CIP-2021 : B23P 6/00 : Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas,
barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
CIP-2021 › B › B23 › B23P › B23P 6/00[m] › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
Notas[t] desde B21 hasta B32: CONFORMACION
B23P 6/02 · de pistones o cilindros.
B23P 6/04 · Reparación de piezas o de productos metálicos rotos o con fisuras, p. ej. de piezas de fundición.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA FABRICACION DEUNAS SUPERFICIES AERODINAMICAS DE ADAPTACION.
(01/03/2005) Procedimiento para la fabricación de unas superficies aerodinámicas de adaptación en unas unidades de rotor de paletas integradas, preferentemente en la forma de construcción axial, con un cubo y con por lo menos una corona de paletas, mediante un mecanizado por máquina después de un ensamblaje, en arrastre de material, de por lo menos una paleta y del cubo y/o de por lo menos una pieza de paleta y de por lo menos una paleta y/o al término de una aplicación local de material; en este caso, por lo menos una de estas piezas o la aplicación de material están provistas - en su totalidad o solo localmente dentro de la parte de la zona de ensamblaje…
MAQUINA TALADRADORA PORTATIL UNIVERSAL PARA REALIZAR TRABAJOS DE PERFORACION Y DISTRIBUCION DE SOLDADURAS EN MODO AUTOMATICO, EN EL INTERIOR Y EXTERIOR DE AGUJEROS CIEGOS Y PASANTES.
(01/07/2004) LA MAQUINA PERFORADORA DE LA PRESENTE INVENCION, QUE PUEDE APLICARSE A LA PIEZA A PERFORAR Y SER ADECUADA PARA REALIZAR RECARGUES DE SOLDADURA EN EL MISMO PUNTO A PERFORAR, EN EL INTERIOR O EN EL EXTERIOR, REALIZANDO EL TRABAJO EN MODO AUTOMATICO O SEMIAUTOMATICO, COMPRENDE: UNA CAJA TUBULAR DENTRO DE LA CUAL SE PUEDE INSERTAR UN ARBOL, GUIADO POR UN CASQUILLO DE MOTOR QUE PERMITE LA ROTACION Y EL MOVIMIENTO LONGITUDINAL DE UN ARBOL PORTADOR DE UN CABEZAL PORTAHERRAMIENTAS; UN MANGO DE APOYO MANUAL PARA EL TRANSPORTE; TRES MOTORREDUCTORES, ALIMENTADOS CON CORRIENTE CONTINUA E INSTALADO DENTRO DEL CITADO CAPO; TRES MOTORES, PARA LA ROTACION DEL ARBOL PORTADOR DEL CABEZAL PORTAHERRAMIENTAS, PARA EL AVANCE Y RETROCESO DEL…
PROCEDIMIENTO PARA LA REPARACION Y FABRICACION DE UN ROTOR CON PALETAS INTEGRALES PARA UNA TURBINA.
(16/06/2004) Procedimiento para la reparación de un rotor de paletas integrales para una turbina, en el cual están dispuestas - por la superficie circunferencial de un soporte - varias paletas , que sobresalen de la misma; procedimiento éste que está caracterizado por las fases siguientes: Eliminación de un tramo de paletas (4, 5), que ha de ser sustituido, dejando un tramo de muñón , que constituye una parte integrante de la paleta y que posee una superficie frontal a efectos de su unión con un tramo de paleta sustitutoria ; disposición de un inductor alrededor de la superficie frontal del tramo de muñón ; posicionamiento del tramo de paleta sustitutoria - que esencialmente está presente en su forma final y que corresponde al tramo de paleta (4, 5), que ha sido eliminado - en el tramo de muñón ; a este efecto, están mutuamente…
PROCEDIMIENTO PARA LA UNION DE PARTES COMPONENTES DE PALETAS.
(01/01/2004) Procedimiento para la unión de unas partes componentes de paletas de una turbina de gas; a este efecto, son preparados un tramo de hoja de paleta y por lo menos otra parte componente de paleta , siendo el tramo de hoja de paleta preparado con por lo menos una superficie de unión del lado frontal, y la otra parte componente de paleta es preparada con una superficie de unión del lado frontal; un inductor está dispuesto de forma colindante con las superficies de unión del tramo de hoja de paleta y de la segunda parte componente de paleta ; las superficies de unión del tramo de hoja de paleta y de la otra parte componente de paleta son posicionadas…
MAQUINA RECUPERADORA DE BIDONES METALICOS.
