.
(16/10/1999). Ver ilustración. Solicitante/s: NORSK HYDRO ASA. Inventor/es: AASEN, EINAR, JOHAN, MORLEY, EDWARD, JAMES, MIDLING, OLE, TERJE, SANDVIK, ANDERS.
UNA RUEDA DE DOS PIEZAS DE POCO PESO QUE COMPRENDE UNA PIEZA CENTRAL Y UNA PIEZA DE LLANTA UNIDAS ENTRE SI A TRAVES DE UNA COSTURA DE SOLDADURA POR INCITACION DE UNA FRICCION EN FASE SOLIDA.
SOLDADURA POR FRICCION DE MOVIMIENTO CICLICO.
(16/08/1998). Solicitante/s: THE WELDING INSTITUTE. Inventor/es: MORLEY, EDWARD, JAMES, MIDLING, OLE, TERJE, SANDVIK, ANDERS.
METODO MEJORADO DE SOLDEO POR FROTAMIENTO DE AGITACION QUE SE BASA EN UN FLUJO MEJORADO DE MATERIAL PLASTIFICADO, TANTO PERPENDICULARMENTE COMO VERTICALMENTE A LA EXTENSION LONGITUDINAL DE LOS ELEMENTOS ENSAMBLADOS ADYACENTES MEDIANTE LA EXPOSICION DEL MATERIAL PLASTIFICADO CREADO A UNA PRESION PERPENDICULAR A LO LARGO DE LA SUPERFICIE DE LOS ELEMENTOS Y PRODUCIENDO UN FLUJO DE MATERIAL SIMULTANEO A LO LARGO DEL PASADOR DE LA SONDA EN LA DIRECCION VERTICAL LO QUE PERMITE QUE EL MATERIAL PLASTIFICADO SE SOLIDIFIQUE POR DETRAS DE LA SONDA. SE PROPORCIONA UNA SONDA NO CONSUMIBLE QUE COMPRENDE UNA PARTE DE BASE CONCAVA CON UN PASADOR INTERCAMBIABLE QUE TIENE UNA SUPERFICIE DE CONFIGURACION ROSCADA Y EN UNA VERSION PREFERIDA COMPRENDE DOS O MAS PALAS QUE SOBRESALEN LATERALMENTE.
SOLDEO POR FRICCION DE ALEACIONES DE MOLIBDENO/RENIO.
(16/02/1997). Solicitante/s: E.I. DU PONT DE NEMOURS AND COMPANY. Inventor/es: FELIX, VINCI, MARTINEZ, WELLS, DAVID, A.
EL PRESENTE INVENTO SE REFIERE A UN PROCESO PARA SOLDADURA POR FRICCION DE ALEACIONES DE RENIO-MOLIBDENO CON UN 10 A 50% DEL PESO. EL PROCESO COMPRENDE LA REALIZACION DE ROTACION RELATIVA DE DOS PIEZAS DE TRABAJO DE MORE A VELOCIDADES DE SUPERFICIE DE LLANTA DE 4000 A 8000 PULGADAS POR MINUTO, FORZANDO LAS PIEZAS DE TRABAJO EN CONTACTO FRICCIONAL BAJO PRESION AXIALMENTE APLICADA DE APROXIMADAMENTE 3000 A 20000 LIBRAS POR PULGADA CUADRADA DE SUPERFICIE DE INTERFASE.
METODO PARA FABRICAR UNA VALVULA SOLDADA POR FRICCION.
