CIP-2021 : B21D 13/04 : por laminado.
CIP-2021 › B › B21 › B21D › B21D 13/00 › B21D 13/04[1] › por laminado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 13/00 Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa.
B21D 13/04 · por laminado.
CIP2021: Invenciones publicadas en esta sección.
Aparato para fabricar una plancha de metal para un conducto que incluye nervios de tipo malla.
(28/02/2018) Un aparato para fabricar una plancha de metal para un conducto que tiene nervios de tipo de malla, comprendiendo el aparato:
un bastidor (F) constituido por piezas metálicas conectadas en forma de caja;
soportes de rodillo (F2) instalados verticalmente sobre una superficie superior del bastidor (F) mientras están separados entre sí a una distancia predeterminada;
rodillos superior e inferior de procesamiento de nervios (2 y 4) provistos en ambos de sus extremos de ejes (S1 y S2) acoplados a los soportes de rodillo (F2) y formados en sus superficies exteriores con relieves y grabados con formas correspondientes a las formas de los nervios tipo malla;
un primer y segundo engranajes (S1-1 y S2-2) acoplados a los ejes (S1 y S2) de los rodillos superior e inferior de procesamiento de nervios (2…
Procedimiento y dispositivo para producir cintas de chapa cortadas a medida.
(11/05/2016) Procedimiento para producir una cinta de chapa cortada a medida en una línea de fabricación (12, 12'), que comprende al menos una estación de ensamblaje y al menos un dispositivo de alimentación de cinta , en el que al menos una cinta de chapa (1, 1') que presenta una superficie fundamentalmente plana se une en la forma de unión material, sin fin a lo largo de su arista longitudinal, al menos a otro producto semiacabado (2, 2', 2") en forma de banda de metal, en donde el al menos otro producto semiacabado (2, 2', 2") en forma de banda se diferencia de la al menos una cinta de chapa (1, 1') al menos en cuanto a una de sus características, y en donde la al menos una cinta de chapa (1, 1') y el al menos otro producto semiacabado (2, 2', 2") en forma de banda se alimentan continuamente a una estación de ensamblaje…
HOJA DE MATERIAL LAMINADO EN FRÍO Y PROCEDIMIENTO PARA SU FABRICACIÓN.
(13/05/2011) Hoja de material laminado en frío que presenta sobre ambas de sus superficies unas hileras (R12) de unas proyecciones y unas hileras (R13) de depresiones , correspondiendo las proyecciones sobre una superficie con las depresiones sobre la otra superficie, siendo las posiciones relativas de las proyecciones y las depresiones tales que las líneas trazadas sobre una superficie de la hoja entre unas hileras (R12) adyacentes de las proyecciones son no rectilíneas, presentando la hoja un espesor de base (G), caracterizada porque cada proyección presenta una región sustancialmente continua de deformación plástica pico (PP) en su vértice o alrededor del mismo y es adelgazada en no más del 25% de su espesor de base (G)
ELEMENTO DE FIJACIÓN PARA ELEMENTOS DE CONSTRUCCIÓN EN SECO Y PROCEDIMIENTO PARA FABRICAR ESTE ELEMENTO DE FIJACIÓN.
(10/02/2011) Elemento de fijación (1, 1', 1'') para elementos de construcción en seco, que presenta un material de chapa con al menos un tramo de unión , en donde el material de chapa está provisto de una pluralidad de depresiones en la zona del al menos un tramo de unión y en donde las depresiones están definidas por zonas deformadas del material de chapa , de modo que las depresiones de un lado del material de chapa forman resaltos en el lado opuesto de dicho material de chapa , caracterizado porque las depresiones están rodeadas por respectivas superficies de deslizamiento inclinadas con relación a una linea central imaginaria (M) del material de chapa y destinadas a unos medios de unión que deben introducirse en o a través…
BANDA DE MATERIAL ESTRUCTURADA CON UNA ESTRUCTURACIÓN POLIDIMENSIONAL Y PROCEDIMIENTO DE FABRICACIÓN.
