CIP-2021 : B28B 3/04 : con un punzón por molde (B28B 3/10 tiene prioridad).
CIP-2021 › B › B28 › B28B › B28B 3/00 › B28B 3/04[2] › con un punzón por molde (B28B 3/10 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
B28B 3/04 · · con un punzón por molde (B28B 3/10 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
CUCHILLAS SIMETRICAS DE CERAMICAS PARA EL PRENSADO DE AZULEJOS.
(16/07/2005) 1. Cuchillas simétricas de cerámica para el prensado de azulejos, caracterizadas porque están formadas por una pieza metálica auxiliar dotada de salientes en el lado superior e inferior, en cuya cavidad se adhiere un listón cerámico de doble pestaña cocido en horno. 2. Cuchillas simétricas de cerámica para el prensado de azulejos, según la reivindicación anterior, caracterizadas porque poseen una pieza metálica auxiliar con dos cavidades, en las que se adhieren dos listones cerámicos de una sola pestaña . 3. Cuchillas simétricas de cerámica para el prensado de azulejos, caracterizadas porque la pieza metálica…
PUNZON HIDRAULICO ESTANCO PARA EL PRENSADO DE PIEZAS CERAMICAS.
(01/12/2004). Ver ilustración. Solicitante/s: FERNANDEZ VICENTE,RAFAEL. Inventor/es: FERNANDEZ VICENTE,RAFAEL.
1. Punzón hidráulico estanco para el prensado de piezas cerámicas, caracterizado porque posee un rehundido en su parte metálica sobre el que se adhiere, una bolsa estanca que forma un circuito de cámaras intercomunicadas mediante canales que se impregnan con un producto antiadherente, de modo que en la fusión de las nervaduras del circuito con la parte externa del vulcanizado queda un espacio no pegado que alberga el fluido, introducido a presión a través de un taladro obturado herméticamente con un tornillo . 2. Punzón hidráulico estanco para el prensado de piezas cerámicas, según la reivindicación anterior, caracterizado porque el medio para la introducción del fluido es una válvula antirretorno.
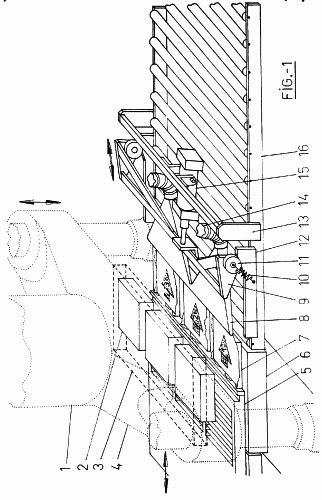
DISPOSITIVO PARA CAMBIAR LOS PORTAPUNZONES DE LA MATRIZ DE UN MOLDE.
(16/11/2003) 1. Dispositivo para cambiar los portapunzones de la matriz de un molde, del tipo cuya matriz está constituida por un marco superior dotado de huecos de moldeo, que se apoya y ancla sobre un bloque inferior fijo conformado por dos placas paralelas separadas por columnas, que determinan en su montaje, una amplia cavidad central, en cuyo interior se aloja la placa soporte de los portapunzones inferiores, en correspondencia numérica y formal con los huecos del marco superior de la matriz, caracterizado esencialmente porque los bloques portapunzones, comportan en su superficie, un orificio que se prolonga radialmente en otro más pequeño, dispuesto para recibir acoplada una pieza magnética de polaridad regulable, que está dotada de un cuello inferior rematado en una cabeza regruesada, para su…
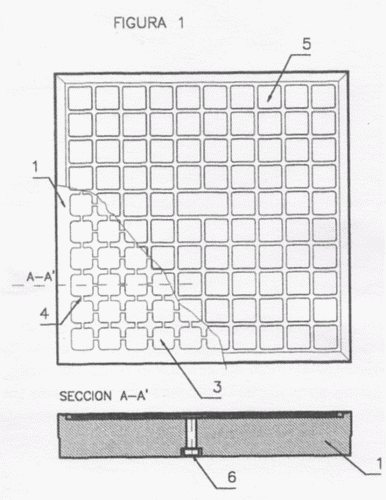
PRENSA MONOBLOQUE PARA LA FABRICACION DE BALDOSAS DE HORMIGON DE UNA SOLA CAPA.