(16/07/2003) 1. Máquina recuperadora de bidones metálicos, destinada a la recuperación de bidones metálicos abocardado de la zona de su embocadura para la colocación de una nueva tapa, caracterizada por estar constituida a partir de una estructura formada a partir de perfiles que adoptan la forma de una "U" y de una "T", presentando en la zona central de la bancada rodillos , donde se sitúa el bidón , incorporando un motor eléctrico, que mediante una correa de transmisión acoplada a una polea pone en funcionamiento un plato mandril que se acopla en uno de los extremos del bidón , presentando un mecanismo de corte o cuchilla con movimiento vertical ascendente y descendente, así como un segundo mandril y un cilindro hidráulico . 2. Máquina recuperadora de bidones metálicos, según la primera reivindicación, caracterizada…
DISPOSITIVO INTEGRADO PARA REPARAR Y RECUPERAR LA DEFORMACION DE LOS COJINETES DE EMPUJE EN UNA MAQUINA DE PRENSA PLEGADORA.
(16/06/2003) 1. Dispositivo para reparar la deformación de los cojinetes de empuje, en una máquina prensa plegadora, que comprende una línea óptica unida al mazo y un carro de lectura solicitado por el cojinete de empuje falso, caracterizado por el hecho de que está constituido por un asta perpendicular al mazo , la cual está puesta en punto fijo por un lado al cojinete de empuje de la máquina, mientras que la extremidad opuesta , oscilante y orientada hacia el dicho mazo , está solicitada por el brazo unido al carro de lectura de la línea óptica , y todavía en la cual, dicha asta prevé un medio de deslizamiento en correspondencia de un placa…
MAQUINA REPARADORA DE DEFORMACIONES DE LLANTAS DE VEHICULOS.
(16/12/2001) 1. Máquina reparadora de deformaciones de llantas de vehículos caracterizada porque comprende un bastidor de perfiles y/o plataformas metálicas, donde se monta un eje soporte giratorio de la llanta a reparar, sustentado por cojinetes, el cual dispone de medios de frenado/bloqueo de su movimiento de giro, teniendo en uno de sus extremos un tramo de acoplamiento de la llanta, de forma tronco-cónica con remate extremo cilíndrico roscado; en el bastidor se montan dos soportes laterales de sustentación ajustable en altura de sendos pistones hidráulicos paralelos al eje soporte; en el bastidor se monta una plataforma sensiblemente horizontal de apoyo de…
MAQUINA PERFECCIONADA PARA EL RECTIFICADO Y/O MECANIZADO DE LLANTAS DE VEHICULOS.
(16/12/2001) 1. Máquina perfeccionada para el rectificado y/o mecanizado de llantas de vehículos, del tipo de las constituidas por un bastidor donde se monta un eje-soporte horizontal motorizado donde se fija la llanta, siendo mecanizada por un útil portacuchillas acoplado a una torreta desplazable en dos direcciones horizontales perpendiculares por medio de sendos husillos; caracterizada porque el eje-soporte tiene el extremo donde se acopla la llanta de forma troncocónica con un tramo final cilíndrico roscado, para la fijación de un plato de acoplamiento de la llanta que dispone de un orificio central roscado al efecto con una prolongación troncocónica; el…
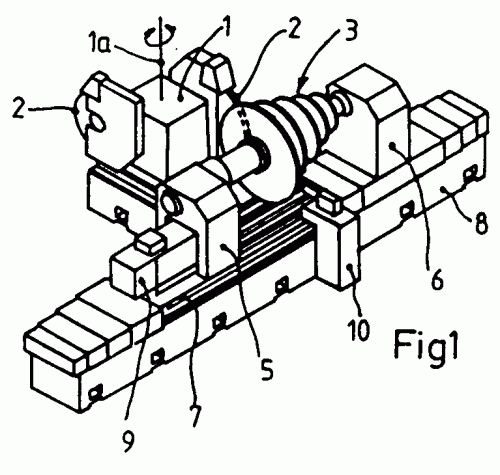
PERFECCIONAMIENTOS EN RECTIFICADORAS DE ALTA VELOCIDAD PARA ALABES DE ROTORES DE MOTORES DE REACCION Y SIMILARES.
(16/01/1999). Ver ilustración. Solicitante/s: DANOBAT, S. COOP. Inventor/es: DE LUIS VIZCAINO,ELIAS.
