CIP-2021 : B29C 65/74 : por soldadura y corte.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/74[1] › por soldadura y corte.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/74 · por soldadura y corte.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO FORMADO POR UN SOPORTE Y POR UNA MEMBRANA QUE ESTA SOLDADO, EN PARTICULAR A UNA HEBILLA DE LAMINILLA, Y CONJUNTO SOPORTE DE ORGANO OBTENIDO POR ESTE PROCEDIMIENTO.
(01/07/2002) procedimiento de fabricación de un elemento constituido por un soporte que tiene la forma de un cilindro, y de membrana soldada sobre las bases del mencionado cilindro, que consiste en realizar una soldadura térmica de una membrana esencialmente plana sobre un soporte perpendicularmente al eje longitudinal del mencionado soporte y tras la refrigeración, a proceder a una disposición del mencionado soporte , de la mencionada membrana en una dirección perpendicular al plano de la mencionada membrana , de tal forma que una parte de la membrana , se corresponde esencialmente con la base del mencionado cilindro, queda fijado en el mencionado soporte . El mencionado de la invención puede ser aplicado en particular a la fabricación de…
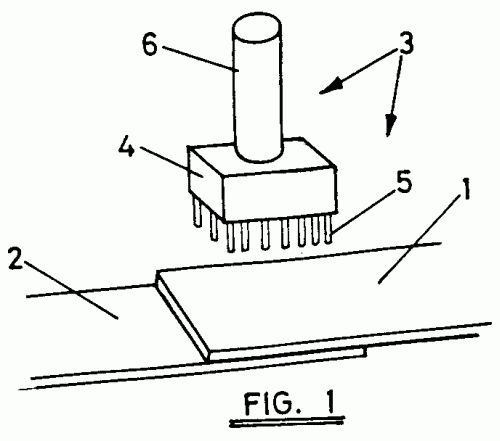
PROCEDIMIENTO Y DISPOSITIVO PARA LA UNION DE BANDAS DE MATERIAL TERMOPLASTICO.
(16/10/2001). Ver ilustración. Solicitante/s: ARUAS POULTRY EQUIPMENT, S.L. Inventor/es: SAURA SOTILLOS,JORGE ANTONIO.
Procedimiento y dispositivo para la unión de bandas de material termoplástico. El procedimiento comprende solapar parcialmente los extremos de las bandas a unir y atravesar los tramos solapados mediante punzones calentados a temperatura suficiente para producir la fusión a través de los orificios practicados. El dispositivo está compuesto por un cabezal que es portador de punzones y de medios de calentamiento . Los punzones atravesarán los tramos extremos solapados (1 y 2) de la banda.
Banda de aspiración para una máquina de fabricación de cigarrillos.
(01/09/2001). Solicitante/s: STEWART FIBRE CONTROL LIMITED. Inventor/es: STEWART, DAVID, BRUCE, DAWSON, JOHN.
Banda de aspiración , destinada a ser utilizada en una máquina de fabricación de cigarrillos para transferir un fluido de materia de carga de un cigarrillo, que comprende una cinta, y caracterizada porque la cinta está realizada con una materia plástica que puede ablandarse bajo la acción del calor, arrollada de modo que se produce una banda sin fin de capas múltiples y que presenta perforaciones, quedando los bordes de las perforaciones adyacentes en capas adyacentes de la cinta soldados o unidos por fusión para unir entre sí las capas (12A) de la cinta a fin de formar una banda perforada cohesiva.
(01/07/1999). Solicitante/s: FRA.MO. SNC DI FRANCA RIVA & C. Inventor/es: RIVA, FRANCA.