(16/09/2000) Prensa monobloque para la fabricación de baldosas de hormigón de una sola capa. En la misma se establecen dos módulos, uno de prensado propiamente dicho y otro de dosificación de material, participando en este último un dosificador automático de hormigón que vierte sobre un molde múltiple , el cual se cierra. inferiormente mediante la propia banda transportadora para arrastre de las baldosas, la cual es de naturaleza filtrante, de manera que tras una primera fase de conformación en este molde por medio de un vibrador inferior , las baldosas son arrastradas hacia el segundo módulo, el de presión, donde un segundo molde desciende para enmarcarlas de nuevo, donde el molde se cierra igualmente por la propia banda transportadora filtrante y donde pistones de compensación …
PUNZON VULCANIZADOR PARA CONFORMADO DE AZULEJOS.
(16/06/1998). Ver ilustración. Solicitante/s: MOLCER, S.A. Inventor/es: FERNANDEZ VICENTE,RAFAEL.
1. PUNZON VULCANIZADOR PARA CONFORMADO DE AZULEJOS, EMPLEADO PARA OBTENER CAVIDADES CON FORMA DE COLA DE MILANO EN LA CARA POSTERIOR DEL AZULEJO CONFIGURADO A PARTIR DE UNA CAPA DE ARCILLA , ESENCIALMENTE CARACTERIZADO PORQUE EL PUNZON INCORPORA UNA SUPERFICIE METALICA QUE DISPONE DE UNA SERIE DE TETONES EN SU CARA INFERIOR Y UNA GOMA DE ESPESOR PRACTICAMENTE CONSTANTE EN TODA SU LONGITUD QUE RECUBRE LA CARA INFERIOR DE LA SUPERFICIE METALICA Y LOS TETONES CONFORMANDO UNAS PAREDES LATERAL E INFERIOR AL TETON , INCORPORANDO DICHA GOMA UNOS REBAJES EN LAS CERCANIAS DEL VERTICE DE LA BASE DE LA SUPERFICIE METALICA DE LA QUE PARTE EL TETON QUE DELIMITAN LA EXPANSION DE LAS PAREDES LATERALES DE LA GOMA QUE SE INCLINAN TRAS SU IMPACTO CON LA CAPA DE ARCILLA CONFIGURANDO LA CAVIDAD DEL AZULEJO CON FORMA DE COLA DE MILANO.
ASPIRADOR DE REBABAS DE DESPLAZAMIENTO FRONTAL PARA PRENSAS DE BALDOSAS CERAMICAS.
(01/12/1997). Ver ilustración. Solicitante/s: GOMEZ NEBOT, MANUEL.
1. ASPIRADOR DE REBABAS DE DESPLAZAMIENTO FRONTAL PARA PRENSAS DE BALDOSAS CERAMICAS, CARACTERIZADO POR TENER DOS CAMPANAS DE ASPIRACION DEL TIPO RENDIJA, CUYA LONGITUD TOTAL ABARCA EN SIMULTANEO, LA ZONA DE LA PLACA MATRIZ QUE HAY QUE LIMPIAR.
PRENSA ISOSTATICA PARA FABRICAR PRENSADOS DE MATERIAL CERAMICO EN POLVO.
(01/01/1993). Solicitante/s: DORST MASCHINEN UND ANLAGENBAU OTTO DORST UND DIPL.-ING WALTER SCHLEGEL GMBH & CO. Inventor/es: RAU, WALTER, SCHAIDL, HUBERT, WUNDERLICH, BERND, MAURER, FRIEDEL.
PRENSA PARA COMPACTAR ISOTERMICAMENTE MATERIAL CERAMICO EN FORMA DE POLVO. EL SOPORTE DE HERRAMIENTA TIENE UNA CABEZA DESPLAZABLE CON NUCLEOS DE FORMA , DE LA CANTIDAD DOBLE A LOS MOLDES , LIMITANDO LOS NUCLEOS DE FORMA LOS ESPACIOS HUECOS PARA FABRICAR LAS PIEZAS PRENSADAS. LA DISTANCIA DE LOS NUCLEOS EN LA CABEZA ES LA MITAD DE LA DISTANCIA DE LOS MOLDES LA CABEZA DESPLAZABLE SE MUEVE HACIA ADELANTE Y ATRAS POR LA DISTANCIA DE LOS NUCLEOS DE FORMA QUE, AL MISMO TIEMPO QUE SE LEVANTA LA PIEZA PRENSADA Y SE DESCARGA LA PIEZA PRENSADA A LAS CINTAS TRANSPORTADORAS , SE INTRODUCEN OTROS NUCLEOS EN LOS MOLDES.
PRENSA DE MATRIZ DOBLE PARA LA FABRICACION DE LOSETAS CERAMICAS.