PERFECCIONAMIENTOS EN RECTIFICADORAS DE ALTA VELOCIDAD PARA ALABES DE ROTORES DE MOTORES DE REACCION Y SIMILARES, CUYO CABEZAL RECTIFICADOR ES UN CABEZAL MULTIPLE QUE ESTA PROVISTO DE, AL MENOS, DOS MUELAS DE DISTINTA NATURALEZA MATERIAL Y CARACTERISTICAS ABRASIVAS DIFERENTES, QUE ESTAN DESTINADAS A SU APLICACION OPERATIVA ESPECIFICA E IDONEA SOBRE ALABES DE ROTORES , O SIMILAR, QUE PRESENTAN DISTINTA COMPOSICION METALICA, EXISTIENDO MEDIOS DE SELECCION AUTOMATICA DE LA MUELA IDONEA A EMPLEAR SEGUN LOS PARAMETROS DE CADA TRABAJO DE RECTIFICADO, ASI COMO MEDIOS DE ACCIONAMIENTO Y POSICIONAMIENTO OPERATIVO DE DICHA IDONEA MUELA A EMPLEAR, Y DISPONIENDO CADA UNA DE DICHAS MUELAS DE LOS CORRESPONDIENTES MEDIOS DE PERFILADO PARA LA RESTAURACION DE LA SUPERFICIE ACTIVA DE LA MUELA.
METODO DE RESTAURACION DE LA FUNCIONALIDAD DE UN EQUIPO SOMETIDO A UNA FUERTE CORROSION EN UNA PLANTA DE PRODUCCION DE UREA.
(16/08/1998) LA PRESENTE INVENCION SE RELACIONA CON UN METODO DE REPARACION Y RESTAURACION DE LA FUNCIONALIDAD DE UN EQUIPO SOMETIDO A UNA CORROSION INTERNA DURANTE SU FUNCIONAMIENTO A UNA PRESION ALTA O MEDIA EN UNA PLATA PARA LA SINTESIS DE UREA. ESTE METODO COMPRENDE: 1) LIMPIEZA DEL AREA CORROIDA; 2) FORMACION, EN EL AREA QUE SE HA LIMPIADO, DE UNAS SUPERFICIES DE SOPORTE ADECUADAS PARA LA COLOCACION DE UN NUEVO REVESTIMIENTO METALICO; 3) FORMACION DE UN NUEVO REVESTIMIENTO ANTICORROSIVO Y CERRADO QUE SE OBTIENE POR LA COLOCACION Y FUSION DE UNOS ELEMENTOS PLANOS Y UNAS PLACAS METALICAS CONFORMADAS Y COLOCADAS ADECUADAMENTE AL LADO UNAS DE OTRAS PARA ADAPTARSE AL PERFIL INTERNO DEL EQUIPO, DE MANERA QUE LOS ESPACIOS E INTERSTICIOS POR DEBAJO DE ESTE…
PROCESO Y DISPOSITIVO DE REPARACION DE UNA ZONA DEFECTUOSA DE LA PARED DE UNA PIEZA METALICA Y EN PARTICULAR DE UNA PIEZA TUBULAR.
(01/03/1997). Solicitante/s: FRAMATOME. Inventor/es: CARTRY,JEAN-PIERRE.
SE REALIZA UNA FUSION SEGUIDA DE UNA SOLIDIFICACION DEL METAL DE LA PARED DE LA PIEZA (13A) EN UNA ZONA QUE INCLUYE DEFECTOS TALES COMO FISURAS, SOBRE UNA PROFUNDIDAD DETERMINADA, POR BARRIDO DE LA SUPERFICIE DE LA PIEZA CON LA AYUDA DE UN DISPOSITIVO DE FUSION . SE REALIZA A CONTINUACION UNA COMPRESIONIZACION DE UNA CAPA SUPERFICIAL DEL METAL DE LA PARED (13A) QUE HA SIDO FUNDIDA Y LUEGO SOLIDIFICADA POR CHOQUES REPETIDOS DE PARTICULAS SOLIDAS. PREFERENTEMENTE, LA FUSION ESTA REALIZADA POR UN PLASMA DE ARCO TRANSFERIDO Y LA COMPRESIONIZACION POR BOLAS PUESTAS EN MOVIMIENTO POR UNA PIEZA VIBRANTE. LA INVENCION SE APLICA EN PARTICULAR PARA LA REPARACION DE UN ADAPTADOR (13A) TUBULAR QUE ATRAVIESA LA TAPA DE UNA CUBA DE REACTOR NUCLEAR.
