CIP-2021 : B29C 49/12 : Punzones de estirado.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/12[3] › Punzones de estirado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/12 · · · Punzones de estirado.
CIP2021: Invenciones publicadas en esta sección.
MAQUINA DE LAMINADO-SOPLADO QUE COMPRENDE UN CONTROL PERFECCIONADO DEL VASTAGO DE ESTIRAMIENTO.
(16/11/2006). Ver ilustración. Solicitante/s: SIDEL S.A.. Inventor/es: GALLONI, BRUNO, C/O SIDEL.
Máquina de fabricación de recipientes en material termoplástico por estirado y soplado de una preforma , del tipo que incluye el menos un vástago de estirado que es controlado por deslizamiento en una corredera según su eje (An) por un accionador de una posición escamoteada a una posición de laminado máximo para asegurar el laminado de la preforma en el transcurso de la operación de soplado, caracterizada porque está dispuesta para que el accionador pueda ser puesto en reposo durante el retorno del vástago de laminado hacia su posición escamoteada, de manera que el retorno del vástago sea asegurado por la presión de soplado que reina en el interior del recipiente en el transcurso de la fabricación y que actúa sobre el extremo de trabajo del vástago.
DISPOSITIVO PARA LA FABRICACION DE ENVASES A PARTIR DE UN PLASTICO MEDIANTE MOLDEO POR SOPLADO UTILIZANDO UN MEDIO DE SOPLADO EXPLOSIVO.
(16/11/2004) Dispositivo para la fabricación de envases (1, 1) a partir de un plástico que se puede moldear por medio de soplado y distensión con un molde, cuyo espacio interior corresponde al envase acabado, que está retenido en su extremo abierto por un alojamiento , estando previstos conductos conectados con una unidad dosificadora en el alojamiento , estando guiado un punzón de distensión móvil axialmente a través del alojamiento y estando dispuesta una instalación de encendido para encender una mezcla de gases explosiva en el interior del envase (1), y estando previstas instalaciones de calefacción y de refrigeración, caracterizado porque el alojamiento se puede encajar por su extremo alejado del envase , de una manera hermética a fluido, con un bloque de distribución…
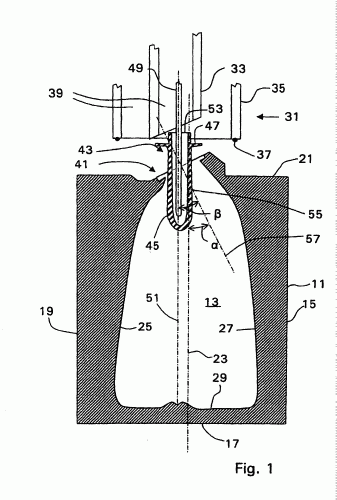
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN DEPOSITO SOPLADO.
(16/04/2004). Ver ilustración. Solicitante/s: ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG. Inventor/es: MENNEL, WALTER.
Procedimiento para la fabricación de un depósito (45) con una abertura , cuyo eje de abertura se encuentra en ángulo respecto al eje del depósito , durante dicho procedimiento se introduce una preforma en un molde de soplado , se presiona una zona de sujeción de la preforma contra una zona de tope en el molde de soplado, y la preforma se deforma neumáticamente en el molde de soplado, caracterizado porque la zona de sujeción de la preforma se presiona contra la zona de tope en el molde de soplado, que está inclinado para la introducción de la preforma en un ángulo que se desvía de 90, y la preforma se deforma de manera que, un eje de la pieza de la abertura de la preforma (45, 45) se encuentra en un ángulo respecto al eje de la pieza del depósito de la preforma (45, 45).