(16/10/1996) LA CABEZA DE UNA ALEACION BASADA EN NIQUEL, QUE CONTIENE UN 0.20% O MENOS DE CARBONO, ENTRE EL 18 O 30% DE CROMO, ENTRE EL 0.5 Y 2.5% DE ALUMINIO Y EL 1.90 Y 3.0% DE TITANIO, COMO COMPONENTES ESENCIALES, Y LA PARTE DEL VASTAGO (CUERPO SOLIDO O TUBO CON UNA RELACION DE GROSOR DE PARED CON RELACION A DIAMETRO EXTERNO DE ENTRE 0.1 Y 0.3) DE ACERO RESISTENTE AL CALOR, QUE CONTIENE UN 0.5% O MENOS DE CARBONO Y ENTRE EL 10 Y 30% DE CROMO, COMO COMPONENTES ESENCIALES Y QUE TIENE UN DIAMETRO EXTERIOR DE 40 MM O MAS, SE HACE GIRAR UNO CONTRA EL OTRO DE FORMA RELATIVA BAJO UNA PRIMERA PRESION P1 DE 4 KGF/MM2 O MAS, LA ZONA DE LA UNION SE CALIENTA POR MEDIO DEL CALOR GENERADO POR LA ROTACION DE FORMA QUE EL MARGEN PARA LA CORVERSION…
FABRICACION DE TUBOS DE METAL.
(16/04/1995). Solicitante/s: PIRELLI GENERAL PLC. Inventor/es: CLARK, JACK, RYAN, PATRICK BENJAMIN.
SE MUESTRA UN APARATO PARA FABRICAR TUBOS DE METAL EN QUE UNA TIRA METALICA 2' QUE TIENE UN ALAMBRE DE SOLDADURA FUERTE 1 UNIDO A UN BORDE DEL MISMO PASA A TRAVES DEL APARATO Y ESTA FORMADO POR UNA COMBINACION DE RODILLOS 17, 17', 19, 19' Y TIENE 15, 24 UNA FORMA QUE DEFINE UN TUBO. UNA RUEDA DE FRICCION 27 UNE LOS DOS BORDES DE LA FORMA QUE DEFINE UN TUBO ENTRE SI.
FABRICACION DE TUBOS DE METAL.
(16/04/1995). Solicitante/s: PIRELLI GENERAL PLC. Inventor/es: CLARK, JACK, RYAN, PATRICK BENJAMIN.
SE MUESTRA UN APARATO PARA FABRICAR TUBOS DE METAL EN QUE UNA TIRA DE METAL 2 PASA A TRAVES DEL APARATO Y ESTA FORMADO POR UNA COMBINACION DE RODILLOS 17, 17', 19, Y TIENE UNA FORMA QUE DEFINE UN TUBO. ANTES DE TERMINAR DE DAR FORMA A LA TIRA DE METAL 2 HASTA QUE DEFINA UN TUBO, SE INTRODUCE UN ALAMBRE DE SOLDADURA FUERTE ENTRE LOS RODILLOS 8 HASTA QUE QUEDA SOBRE LA CINTA DE METAL 2 ENTRE LOS DOS BORDES DE LA MISMA QUE SE VAN A UNIR ENTRE SI. UNA RUEDA DE FRICCION 27 QUE GIRA A GRAN VELOCIDAD UNE LOS BORDES ENTRE SI.
DISPOSICION DE RESORTE DE LAMINA PARA LA CABEZA OSCILANTE DE UNA MAQUINA DE SOLDAR DE VIBRACION.
(16/02/1995) LA DISPOSICION DE RESORTE DE LAMINA ESTA DETERMINADA PARA LA CABEZA OSCILANTE DE UNA MAQUINA DE SOLDAR DE VIBRACION PARA LA UNION DE DOS PIEZAS DE FORMA DE PLASTICO RELATIVAMENTE MOVIBLES ENTRE SI (5, 5') Y RODEA LA MAYOR PARTE DE LOS RESORTES DE LAMINA (6') QUE CON UNO DE SUS EXTREMOS ESTAN FIJAS A UNA CARCASA DE CABEZA OSCILANTE RIGIDA Y CON OTRO DE SUS EXTREMOS A UNA PLETINA OSCILANTE CON UN DISPOSITIVO DE SUJECION PARA EL QUE ESTAN FIJADOS UNA DE LAS PIEZAS DE FORMA DE MATERIAL PLASTICO (5, 5'). SE GARANTIZA UNA FABRICACION A PRECIO ASEQUIBLE CUANDO LOS RESORTES DE LAMINA SON CONSTRUIDOS MEDIANTE ELEMENTOS DE RESORTE (6') INDEPENDIENTES UNO DE OTRO Y CUANDO CADA UNO DE AMBOS EXTREMOS DE CADA ELEMENTO DE RESORTE SE UNE MEDIANTE UNA UNION ATORNILLADA (9, 9') DESMONTABLE CON LA CARCASA DE CABEZA OSCILANTE , MEJOR…
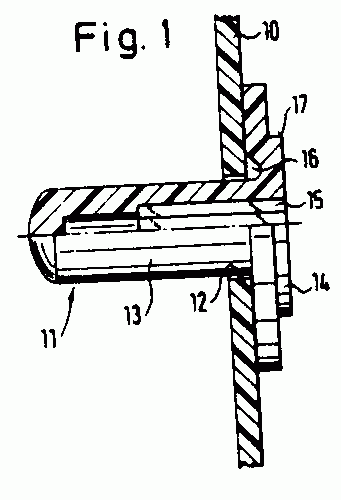
PROCEDIMIENTO PARA FIJAR UN ELEMENTO DE FORMA, CON FORMA DE DISCO, SIMETRICO POR ROTACION A UN EJE.