SE PRESENTA UN APARATO PARA FORMAR PERFORACIONES EN UN MATERIAL EN FORMA DE LAMINA QUE COMPRENDE UNA PRIMERA ESTRUCTURA DE MOLDE EN UN LADO DE LA LAMINA Y UNA ESTRUCTURA DE MOLDE COMPLEMENTARIA EN EL OTRO LADO DE LA LAMINA PARA COOPERAR CON LA PRIMERA ESTRUCTURA DE MOLDE EN DONDE LAS ESTRUCTURAS ESTAN DISPUESTAS PARA SUFRIR UN MOVIMIENTO DE VAIVEN Y SON CAPACES DE ENCONTRARSE APROXIMADAMENTE A MEDIO CAMINO A TRAVES DEL MATERIAL DE LA LAMINA MEDIANTE LO CUAL FORMAN LAS PERFORACIONES ENTRE ELLAS. EL APARATO PUEDE INCLUIR UNA AGUJA DE MANERA QUE LAS PERFORACIONES SE FORMEN SIMULTANEAMENTE, O PUEDE UTILIZARSE PARA CONFORMAR PERFORACIONES PREFORMADAS. SI SE INCLUYE UNA AGUJA ESTA PUEDE SER DE TIPO ULTRASONICO O PUEDE ESTAR CALENTADA, POR EJEMPLO ELECTRICAMENTE CALENTADA . SI SE UTILIZA UNA AGUJA, UNA DE LAS ESTRUCTURAS DEL MOLDE PUEDE ESTAR DEFINIDA POR UNA FORMACION APROPIADA SOBRE LA AGUJA O LA ESTRUCTURA PUEDE ESTAR SEPARADA.
BOLSA PARA CONTENER FLUIDO.
(01/06/1998). Solicitante/s: E.R. SQUIBB & SONS, INC.. Inventor/es: STEER, GRAHAM EMERY, GENT, JOHN A., STEER, PETER LESLIE ×KINGSCOTE×.
SE PRESENTA UNA COMBINACION DE BOLSA PARA CONTENER FLUIDO Y UN TUBO . LA BOLSA PUEDE SER UNA DE DRENAJE DE ORINA Y ESTA COMPUESTA DE DOS CAPAS SUPERPUESTAS , UNIDAS POR UNA SOLDADURA, CUYA CONFIGURACION SE ELIGE PARA DEFINIR, EN UNA SOLA OPERACION DE SOLDADURA, EL PERFIL DE LA BOLSA Y EL TUBO INTEGRADO. UNA SOLA JUNTURA DE SOLDADURA DEFINE EL VOLUMEN DE LA BOLSA. EL TUBO Y LA JUNTURA DE LA SOLDADURA VAN ADYACENTES UNA DE OTRA Y ESTAN SEPARADAS POR UNA FILA DE PERFORACIONES O POR UNA LINEA DE DEBILITAMIENTO. DE ESTA FORMA, SE PROCURAN LOS MEDIOS PARA IMPEDIR EL CONTACTO CARA A CARA DE LAS PARTES SELECCIONADAS DE LAS SUPERFICIES INTERIORES DE LAS CAPAS MENCIONADAS. ESTO SE PUEDE HACER APLICANDO CONTRACCION POR CALOR SOBRE PARTES SELECCIONADAS DE UNA O AMBAS CAPAS. UNA DE LAS CAPAS O PREFERIBLEMENTE LAS DOS ESTAN ORIENTADAS BIAXIALMENTE.
DISPOSITIVO DE CORTE Y SOLDADURA POR ULTRASONIDOS, APLICADO ESPECIALMENTE PARA TEJIDOS ACOLCHADOS.
(01/01/1998). Ver ilustración. Solicitante/s: VILARO ALBOQUERS, JOSE MARIA.
DISPOSITIVO DE CORTE Y SOLDADURA POR ULTRASONIDOS, APLICADO ESPECIALMENTE PARA TEJIDOS ACOLCHADOS. COMPRENDE MEDIOS DE DESPLAZAMIENTO , MEDIOS DE FIJACION DE SU POSICION Y UN DISPOSITIVO EMISOR DE ULTRASONIDOS DENOMINADO SONOTRODO. SE CARACTERIZA PORQUE EN EL EXTREMO DEL SONOTRODO SE ENCUENTRA UN ELEMENTO DE GUIADO SUPERIOR Y UN ELEMENTO DE GUIADO INFERIOR, Y UN ELEMENTO DE CORTE DE MATERIAL TRANSMISOR DE LOS ULTRASONIDOS, FIJADO AL SONOTRODO. SE CARACTERIZA ADEMAS, PORQUE EL ELEMENTO DE GUIADO INFERIOR ES MOVIL. PERMITE REALIZAR EL CORTE DE LAS TELAS Y DEL TEJIDO DE RELLENO SIMULTANEAMENTE A LA SOLDADURA ENTRE LAS MISMAS TELAS, A LO LARGO DE LA LINEA DE CORTE.
METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, Y VISOR HECHO MEDIANTE EL METODO.