(01/12/1986). Solicitante/s: S.A.C.M.I.COOPERATIVA MECCANICI IMOLA,SOCIETA COOP,ERATIVA A.
PRENSA DE DOBLE MATRIZ PARA LA FABRICACION DE LOSETAS CERAMICAS. CONSTA DE UNA BANCADA DE LA QUE SE ELEVAN VERTICALMENTE DOS COLUMNAS CILINDRICAS , CONECTADAS POR SUS PARTES SUPERIORES MEDIANTE UNA TRAVIESA FIJA ; DE UNA TRAVIESA MOVIBLE GUIADA SOBRE LAS COLUMNAS , LA CUAL PUEDE SER ELEVADA Y BAJADA MEDIANTE UN CILINDRO ACCIONADOS HIDRAULICO ; DE UNA BASE DE APOYO PARA UNA PLACA QUE LLEVA FIJADOS UNA PLURALIDAD DE CONTRAPUNZONES , LOS CUALES PUEDEN SER ELEVADOS, DESDE UNA POSICION DE APOYO SOBRE LA BASE , HASTA UNA O VARIAS COTAS, MEDIANTE UN GRUPO DE MANDO INSTALADO DENTRO DE LA BANCADA; DE UNA MATRIZ A TRAVES DE LA CUAL SE MUEVEN LOS CONTRAPUNZONES , MEDIANTE CILINDROS ACCIONADORES HIDRAULICOS.
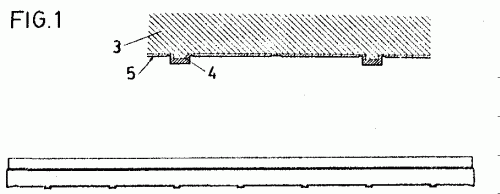
PROCEDIMIENTO PARA SINTERIZAR MORTEROS HIDRAULICOS Y HORMIGONES.
(16/12/1983). Solicitante/s: TEJAS NOVATEC, S.A.
PROCEDIMIENTO PARA SINTETIZAR MORTEROS HIDRAULICOS Y HORMIGONES.CONSTA DE LAS SIGUIENTES FASES: A) SELECCION DE LA MASA ADECUADA FORMADA POR UN AGLOMERANTE, CEMENTO Y MATERIALES INERTES, TALES COMO ARENA, GRAVILLA, COLORANTES O SIMILARES, Y LA MEZCLA DE TODOS LOS COMPONENTES CON ADICION DE UNA CIERTA CANTIDAD DE AGUA, BATIENDO ENERGICAMENTE LA MEZCLA HASTA CONSEGUIR UNA PERFECTA HOMOGENEIDAD; B) VERTIDO DE LA MEZCLA HOMOGENEA EN UNOS MOLDES REALIZADOS A BASE DE UN MATERIAL ESPECIAL, SISTEMA ONK, QUE TIENEN LA FORMA CORRESPONDIENTE A LA PIEZA QUESE DESEA FABRICAR EJERCIENDO A CONTINUACION, POR LA CARA SUPERIOR DEL MOLDE, UNA PRESION CON UN CONTRAMOLDE REALIZADO, IGUALMENTE CON MATERIAL ESPECIAL, SISTEMA ONK. LA PRESION PRODUCIDA MEDIANTE EMBOLO HIDRAULICO, PUEDE ALCANZAR HASTA LOS 130 KG/CM DE INTENSIDAD.DE APLICACION EN LA FABRICACION DE TEJAS, LADRILLOS, BOVEDILLAS U OTROS TIPOS DE MOLDEADOS PARA LA CONSTRUCCION.
SISTEMA DE FABRICACION DE TEJAS DE HORMIGON POR VIBRACION Y COMPRESION.
(16/06/1980). Solicitante/s: ANGOSTO CASCAJOSA,MANUEL.
Sistema de fabricación de tejas de hormigón por vibración y compresión, esencialmente caracterizado porque comprende una primera tolva de almacenamiento del mortero hidráulico procedente de la hormigonera, cuya tolva presenta una boca inferior que descarga el mortero sobre una cinta sinfín, que lleva a dicho mortero hasta una segunda tolva dosificadora dotada de una primera boca inferior de descarga que suministra el mortero hidráulico a los correspondientes moldes, contando dicha tolva dosificadora con otras boca posteriores encargadas de suministrar el mortero suplementario y necesario para el llenado completo de los moldes, durante la vibración, de tal modo que dichas bocas posteriores cuentan con unas raseras de perfil igual al de la cara vista de las propias tejas.
{kind=link}
{kind=link}
{kind=link}