(16/05/1993) EL MODELO SE REFIERE A UN PROCEDIMIENTO PARA FIJAR UN CUERPO DE FORMA METALICO SIMETRICO POR ROTACION A UN EJE METALICO, DE DIAMETRO CIRCULAR, EN UNA POSICION AXIAL DEFINIDA, POR MEDIO DE SOLDADURA DE LAS SUPERFICIES DE JUNTA SIMETRICAS POR ROTACION, CORRESPONDIENTES A AMBAS PARTES, EN POSICIONA AXIAL DEFINIDA, POR MEDIO DE SOLDADURA, SEGUN UN PROCEDIMIENTO DE SOLDADURA POR PRESION. PARA HACER POSIBLE LA SOLDADURA DEL ELEMENTO CON FORMA DE DISCO, TAMBIEN CON UN SOLO PROCEDIMIENTO DE SOLDADURA, CON EJES HUECOS DE UNA SOLA PIEZA, SE PROPONE QUE SE UTILICE UN EJE DE UNA SOLA PIEZA QUE TRATE LA SUPERFICIE QUE HAY QUE JUNTAR DE FORMA QUE ESTA SE EXTIENDA SOBRE UNA PARTE DE LA EXTENSION LONGITUDINAL DEL EJE. CON ELLO, EL DIAMETRO DE LA SUPERFICIE…
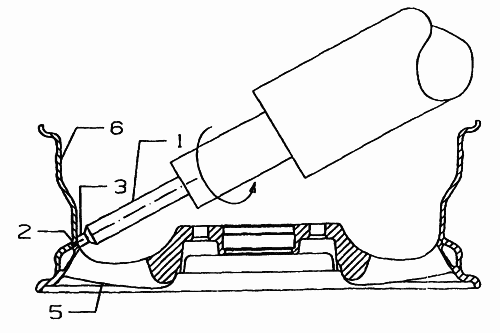
UNION DE PIEZAS DE SOLDADURA POR FROTAMIENTO Y UNA SUPERFICIE.
(01/04/1992). Ver ilustración. Solicitante/s: BOSCH-SIMENS HAUSGERATE GMBH. Inventor/es: KENTNER, WOLFGANG.
UNION ENTRE PIEZAS DE SOLDADURA POR FROTAMIENTO Y UNA SUPERFICIE, EN PARTICULAR ENTRE UN MU/ON PORTANTE PROVISTO DE UNA BRIDA Y LA PARED DE UN RECIPIENTE DE PRODUCTO REFRIGERADOR, ESTA CONFIGURADA SEGUN EL INVENTO DE MODO QUE EL MU/ON PENETRA EN LA PARED DEL RECIPIENTE POR UN TALADRO Y AJUSTA CON SU BRIDA POR FUERA CONTRA LA PARED DEL RECIPIENTE.