(16/10/1997) SE PRESENTA UN METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, EN EL CUAL SE DISPONEN UNA PRIMERA LAMINA Y UNA SEGUNDA LAMINA DE UN MATERIAL SINTETICO EXPANDIDO Y UNA PRIMERA PELICULA DE CUBIERTA Y UN SEGUNDA PELICULA CUBIERTA SOBRE LAS CARAS OPUESTAS DE UN CERCO RECTANGULAR PARA FORMAR UNA ESTRUCTURA ESTRATIFICADA. LAS LAMINAS Y LAS PELICULAS DE CUBIERTA SON MAS LARGAS Y MAS ANCHAS QUE LA LONGITUD Y LA ANCHURA DEL CERCO Y QUE LAS DIMENSIONES DE LAS CAVIDADES DEL MOLDE DE UN PRIMER TROQUEL Y DE UN SEGUNDO TROQUEL DE UNA PRENSA ENTRE LOS CUALES SE DISPONE LA ESTRUCTURA ESTRATIFICADA . ESTOS TROQUELES SE CIERRAN PROGRESIVAMENTE PARA PRESIONAR…
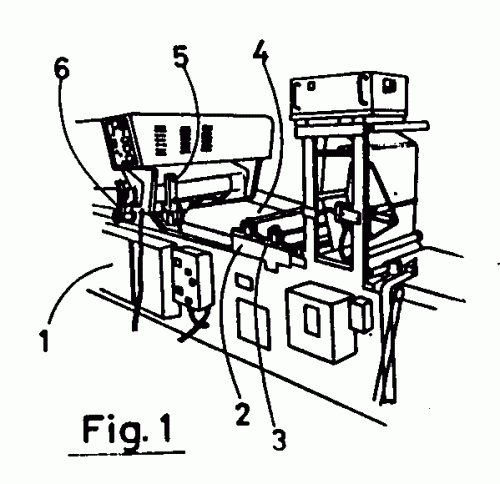
APARATO PARA REALIZAR SOLDADURAS LONGITUDINALES CON UNA RETIRADA RAPIDA Y FIDEDIGNA DE LOS DESECHOS CORTADOS.
(01/07/1997) UN APARATO PARA REALIZAR SOLDADURAS LONGITUDINALES CON UNA RETIRADA RAPIDA Y FIDEDIGNA DE LOS DESECHOS, ADECUADO PARA ACOPLARLO A UN TRANSPORTADOR DE PRODUCTOS PARA EL TRANSPORTE DE LOS PRODUCTOS A EMPAQUETAR DENTRO DE UNA HOJA DE PLASTICO QUE CONSTA DE UN SOPORTE QUE PUEDE IR Y VENIR EN UNA DIRECCION LONGITUDINAL, ENCIMA DEL CUAL HAY UNA UNIDAD DE SOLDADURA HORIZONTAL CONSTITUIDA POR AL MENOS UNA BARRA SOLDADORA Y UNA BARRA CONTRASOLDADORA , EN DONDE POR LO MENOS UNO DE LOS ULTIMOS ELEMENTOS MENCIONADOS SE PUEDE DESPLAZAR HACIA ARRIBA O HACIA ABAJO PARA INTERACTUAR CON EL OTRO ELEMENTO ANTEDICHO Y GENERAR UNA JUNTA LATERAL LONGITUDINAL EN EL PRODUCTO PARCIALMENTE ENVUELTO DENTRO DEL MATERIAL DE PLASTICO, EN QUE…
SISTEMA SOLDADOR DE SUPERPOSICION DE CINTA.
(16/03/1997). Solicitante/s: BECKING, PAUL E. Inventor/es: BECKING, PAUL E.
EL SISTEMA SOLDADOR DE SUPERPOSICION DE CINTA INCLUYE DOS ABRAZADERAS PARA ABRAZAR DOS EXTREMOS DE CINTA EN SUPERPOSICION, Y PARA APLICAR UNA TENSION CONTROLADA A LOS EXTREMOS DE LAS CINTAS. SE PROPORCIONA UN MECANISMO SOLDADOR PARA FUNDIR LOS EXTREMOS DE LAS CINTAS. SE PROPORCIONAN MECANISMOS DE BRAZO PARA REPONER EXTREMOS DE CINTAS GASTADOS, Y UN CORTADOR PARA CORTAR LOS EXTREMOS DE LAS CINTAS DE CARAS OPUESTAS DEL BUCLE DE CINTA SOLDADO ADYACENTE AL REBORDE DE SOLDADO.