MAQUINA DE ENCAMISAJE INTERNO A DISTANCIA POR MANGUITO DEL EXTREMO DE LOS TUBOS INTERCAMBIADORES DE CALOR.
(01/11/1992). Solicitante/s: STEIN INDUSTRIE SOCIETE ANONYME DITE: ELECTRICITE DE FRANCE SERVICE NATIONAL. Inventor/es: BONNAND, CHRISTIAN, DRUELLE, PHILIPPE, MASCART, DOMINIQUE.
MAQUINA DE ENCAMISAJE INTERNO A DISTANCIA POR MANGUITO DEL EXTREMO DE LOS TUBOS INTERCAMBIADORES DE CALOR ENGARZADOS EN UNA PLACA TUBULAR , COMPORTANDO UN TUBO FLEXIBLE UNIENDO UN TIRADOR-EMPUJADOR A UNA UNIDAD MOTORIZADA DE ARRASTRE DE LAS HERRAMIENTAS DE FIJACION DEL MANGUITO, UN CARGADOR DE HERRAMIENTAS EN CABEZA DE UN CABLE ARRASTRADO POR EL TIRADOR-EMPUJADOR, Y UNOS MEDIOS PARA LLEVAR EL EXTREMO DEL TUBO FLEXIBLE POR DELANTE DEL EXTREMO DE CADA TUBO. LA UNIDAD MOTORIZADA COMPORTA DOS CUBOS ACANALADOS SUPERPUESTOS DONDE UNO ES ARRASTRADO POR UN MOTOR ELECTRICO CON VELOCIDAD LENTA, Y EL OTRO POR UN MOTOR NEUMATICO CON VELOCIDAD ELEVADA.
DISPOSITIVO PARA ESTABILIZACION DE UN TUBO TRANSFORMADOR DE CALOR.
(16/03/1992). Solicitante/s: ABB REAKTOR GMBH. Inventor/es: RUSS, JAKOB, KALTHOFF, WOLFGANG.
EN UN DISPOSITIVO DE ESTA CLASE ES NECESARIO UN RELLENO DE CIERRE ADICIONAL DESDE UN ESTABILIZADOR. ADEMAS REPETIDAS VECES EL DIAMETRO INTERIOR DIFERIDOR PUEDE NO CONECTARSE CON LA ZONA DE EXPANSION DEL ESTABILIZADOR. PARA CONSEGUIR JUNTO A UNA ESTABILIZACION SIN VIBRACIONES UN CIERRE SENCILLO ESTA PREVISTA UNA BARRA QUE ESTA ARMADA CON DOS DISCOS DE MANIVELA (12, 12A) SEPARADOS AXIALMENTE. CADA DISCO DE MANIVELA ENGRANA DESDE UN MANGUITO DE EXPANSION (14, 14A). TRAS LA PRESION DEL MANGUITO DE EXPANSION EN LA PARED INTERNA DEL TUBO POR UN GIRO RELATIVO DE LA BARRA SE LAMINA O SUELDA EL EXTREMO FORMADO A MODO DE MANGUITO DE LA BARRA EN EL FONDO DEL TUBO.
APARATO PARA TRATAR TUBOS DETERIORADOS DE GENERADORES DE VAPOR DE PLANTAS NUCLEARES.
(01/10/1986). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
EMBUTIDOR DE MANGUITOS DE UN APARATO PARA TRATAR TUBOS DETERIORADOS DE GENERADORES DE VAPOR DE PLANTAS NUCLEARES. COMPRENDE: UN BASTIDOR QUE CONSTA DE CANALES A CUYA PARTE SUPERIOR SE FIJA UNA CHAPA , QUE SE MONTA EN UN MANDRIL QUE SE SOPORTA MEDIANTE UN SOPORTE QUE CONTIENE UNA BOQUILLA Y UNA TUERCA CILINDRICA QUE ENGANCHA EL TORNILLO , PARA MOVER EL SOPORTE EN LAS VARILLAS DE GUIAS ; UNOS PASADORES DE FIJACION PARA SER SUBIDOS Y BAJADOS POR VASTAGOS DE PISTON DE CILINDROS HIDRAULICOS , QUE CONSTAN DE PUNTAS QUE ESTAN JUSTO DEBAJO DE LA CHAPA; UNAS CHAVETAS SOPORTADAS POR CADA PASADOR DEBAJO DE LA PUNTA , QUE SALEN Y ENGANCHAN DE UNA FORMA FIRME LA PARED ADYACENTE DE UN TUBO. SE UTILIZA EN GENERADORES DE VAPOR DE PLANTAS NUCLEARES.