(16/02/1992) EN UN METODO DE SOLDADURA POR FRICCION DE DOS PIEZAS, UNA SE MUEVE ALTERNATIVAMENTE MIENTRAS QUE LA OTRA SE PRESIONA CONTRA LA PRIMERA. CUANDO SE HA GENERADO SUFICIENTE CALOR DE FRICCION, SE OBTIENE EL MOVIMIENTO RELATIVO Y LAS PIEZAS QUEDAN SOLDADAS. EL INVENTO PROPORCIONA UN APARATO CON UN MECANISMO DE COMPRESION PARA EL EFICAZ MOVIMIENTO ALTERNATIVO DE UNA MAZA Y PARA REDUCIR SUS GOLPES RAPIDAMENTE A CERO. EL MECANISMO CONSTA DE EXCENTRICAS GIRATORIAS (3,3') CON PIEZAS SOLIDARIAS (4,4') CONECTADAS POR HOJAS FLEXIBLES (7,7') A LOS ELEMENTOS MOVIDOS ALTERNATIVAMENTE (5,5'). ESTOS A SU VEZ SE ACOPLAN MEDIANTE HOJAS FLEXIBLES (10,10') A LOS BORDES OPUESTOS…
PROCEDIMIENTO PARA SOLDADURA POR FROTAMIENTO.
(01/03/1991) EL INVENTO SE TRATA DE UN PROCEDIMIENTO PARA LA SOLDADURA POR FROTAMIENTO DE ACERO CON HIERRO FUNDIDO, CON GRAFITO MODULAR, DONDE SE PRODUCE UN MOVIMIENTO RELATIVO ENTRE LA SUPERFICIES DE CONTACTO DE LAS PIEZAS ENSAMBLADORAS A TRAVES DE ROTACION Y LAS PIEZAS ENSAMBLADORAS SE COMPRIMEN, CONTRA SI, CON SUS SUPERFICIES DE CONTACTO O SEA TANTO DURANTE EL MOVIMIENTO RELATIVO, EXISTENTE (PRESION DE FROTAMIENTO) COMO CON PRESION ALTA EN SU DETENCION SUBSIGUIENTE (PRESION DE APLASTAMIENTO). PARA EL MEJORAMIENTO DEL PROCEDIMIENTO SE PRESENTAN LOS SIGUIENTES DISTINTIVOS: A) APLICACION DE UN HIERRO FUNDIDO CON GRAFITO MODULAR DE CALIDAD HO…
(16/07/1990) UN MECANISMO ADECUADO PARA UNA SOLDADURA POR FRICCION DE LOS ALABES DE LA SUPERFICIE SUSTENTADORA A LA PERIFERIA DE UN DISCO. EL MECANISMO CONSTA DE UN PRIMER MIEMBRO (VOLANTE 12) QUE TIENE UN PASADOR DE MANIVELA EXCENTRICO. ENTRE EL PASADOR DE MANIVELA Y UN SEGUNDO MIEMBRO 19 QUE SE ENCUENTRA MONTADO DE MANERA PIVOTANTE, HAY DOS VARILLAS DE CONEXION INTERCONECTADAS 18 Y 20. UN ALABE A SOLDAR POR FRICCION (A BASE DE FROTARLO SIGUIENDO UNA TRAYECTORIA ARQUEADA SOBRE EL DISCO) SE MONTA EN EL PUNTO DE CONEXION PIVOTAL 32 ENTRE LA SEGUNDA VARILLA DE CONEXION 20 Y EL MIEMBRO 19. SOBRE UN PIVOTE 22 QUE SE ENCUENTRA CERCA DEL LUGAR DE MOVIMIENTO DE LA INTERCONEXION PIVOTAL 30 ENTRE LAS DOS VARILLAS DE CONEXION 18, 20, HAY MONTADA DE MANERA PIVOTANTE UNA PALANCA ACCIONADORA 24. EL ACCIONADOR TIENE UNA TERCERA…
UN METODO Y SU CORRESPONDIENTE APARATO DE SOLDAR PRO FRICCION.
(01/06/1987). Solicitante/s: THOMSON WELDING & INSPECTION LIMITED.