PROCEDIMIENTO PARA SOLDADURA DE LAMINAS DE PLASTICO PLANAS COLOCADAS UNAS SOBRE OTRAS.
(16/07/1996). Solicitante/s: ALKOR GMBH KUNSTSTOFFVERKAUF. Inventor/es: FLEISCHMANN, EDGAR, DIPL.-ING., MAYR, MAXIMILIAN, DIPL.-ING., HEITZ, HEINRICH, DR, DIPL.-ING.
EL PRESENTE INVENTO CONSISTE EN UN PROCEDIMIENTO PARA SOLDADURA DE LAMINAS DE PLASTICO PLACAS COLOCADAS UNAS SOBRE OTRAS, CON LO QUE LAS LAMINAS DE PLASTICO PLANAS COLOCADAS UNAS SOBRE OTRAS SE LLEVAN EN CONTACTO CON UN CANTO DE CORTE CALENTADO Y SE SUELDAN POR COSTURA. PARA LA SOLDADURA SE UTILIZAN LAMINAS DE CONEXION DE UNA O VARIAS CAPAS DE DIFERENTE COMPOSICION QUIMICA, DE LAS QUE UNA LAMINA DE CONEXION MUESTRA UNA CAPA OPACA COLOREADA O NO COLOREADA, EN LA QUE SE COLOCA UNA CAPA DE SELLEDO TRANSPARENTE SOBRE LA BASE DE UN COPOLIMERIZADO DE PROPILENO - ETILENO O DE UNA ALEACION DE PROPILENO ETILENO. LA CAPA DE SELLADO DE LA LAMINA DE CONEXION OPACA SE SUELDA INMEDIATAMENTE CON UNA CAPA DE SELLADO DE UNA LAMINA DE CONEXION TRANSPARENTE. EL INVENTO CONSISTE ADEMAS EN LOS CORRESPONDIENTES MANGUITOS, BOLSAS O SACOS SOLDADOS CON COSTURA SEPARADA.
UN APARATO PARA ENVOLVER OBJETOS EN MATERIAL ENVOLVENTE TOMADO DE DOS BOBINAS DE ALMACENAMIENTO.
(01/07/1995) UN APARATO PARA ENVOLVER UN OBJETO SITUADO ENTRE DOS LAMINAS DE SOLDEO CALIENTE DE MATERIAL ENVOLVENTE INCLUYE DOS MORDAZAS DE SOLDEO COOPERANTES PARA UNIR LAS LAMINAS EN SU DIRECCION TRANSVERSAL EN LOS LATERALES MUTUAMENTE OPUESTOS DEL OBJETO. LAS MORDAZAS DE SOLDEO SE EXTIENDEN EN LA DIRECCION TRANSVERSAL DE LAS LAMINAS, POR LA ANCHURA TOTAL DEL MISMO. UNA DE LAS MORDAZAS ES UNA MORDAZA PORTADORA DE UN CABLE QUE SOPORTA UN CABLE DE CALENTAMIENTO DE EXTENSION LIBRE , Y LA OTRA MORDAZA SE ENCUENTRA BIFURCADA Y TIENE DOS PATILLAS. LAS MORDAZAS SE PUEDEN MOVER ENTRE UNA POSICION DE INICIO EN LOS LATERALES OPUESTOS…
METODO PARA LA REALIZACION DE SEGUROS DE EXTREMOS SALIENTES PARA CIERRES REENGANCHABLES DE PLASTICO.
(16/05/1995) UN METODO PARA LA REALIZACION DE UN SEGURO DE EXTREMO PARA UNA CORREDERA DE UNA ESTRUCTURA DE CIERRE PARA UNA BOLSA TERMOPLASTICA. LA ESTRUCTURA DE CIERRE SE COMPONE DE UN PAR DE BANDAS DE PLASTICO FLEXIBLE ADAPTADAS PARA CONECTARLAS A LAS PAREDES DE LA BOLSA (B) Y QUE TIENEN ELEMENTOS DE PERFIL MACHO Y HEMBRA DE INTERBLOQUEO REENGANCHABLES EN LAS BANDAS RESPECTIVAS Y UNA CORREDERA A AMBOS LADOS DE LAS BANDAS PARA ABRIRLAS Y CERRARLAS. EL METODO CONSTA DE UN ANCLAJE JUNTO A UN PAR DE BANDAS DE PLASTICO ENTRE LAS ABRAZADERAS EN UN AREA DE CIERRE EN LA REGION EN LA QUE SE PRETENDE FORMAR UN EXTREMO DE LAS BANDAS, LAS ABRAZADERAS (40A, 40B) QUE TIENEN…
CUCHILLA DE UNION Y CORTE POR CALENTAMIENTO Y APARATO DE UNION POR CALENTAMIENTO.