(17/01/2011) Procedimiento para la fabricación de una banda de material estructurada de un material de banda, en el que el procedimiento comprende las siguientes etapas: - preparación de un material de banda , - configuración de agujeros en el material de banda , - realización de un proceso de estructuración primaria, en el que se fabrica una estructuración tridimensional del material de banda con cordones o pliegues así como estructuras en secciones superficiales incluidas por los cordones/pliegues , a saber, cubetas rodeadas por los pliegues en el caso de una estructura arqueada y cazoletas rodeadas por los cordones en el caso de una estructura tridimensional de forma ondulada, y - realización…
LAMINA DE PROTUBERANCIAS.
(01/10/2010) Lámina de protuberancias con filas de protuberancias que se cruzan y una retícula en cruz de valles entre las filas, caracterizada porque el fondo de valle al menos de los valles dirigidos en una dirección tiene en la extensión longitudinal del valle una forma de onda que en los cruces de valle tiene un punto culminante y un punto bajo entre estos cruces de valle
PRODUCCION REGULADA DE LAMINAS METALICAS.
(21/06/2010) Procedimiento para la producción de estructuras que se superponen unas sobre las otras en una sección de láminas metálicas con al menos las siguientes etapas:
a) producción de una estructura primaria con una primera herramienta ,
b) transferencia de la sección de láminas metálicas hacia una segunda herramienta , de manera que la segunda herramienta presenta al menos un rodillo perfilado de configuración, que lleva a cabo la transferencia de la sección de láminas metálicas ;
c) producción de una estructura secundaria con la segunda herramienta ;
en el que el procedimiento se caracteriza por las siguientes…
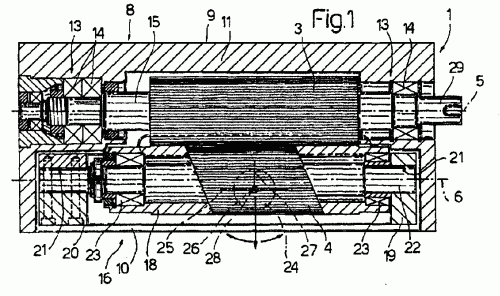
PERFECCIONAMIENTOS EN LAS HERRAMIENTAS PARA LA FABRICACION DE ALETAS PARA INTERCAMBIADORES DE CALOR.
(01/06/2005). Ver ilustración. Solicitante/s: INDUSTRIAS METALURGICAS JEM, S.A.. Inventor/es: MORELL MIRO,JAUME.
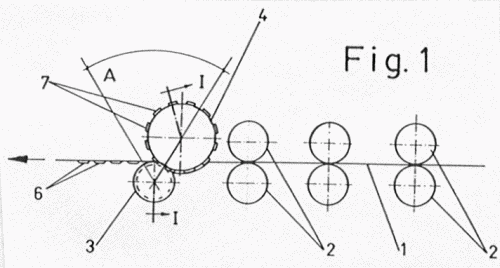
Perfeccionamientos en las herramientas para la fabricación de aletas para intercambiadores de calor. Los perfeccionamientos se caracterizan por la realización en los fondos de los dentados de dos discos que integran los rodillos de deformación y troquelado, de alojamientos para recibir y retener bloques de material elástico destinados a recibir el fleje para la fabricación de la aleta, que recibe la acción de las crestas de los dientes del rodillo conjugado en la conformación de las crestas de las aletas.
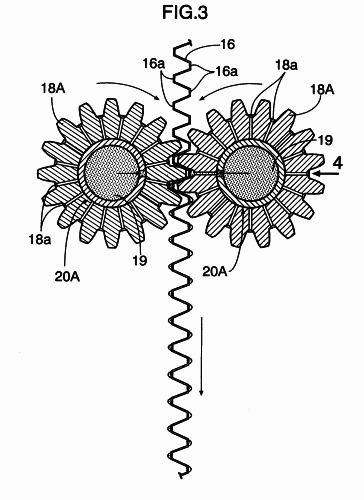
APARATO PARA PRODUCIR UNA ESTRUCTURA DE PANAL DE CONTROL DE EMISION DE GASES DE ESCAPE.
(01/04/2005). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: HISANO,TOSHIO, NAKAMORI,MASAHARU, OKUBO,KATSUNORI, KATO,HIROSHI, IWAMOTO,AKIHIKO, NISHIOKA,TETSUYA, KOZAIKU,TAKAFUMI.