APARATO PARA SOLDAR POR FRICCION. CONSTA DE: UN DISPOSITIVO DE PISTON QUE TIENE UN ELEMENTO EN FORMA DE DISCO Y UNA PORCION CON AGUJEROS ESPACIADOS PARA DEFINIR UN ASIENTO DE VALVULA ; UN MIEMBRO DE VALVULA QUE TIENE FORMA PSEUDOCONICA; UN CARTER DE MOTOR CON UNA PARTE CILINDRICA INTERNA ; UN MOTOR NEUMATICO DE PALETAS CON UNA CHAPA DE REFUERZO , UN ROTOR EN UN COJINETE DE CONTACTO ANGULAR Y UN COJINETE DE RODILLOS DE AGUJA Y UN MUELLE DE COMPRESION.
APARATO DE SOLDAR POR FRICCION.
(16/01/1987). Solicitante/s: THOMSON WELDING & INSPECTION LIMITED.
APARATO DE SOLDADURA POR FRICCION. CONSTA DE UN SOPORTE DE PIEZA MONTADO EN LA CAJA DE FORMA ROTATIVA Y AXIALMENTE MOVIL; DE UN MECANISMO ACCIONADO POR PRESION HIDRAULICA QUE ESTA ACOPLADO AL SOPORTE DE PIEZA PARA HACER QUE DICHO SOPORTE DE PIEZA GIRE CON RELACION A LA CAJA ; DE UN DISPOSITIVO ELASTICO PARA EMPUJAR EL SOPORTE DE PIEZA EN UNA PRIMERA DIRECCION AXIAL CON RELACION A LA CAJA; DE UN DISPOSITIVO DE PRESION SENSIBLE A LA PRESION DE FLUIDO PARA MOVER EL SOPORTE DE PIEZA CON RELACION A LA CAJA, EN UNA SEGUNDA DIRECCION AXIAL CONTRARIA A LA PRIMERA DIRECCION; DE UN DISPOSITIVO DE TRANSPORTE DE FLUIDO PARA COMUNICAR EL FLUIDO A PRESION CON EL MECANISMO DE ACCIONAMIENTO.
UN METODO DE INTERCONECTAR VARIAS PARTES TALES COMO UNA PIEZA DE TUBERIA Y UNA PLACA, UN TUBO O UN CUERPO SIMILAR.
(16/01/1980). Solicitante/s: DRAVUS B.V.
Un método de interconectar varias partes, tales como una pieza de tubería y una placa, un tubo o un cuerpo similar, que comprende las operaciones de colocar primeramente las partes a interconectar en las posiciones relativas correctas y a continuación soldarlas entre si por calor de fricción y presión producidos por una herramienta perforadora no cortante de rotación rápida que es forzada a través de dichas partes.
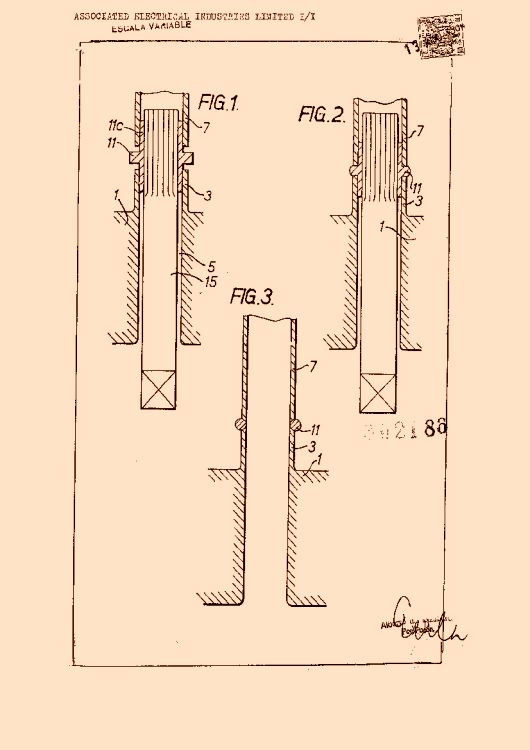
UN METODO PARA UNIR POR SOLDADURA POR FRICCION.
(16/01/1965). Ver ilustración. Solicitante/s: ASSOCIATED ELECTRICAL INDUSTRIES LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}