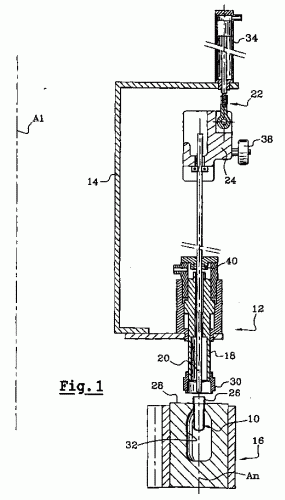
MAQUINA ROTATIVA DE ESTIRADO-SOPLADO QUE COMPRENDE UN ACCIONAMIENTO MAGNETICO DEL VASTAGO DE ESTIRADO.
(16/03/2004) Máquina para la fabricación de recipientes de materia termoplástica por estirado y soplado de una preforma , del tipo que comprende varios puestos de moldeo , que están montados sobre un carrusel , arrastrado en rotación de manera continua, alrededor de su eje (A1) con relación a un bastidor de la máquina, y del tipo en el que cada puesto está dotado con al menos un vástago de de estirado , que es accionado en deslizamiento según su eje (An) para asegurar el estirado de la preforma en el transcurso de la operación de soplado, caracterizado porque el vástago de estirado es accionado por un dispositivo magnético, que comprende, al menos, una guía magnética fija , dispuesta alrededor del eje de rotación (A1) del carrusel , y un colisón , que es solidario con el vástago de estirado y que porta, al menos,…
CONTENEDOR PRESURIZADO REUTILIZABLE RESISTENTE A LA FISURACION A NIVEL DE LA BASE Y PROCEDIMIENTO DE FABRICACION.
(16/12/2002) UNA PREFORMA Y UN ENVASE, SE CONCIBEN PARA UN ENVASE PRESURIZADO RELLENABLE DE PLASTICO, COMO UN ENVASE DE POLIESTER PARA UNA BEBIDA CON GAS, QUE TIENE UNA ZONA DE BASE CON AUMENTADA RESISTENCIA A LA FISURACION DE LA INYECCION. LA FISURACION DE LA INYECCION, QUE PUEDE CONSTITUIR UN PROBLEMA EN CLIMAS MAS CALIDOS, SE PIENSA QUE ESTA CAUSADA EN LOS DISEÑOS PREVIOS, POR UNA OCLUSION DE MATERIAL ENTRE LA PUNTA DEL PUNZON DE ESTIRADO Y LA BASE DEL MOLDE DE SOPLADO DURANTE EL MOLDEO POR SOPLADO DEL ENVASE. OCLUSION QUE CAUSA EN EL ENVASE DEFECTOS SUPERFICIALES CONTIGUOS A LA INYECCION. ESTOS DEFECTOS SUPERFICIALES SE EXTIENDE DURANTE EL FLEXADO DE LA ZOMA ABOMBADA…
MAQUINA Y PROCEDIMIENTO DE MOLDEO POR ESTIRADO Y SOPLADO.
(01/12/2002) Máquina para la fabricación de recipientes de material plástico que comprende un bastidor que dispone a lo largo de un recorrido de transporte , de un dispositivo de calentamiento por lo menos y de un dispositivo para el moldeo por estirado y soplado, estando conformados los recipientes a partir de preformas dispuestas sobre soportes , comprendiendo el dispositivo para el moldeo por estirado y soplado de un elemento de soplado conectado por medio de una electroválvula a una fuente de un fluido a presión y de una varilla de estirado adaptada para poder ser desplazada por unos medios de accionamiento que comprenden un motor…
RECEPTACULOS DE PLASTICO MOLDEADOS POR SOPLADO, AUTOESTABLES, DE UNA SOLA PIEZA.