(01/03/1995) LA INVENCION PROPORCIONA UNA CUCHILLA DE UNION POR CALENTAMIENTO Y UN APARATO DE UNION POR CALENTAMIENTO, CAPAZ DE UNIR POR CALOR LAMINAS DE RESINA TERMOPLASTICA, EN PARTICULAR LAMINAS DE TELAS NO TEJIDAS DE RESINA TERMOPLASTICA, CON O SIN CORTAR POR CALOR ESTAS LAMINAS. UNA CUCHILLA DE UNION POR CALENTAMIENTO DEL PRIMER TIPO, DESTINADA A UNION Y CORTE POR CALENTAMIENTO, TIENE ELEMENTOS DE PRESION SOBRE AMBOS LADOS DE LA CUCHILLA. LA DISTANCIA ENTRE EL EXTREMO INFERIOR Y CADA ELEMENTO DE PRESION Y EL BORDE DE LA CUCHILLA SE DETERMINA EN FORMA TAL QUE LOS ELEMENTOS DE PRESION LIGERAMENTE APRIETAN LAS LAMINAS DE LAS RESINAS TERMOPLASTICAS CUANDO EL BORDE DE LA CUCHILLA SE HA…
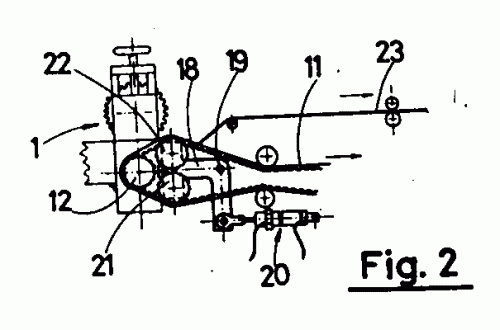
DISPOSITIVO PARA SOLDAR Y SEPARAR O PERFORAR UNA VIA DE LAMINAS SINTETICAS.
(01/03/1995). Solicitante/s: STIEGLER MASCHINENFABRIK GMBH & CO KG. Inventor/es: BOCHTLER, FRANZ.
LA INVENCION: DESCRIBE UN DISPOSITIVO; QUE SE UTILIZA PARA SOLDAR, SEPARAR O PERFORAR UNA VIA DE LAMINAS DE MATERIAL TERMOPLASTICO MOVIBLE EN VARIAS ETAPAS Y QUE TIENE DOS REGLETAS DE SOLDADURA SITUADAS PARALELAS Y DISTANCIADAS DE UN TROQUEL PARA SOLDADURA ESTACIONARIO Y DOS REGLETAS (19B) DE SOLDADURA EN UN TROQUEL DE SOLDADURA QUE SON MOVIBLES POR UNA REGLETA DE SOLDADURA ESTACIONARIA: RESALTA QUE ENTRE LAS REGLETAS SE FORMA UNA FISURA Y SE CARACTERIZA PORQUE; SE DISPONE EN LA SUPERFICIE DE TRABAJO DE LA REGLETA DE SOLDADURA (19B) UNA BANDA (8D) DE CALEFACCION; EXTERIORMENTE A LA REGLETA DE SOLDADURA MOVIBLE ESTA PREVISTA UNA REGLETA DE APRIETE ELASTICO Y LA REGLETA DE SOLDADURA SE SOSTIENE MEDIANTE UNA DISPOSICION (34B) DE RESORTE APOYADO EN EL TROQUEL (30B) DE SOLDADURA.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN PAQUETE DE TUBOS, APLICACIONES Y PANEL QUE EMPLEA DICHO PAQUETE.
(16/01/1995). Solicitante/s: POLYMERES MAINTENANCE. Inventor/es: STRAUSS, HORST.