En un aparato para producir una estructura de panal de control de emisión de gases de escape, que está diseñada de manera que una pasta conteniendo un material de soldadura fuerte y un aglutinante se suministre a una chapa ondulada antes de laminarse para unir una chapa metálica plana y la chapa metálica ondulada entre sí, al menos un par de engranajes adaptados para girar sincrónicamente con la aproximación de la chapa ondulada a unos medios laminadores se engranan con lados opuestos de la chapa ondulada antes de suministrarse a los medios laminadores, y la pasta conteniendo el material de soldadura fuerte y el aglutinante se suministra a las raíces de diente de los engranajes para aplicar la pasta a las partes superiores de los lados opuestos de la chapa ondulada. Así, es posible suministrar la pasta con precisión y rápidamente a las partes superiores de los lados opuestos de la chapa ondulada.
DISPOSITIVO DE ESTAMPADO.
(01/04/2004). Ver ilustración. Solicitante/s: G.D SOCIETA' PER AZIONI. Inventor/es: SPATAFORA, MARIO.
UNIDAD DE ESTAMPACION EN RELIEVE CON UNA ESTRUCTURA QUE SOSTIENE UN PAR DE RODILLOS DE ESTAMPACION POR MEDIO DE DOS SOPORTES , EL PRIMERO DE LOS CUALES FORMA PARTE INTEGRANTE DE LA ESTRUCTURA Y ESTANDO UNIDO EL SEGUNDO A LA ESTRUCTURA POR MEDIO DE UNA CONEXION ESFERICA Y SIENDO EMPUJADO HACIA EL OTRO SOPORTE POR LA FUERZA QUE GENERAN UN PAR DE ELECTROIMANES.
(01/02/2004). Solicitante/s: KIGLER, ANDREAS. Inventor/es: KIGLER, ANDREAS.
Material de relleno para recipientes, especialmente para recipientes que se llenan con líquido combustible, el cual está formado por un fleje de chapa delgada de metal, especialmente aluminio o de material flexible de forma estable, especialmente plástico, al que se le perforan ranuras distribuidas uniformemente paralelas entre sí y paralelos a la dirección longitudinal del fleje, y al que se somete a un extendido transversal a la dirección longitudinal del fleje, caracterizado porque el fleje de chapa delgada está perfilado mediante ondulaciones que se extienden por toda la anchura del fleje, transversalmente a la dirección longitudinal del fleje y a la superficie del fleje.
PROCEDIMIENTO PARA LA FABRICACION DE CHAPA METALICA DELGADA RIGIDA Y CILINDROS PARA UTILIZAR EN DICHO PROCEDIMIENTO.
(16/09/2002). Ver ilustración. Solicitante/s: HADLEY INDUSTRIES PLC. Inventor/es: DEELEY, GEOFFREY, THOMAS 1 SQUIRREL HOLLOW.
SE FABRICA FINA CHAPA METALICA LIGERA RESISTENTE A LA FLEXION, HACIENDO PASAR MATERIAL RIGIDO LAMINAR FINO (S) ENTRE RODILLOS (R1, R2), TENIENDO DIENTES DEFINIDOS (T), LOS DIENTES (T) CON ESQUINAS REDONDEADAS DE MANERA QUE SE CONFORMEN FILAS DE PROLONGACIONES SOBRE AMBAS CARAS DE LA LAMINA, SIN DAÑO DEL MATERIAL SUPERFICIAL O DE LOS RODILLOS.
MAQUINA Y PROCEDIMIENTO PARA FORMAR ESTRUCTURAS METALICAS AUTOPORTADORAS DE PAREDES VERTICALES Y CON TECHO DE BOVEDA Y CONSTRUCCIONES DE TALES ESTRUCTURAS.
(16/06/2002). Solicitante/s: M.I.C. INDUSTRIES, INC. Inventor/es: MORELLO, FREDERICK.