(16/06/1997) UN PROCESO PARA LA FABRICACION DE UN RECEPTACULO DE PLASTICO DE UNA SOLA PIEZA DEL TIPO DE LOS QUE SE UTILIZAN PARA EL CHAMPAN, QUE TIENE UN CANTO PERIFERICO ANULAR QUE RODEA A UNA PORCION DE BASE EN PENDIENTE HACIA ADENTRO PARA RECIBIR BEBIDAS CARBONATADAS, QUE CONSISTE EN FORMAR LA PREFORMA EN UNA VARILLA DE NUCLEO COLOCANDO LAS PORCIONES ANULARES MAS GRUESAS DE LA PREFORMA EN UNOS PUNTOS A LO LARGO DE LA MISMA DE TAL MODO QUE, DURANTE EL SOPLADO DE LA PREFORMA, EL MATERIAL DE LA PREFORMA SE DEPOSITARA DONDE SE DESEE; COLOCAR LA PREFORMA DENTRO DE UNA CAVIDAD DE MOLDEO POR SOPLADO QUE DEFINE LA FORMA DE ACABADO DEL RECEPTACULO; EXTENDER UNA VARILLA DE ESTIRADO DENTRO DE LA PREFORMA HACIA LA…
BOTELLAS DE PLASTICO Y RECIPIENTES SIMILARES.
(01/08/1993) UNA BOTELLA DE PLASTICO MOLDEADA MEDIANTE SOPLADO O UN RECIPIENTE SIMILAR TIENE UN CUELLO MOLDEADO DE FORMA QUE RECIBA UNA TAPA DE BOTELLA, UNA PARED LATERAL Y UNA BASE , E INCLUYE UNA NERVADURA INTERNA FIJADA A LA PARED LATERAL Y QUE SE EXTIENDE A LO LARGO DEL INTERIOR DE LA BOTELLA . EL MATERIAL DE LA PARED LATERAL Y DE LA NERVADURA , CUANDO MENOS, DE LA BOTELLA ESTA ORIENTADO BIAXIALMENTE. PREFERIBLEMENTE, SE FORMA LA BOTELLA DE PLASTICO INICIALMENTE MEDIANTE UN MOLDEO DE INYECCION DE UNA FORMA PREVIA Y LUEGO MEDIANTE UNA TECNICA DE MOLDEO DE SOPLADO-ESTIRAMIENTO. LA NERVADURA INTERNA PUEDE ALARGAR SENSIBLEMENTE TODA LA LONGITUD DE LA BOTELLA DESDE EL CUELLO A LA BASE, O ALTERNATIVAMENTE,…
METODO DE FABRICAR RECIPIENTES DE PLASTICO.
(01/04/1986). Solicitante/s: ACQUA MINERALE SAN BENEDETTO S.P.A..
METODO PARA LA FABRICACION DE RECIPIENTES DE PLASTICO, UTILIZADOS PARA CONTENER BEBIDAS GASEOSAS. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE INYECTA UN MATERIAL DE PLASTICO DE TIPO BIORIENTABLE EN UN MOLDE EN FORMA DE BOTELLA; SEGUNDA, SE INSERTA UN PUNZON MULTIPERFORADO EN LA ZONA CENTRAL DEL MATERIAL DE PLASTICO INYECTADO, PARA ESTIRAR DICHO MATERIAL A LO LARGO DE UN EJE PARALELO AL EJE LONGITUDINAL DEL MOLDE; TERCERA, SE INSUFLA AIRE A TRAVES DEL PUNZON PARA ESTIRAR EL MATERIAL Y OBTENER UN PRODUCTO SEMIELABORADO A MODO DE BOTELLA; Y POR ULTIMO, SE RECORTA EL PRODUCTO SEMIELABORADO PARA FORMAR UN CUERPO DE BOTE Y A CONTINUACION, DESPUES DEL LLENADO, SE CIERRA POR MEDIO DE UNA TAPA.
PROCEDIMIENTO DE FABRICACION DE CUERPOS HUECOS DE MATERIAL TERMOPLASTICO.
(01/10/1977). Solicitante/s: CARNAUD TOTAL INTERPLASTIC.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE CUERPOS HUECOS DE MATERIA TERMOPLASTICA.
(01/05/1977). Solicitante/s: CARNAUD TOTAL INTERPLASTIC.
Resumen no disponible.
{kind=link}
{kind=link}