LA INVENCION CONCIERNE A UN PAQUETE MONOBLOQUE DE TUBOS LATERALMENTE CONTIGUOS Y FIJADOS ENTRE ELLOS. SE REALIZA CON LOS TUBOS UN PAQUETE INICIAL DONDE LOS TUBOS ESTAN EN CONTACTO LATERALMENTE PERO NO FIJADOS ENTRE SI Y NO SE FIJAN LOS TUBOS ENTRE ELLOS MAS QUE EN LOS DOS EXTREMOS DEL PAQUETE O SOLAMENTE EN UN EXTREMO DEL PAQUETE. UN DISPOSITIVO PARA REALIZAR EL PAQUETE COMPRENDE LOS ELEMENTOS PARA FORMAR UN PAQUETE DE TUBOS CONTIGUOS LATERALMENTE PERO NO FIJADOS ENTRE ELLOS, LOS ELEMENTOS DE CORTE PARA CORTAR ESTE PAQUETE TRANSVERSALMENTE A LOS TUBOS Y LOS ELEMENTOS DE FIJACION PARA FIJAR ENTRE ELLOS LOS EXTREMOS DE LOS TUBOS QUE SE ENCUENTRAN EN EL PLANO DE CORTE. EL PAQUETE DE TUBOS SE EMPLEA ESPECIALMENTE PARA FORMAR EL NUCLEO DE UN PANEL O DE UNA CONSTRUCCION TIPO SANDWICH.
MEJORAS RELATIVAS A ENCAJES DE APLICACION.
(16/12/1994). Solicitante/s: FABREX LIMITED. Inventor/es: ENGLAND, DOUGLAS ROY.
ESTAMPA PARA SOLDADURA POR CALOR DE ADORNOS PLASTICOS A UNA BASE TEXTIL. HAY UN PRIMER REBORDE DE SOLDADURA QUE SE EXTIENDE A LO LARGO DE UNA CARA PLANA PRINCIPAL DE LA ESTAMPA. DICHO REBORDE TIENE UNA SUPERFICIE DE SOLDADURA COPLANARIA QUE REPOSA AL MENOS 4 MM POR ENCIMA DE LA ESTAMPA Y TIENE UN BORDE CORTANTE DIRIGIDO DESDE LA SUPERFICIE DE SOLDADURA HASTA UNA ALTURA DE AL MENOS 0.3 MM. LA ANCHURA DE LA SUPERFICIE DE SOLDADURA ES NO MENOR DE 0.5 MM Y DEBE ESTAR PREFERIBLEMENTE EN EL RANGO DE 1.5 MM Y 3 MM. LA ESTAMPA TIENE TAMBIEN OTROS REBORDES SOBRE CUYA TOTAL AMPLITUD SE EXTIENDE LA SUPERFICIE DE SOLDADURA. CADA SUPERFICIE DE SOLDADURA SIRVE PARA SOLDAR EL MATERIAL PLASTICO AL TEJIDO, MIENTRAS QUE EL BORDE CORTANTE QUITA EL EXCESO DE MATERIAL DE ADORNO PLASTICO A LO LARGO DE LA LINEA DE SOLDADURA.
PROCEDIMIENTO A LA PERFORACION DE PIEZAS DE FORMA SELLADAS CON LAMINAS DE MATERIAL SINTETICO.
(16/10/1994). Solicitante/s: PELZER, HELMUT. Inventor/es: PELZER, HELMUT.
PARA CREAR UN PROCEDIMIENTO A LA PERFORACION DE PIEZAS EN FORMA DE TEXTILES ESPUMADOS POSTERIORMENTE, SELLADOS CON LAMINAS DE MATERIAL SINTETICO Y EMBUTIDO PROFUNDO, PARTICULARMENTE COMO MATERIAL DE FORRO O BIEN DE AMORTIGUACION PARA AUTOVEHICULOS, CON EL CUAL SE PUEDE EFECTUAR EL MAS POSIBLE SIMPLE Y DE BAJO COSTE LA PERFORACION DE LA LAMINA DE MATERIAL SINTETICO, SE PROPONE, QUE SE IMPULSA BAJO PRESION CON AIRE CALIENTE LA LAMINA PUNTUAL EN EL CAMPO DE LAS LAMBRERAS DE PERFORACION PARA APLICAR, ASI QUE LA LAMINA FUNDE PUNTUAL Y SE PEGA LA CUAL BAJO LA FORMACION DE UNA LAMBREARA DE PERFORACION CON EL MATERIAL PUESTO DETRAS.