"PROCEDIMIENTO DE RECUPERACION DE ORUGAS DE CARROS BLINDADOS Y SIMILARES".
(01/02/1983). Solicitante/s: HUTCHINSON INDUSTRIAS DEL CAUCHO, S.A..
PROCEDIMIENTO DE RECUPERACION DE ORUGAS DE CARROS BLINDADOS Y SIMILARES. CONSISTE EN SOMETER A LOS ESLABONES DE LAS ORUGAS ASI COMO A OTROS ELEMENTOS METALICOS A UNA PRIMERA FASE DE ELIMINACION TOTAL DEL RECUBRIMIENTO QUE DETERMINAN LAS PIEZAS DE CAUCHO, PARA QUE EN UNA SEGUNDA FASE, SE SOMETA A LAS PIEZAS METALICAS YA EXENTAS DEL CAUCHO A UN TRATAMIENTO DE LIMPIEZA Y REGENERACION CON EL FIN DE PODER PROCEDER A LA VULCANIZACION DE UN NUEVO RECUBRIMIENTO DE CAUCHO COMO FASE FINAL. LA TEMPERATURA DE CALENTAMIENTO DEBE ESTAR COMPRENDIDA ENTRE 200 Y 300C. EL TIEMPO DE PERMANENCIA DE LOS ELEMENTOS A TRATAR DENTRO DEL TUNEL INDUCTIVO DEBE SER DE 5 A 12 MINUTOS.
METODO,CON SU APARATO CORRESPONDIENTE,PARA RESTAURAR OBTURADORES DE AIRE DE ALABES DE TURBINA SE INVOCA EL ART.57 POR LO QUE RESPECTA AL APARATO SIN EL CUAL ES INAPLICABLE EL METODO EN CUESTION.
(01/12/1980). Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
PROCEDIMEINTO Y DISPOSITIVO PARA LA RESTAURACION DE OBTURADORES DE AIRE DE ALABES Y PALETAS DE TURBINAS DE GAS. EN UNA PRIMERA FASE, EL OBTURADOR A RESTAURAR SE RESTIFICA HASTA CONSEGUIR QUE TENGA FORMA DE NERVIO PLANO. SE PREPARA DESPUES UNA NUEVA PIEZA QUE SE UNE AL CITADO NERVIO POR SOLDADURA. EL ALABE OBTENIDO SE SUJETA EN EUN UTILLAJE QUE PUEDE MONTARSE EN DOS POSICIONES SOBRE UNOS RAILES (54 Y 54'). ESTOS RAILES SE SOPORTAN EN UNA ESTRUCTURA DE MAQUINA QUE SOPORTA TAMBIEN UN RODILLO GIRATORIO Y PERFILADO A TRAVES DEL QUE SE DESPLAZA UNA BANDA FLEXIBLE ABRASIVA . EL PERFIL DEL RODILLO GIRATORIO CORRESPONDE AL RADIO QUE SE DESEA OBTENER EN LA SUPERIFICIE DEL OBTURADOR.
PROCEDIMIENTO PARA REPARAR ALABES DE TURBINAS DESGASTADOS.
(01/05/1979). Ver ilustración. Solicitante/s: JOSEPH CRETELLA,SALVATORE MATTHEW,BERNARDO *.
Procedimiento para reparar álabes de turbinas desgastados, cuyos álabes son de una aleación metálica, que comprende las fases de rectificar hasta una dimensión predeterminada con precisión, un borde de la parte de escotadura en Z del refuerzo de montaje en un extremo del álabe, enmascarar el refuerzo en ambos lados del borde después de rectificado; someter el borde rectificado a una corriente de plasma que contiene una aleación metálica para recrecer el borde prácticamente a su dimensión original, y después sinterizar el álabe a temperaturas elevadas durante un periodo de tiempo predeterminado para templar la reparación.
PROCEDIMIENTO PARA PREPARAR UNA PIEZA DE TURBINA DE ALEACION METALICA Y FORMA AERODINAMICA.
(01/04/1978). Solicitante/s: SALVATORE JOSEPH CRETELLA MATLHEW BERNADO Y RALPH THOMAS DEMUSIS.
Resumen no disponible.
{kind=link}
{kind=link}