(01/06/1994). Solicitante/s: DENI, FRANK. Inventor/es: DENI, FRANK.
UN SELLADOR AL VACIO TIENE TRES CABLES QUE SON CALENTADOS EN GRADOS DIVERSOS. DOS CABLES SON UTILIZADOS O DEDICADOS A SELLAR BOLSAS DE PLASTICO Y UNO DE LOS CABLES SE UTILIZA PARA CORTAR LAS BOLSAS. EL SELLADOR AL VACIO ES PUNTIAGUDO HACIA ABAJO , POR EJ. TIENE UN PERFIL INFERIOR, PARA UN MEJOR FLUJO DEL AIRE A TRAVES DE UNA BOQUILLA DE VACIO DURANTE EL PASO DE VACIO. SE UTILIZA UNA TURBINA CON UNA ALETA CURVADA PARA INCREMENTAR EL FLUJO DE AIRE Y REDUCIR EL TIEMPO PARA EVACUAR EL AIRE DESDE LA BOLSA. TAMBIEN, EL PERFIL INFERIOR DE LA UNIDAD, LOS CONDUCTOS DE AIRE DE TAMAÑO INCREMENTADO Y LAS ALETAS CURVADAS EN LA ESTRUCTURA, DOTAN DE UN SISTEMA MAS EFECTIVO PARA EVACUAR EL AIRE DESDE LA BOLSA DE PLASTICO A SER USADA.
PROCEDIMIENTO Y SU APARATO PARA EVITAR ROTURAS EN LAS SOLDADURAS DE BOLSAS DE PLASTICO.
(16/06/1992). Ver ilustración. Solicitante/s: MANIPULACION DE BOSSES, S.L. Inventor/es: FOLCH SEGARRA, DANIEL.
PROCEDIMIENTO Y SU APARATO PARA EVITAR ROTURAS EN LAS SOLDADURAS DE BOLSAS DE PLASTICO, CARACTERIZADO EL PROCEDIMIENTO PORQUE INMEDIATAMENTE ANTES DE PROCEDER A LA SOLDADURA DE LA BANDA DE MATERIAL PLASTICO PARA LA FABRICACION DE LAS BOLSAS SE PROCEDE A IMPARTIR A DICHA BANDA UN PEQUEÑO DESPLAZAMIENTO EN SENTIDO INVERSO AL AVANCE NORMAL DE LA BANDA A LO LARGO DE LA MAQUINA, MANTENIENDOSE DICHO DESTENSADO DURANTE EL TIEMPO EN EL QUE SE EFECTUAN LAS SOLDADURAS TRANSVERSALES DE LA BANDA DE MATERIAL PLASTICO, DE FORMA QUE LAS SOLDADURAS SE EFECTUAN CON LA BANDA DESTENSADA, EVITANDOSE ESFUERZOS DE TRACCION SOBRE EL MATERIAL PLASTIFICADO DE LAS SOLDADURAS. EL APARATO COMPRENDE UN BALANCIN BASCULANTE POR ACCION DE UN CONJUNTO DE CILINDRO Y PISTON, QUE ES PORTADOR DE UN PAR DE RODILLOS DENTADOS SUSCEPTIBLES DE PROVOCAR EL RETROCESO DE LA CORREA DENTADA DE ACCIONAMIENTO DE LA MAQUINA.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE SOLDADURA DE LAS MAQUINAS PARA LA FABRICACION DE BOLSAS DE MATERIAL PLASTICO.
(16/06/1992). Ver ilustración. Solicitante/s: MANIPULACION DE BOSSES, S.L. Inventor/es: FOLCH SEGARRA, DANIEL.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE SOLDADURA DE LAS MAQUINAS PARA LA FABRICACION DE BOLSAS DE MATERIAL PLASTICO, CARACTERIZADOS POR PROCEDER A UNA FASE DE SOLDADURA PREVIA EN LAS ZONAS DE LA SECCION TRANSVERSAL A SOLDAR DE LA BANDA DE MATERIAL PLASTICO PARA FABRICACION DE LAS BOLSAS, EN LAS QUE EXISTE MAYOR ESPESOR QUE EN EL RESTO DE LA SECCION TRANSVERSAL DE LA BANDA EN LA QUE SE DEBE REALIZAR LA UNION POR SOLDADURA, EFECTUANDOSE POSTERIORMENTE UNA SOLDADURA FINAL QUE ABARCA LA TOTALIDAD DE DICHA SECCION TRANSVERSAL DE LA BANDA Y QUE QUEDA SITUADA SOBRE LAS ZONAS SOMETIDAS ANTERIORMENTE A SOLDADURA PREVIA. PARA LA REALIZACION DE LA FASE DE SOLDADURA PREVIA Y DE LA SOLDADURA DEFINITIVA SE DISPONEN CABEZALES SEPARADOS QUE ACTUAN SIMULTANEAMENTE EN EL TIEMPO.
BOCA TERMINCA RECAMBIABLE PARA EL CORTE Y SOLDADURA DE PELICULAS PLASTICAS O SOLDADURA DE PAPELES PLASTFICADOS.
(16/06/1992). Ver ilustración. Solicitante/s: INDUSTRIAS RAELMA, S.L. Inventor/es: ELVIRA GUIJARRO, JOSE LUIS.
BOCA TERMICA RECAMBIABLE PARA EL CORTE Y SOLDADURA DE PELICULAS PLASTICAS O SOLDADURA DE PAPELES PLASTIFICADOS. MEDIANTE LA UTILIZACION DE UNA REGLA O BOCA DE SOLDADURA Y CORTE, CONSTITUIDA POR UNAS ARMADURAS FACILMENTE DESMONTABLES, ESTAS PUEDEN SER SUSTITUIDAS POR OTRAS O POR ESTAS MISMAS UNA VEZ RENOVADO EL RECUBRIMIENTO ANTI-ADHERENTE. LAS CARCASAS SE DISPONEN EXTERIORMENTE EN DOS PERFILES IGUALES SIMETRICAMENTE QUE DISPONEN DE UNAS ORIFICACIONES INTERNAS EN LAS QUE SE ENCASTRAN LAS RESISTENCIAS Y UNA CAÑA PIROMETRICA, RECIBIENDO EL CALOR DIMANADO DE LA RESISTENCIA EN LOS PERFILES Y POR CONTACTO EN LAS CARCASAS.
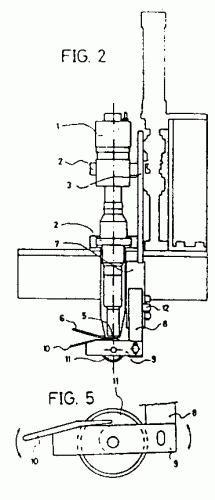
CORTADOR-SOLDADOR DE ACOMPAÑAMIENTO.
(01/02/1989). Solicitante/s: INDUSTRIAL DE MAQUINAS AUTOMATICAS DE EMBALAJE, S.
1. CORTADOR- SOLDADOR DE ACOMPA AMIENTO, QUE SE CARACTERIZA POR DETERMINAR UNA SERIE DE MOVIMIENTOS CONJUNGADOS PARA EL CORTE Y SOLDADURA DE UNA LAMINA DE EMBALAJE, ACOMPA ADA EN SU DESPLAZAMIENTO POR MEDIOS PREVISTOS EN EL PROPIO APARATO, EL CUAL SE DEFINE POR UNA PLURALIDAD DE RUEDAS DENTADAS QUE ENGRANAN ENTRE SI, OCUPANDO LOS LATERALES DE UN BASTIDOR GENERAL Y QUE ACCIONAN UNAS LEVAS SOLIDARIAS DE UNOS BALANCINES QUE SE MUEVEN EN OPOSICION Y SON PORTADORES DE LA CUCHILLAS Y ELECTRODOS QUE ACTUAN SOBRE EL MATERIAL DE EMBALAJE Y QUE ESTAN SOMETIDOS A UNOS MUELLES ANTAGONISTAS DE RETORNO A LA POSICION DE APERTURA, PREVIENDOSE HORIZONTALMENTE UNOS RODILLOS DE ACOMPA AMIENTO DEL MATERIAL QUE CONJUGAN EN DICHO SENTIDO LAS OPERACIONES QUE EN SENTIDO VERTICAL DETERMINAN LOS BALANCINES ANTES ESPECIFICADOS.
DISPOSITIVO DE SOLDADURA Y CORTE PARA INSTALACIONES DE EMPAQUETADO EN CONTINUO.
(01/12/1986). Solicitante/s: RUSTARAZO MARTINEZ,ANGEL JESU.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}