UNA MAQUINA PARA FORMAR EDIFICACIONES METALICAS MOVILES FORMA UN PANEL (P) DE LONGITUD PREVIAMENTE DETERMINADA PARTIENDO DE UN ENROLLAMIENTO DE METAL PLANO Y DESPUES LOS PANELES FORMADOS SE PLIEGAN CONTINUAMENTE SOBRE SUS BORDES LATERALES (C8) PARA ADQUIRIR MAS RESISTENCIA Y SE CURVAN SELECTIVAMENTE MEDIANTE EL PLEGAMIENTO DEL FONDO (CB) DEL PANEL. EL PLEGAMIENTO Y LA CURVATURA SE CONTROLAN AUTOMATICAMENTE, CON LO QUE PUEDEN FORMARSE LOS PANELES DE EDIFICACION CON PAREDES VERTICALES Y LOS TEJADOS ARQUEADOS. UN ROLLO DE PLEGAMIENTO MOVIL SE DIVIDE AUTOMATICAMENTE PARA CONTROLAR LA CURVATURA, Y EL ROLLO ES IMPULSADO POR CADENA POR LO QUE PUEDE DESPLAZARSE SIN AFECTAR A SU IMPULSO ROTATORIO.
APARATO DE CONTROL POR MICROPROCESADOR Y PROCEDIMIENTO DE FORMACION DE PANELES DE CONSTRUCCION METALICOS.
(16/05/2002). Solicitante/s: M.I.C. INDUSTRIES, INC. Inventor/es: MORELLO, FREDERICK.
APARATO CONTROLADO MEDIANTE MICROPROCESADOR Y METODO PARA PROCESAR UN MATERIAL LAMINAR Y OBTENER PANELES DE CONSTRUCCION (P) PARA SU ENSAMBLAJE EN EDIFICIOS. EL MATERIAL LAMINAR SE TRANSFORMA EN LAMINA P) CON UNA BASE PLANA Y LATERALES, AL MISMO TIEMPO QUE LA LONGITUD DEL PANEL FABRICADO SE SUPERVISA PARA CONTROLAR EL FUNCIONAMIENTO DEL MECANISMO DE FABRICACION. EL PANEL SE INTRODUCE A CONTINUACION EN UN DISPOSITIVO CURVADOR QUE CURVA AL MENOS UNA PARTE DEL PANEL DE MODO QUE ESTE SEA ARQUEADO O CURVADO. LA CURVATURA DEL PANEL SALIENTE (CB) SE SUPERVISA PARA CONTROLAR LA SITUACION DE LOS RODILLOS DE PLEGADO AJUSTABLES DISPUESTOS EN EL MECANISMO CURVADOR PARA PROPORCIONAR A LA PORCION DEL PANEL UNA CURVATURA PREDETERMINADA Y PRECISA. LA LONGITUD DE LA PORCION CURVA DEL PANEL SE CONTROLA CUANDO SE ESTAN FABRICANDO PANELES, PUDIENDOSE FIJAR AUTOMATICAMENTE DE NUEVO TANTO LA PORCION CURVA COMO LA RECTA, Y LOS RODILLOS DE PLEGADO PARA OBTENER PORCIONES CON UNA CURVATURA DE RADIO DIFERENTE.
SISTEMA DE EMBUTICION Y CORTE DISCONTINUOS EN SUPERFICIES PLANAS DE CHAPAS METALICAS.
(16/02/2002). Ver ilustración. Solicitante/s: BAYO MAICAS,JUAN JOSE. Inventor/es: BAYO MAICAS,JUAN JOSE.
Sistema de embutición y corte discontinuos en superficies planas de chapas metálicas, el cual es de aplicación en todo tipo de chapas metálicas que presenten superficies planas, independientemente de la forma de plegado longitudinal, que comprende una serie de parejas de rodillos enfrentados que desplazan la chapa metálica a velocidad constante, incorporando una pareja de rodillos y enfrentados, presentando un rodillo , unas acanaladuras perimetrales, y el otro rodillo presenta en relación a las acanaladuras del rodillo enfrentado a él, unos salientes dentados perimetralmente, dimensionados de acuerdo a la huella de embutición a obtener.
Elementos de transmisión térmica para los precalentadores de aire y procedimiento para la fabricación de los mismos.
(16/10/2001) Conjunto de montaje de elementos de transmisión térmica para un recuperador térmico de tipo rotativo regenerativo, el cual comprende un determinado número de placas de transmisión térmica apiladas de forma distanciada entre sí, por lo cual queda constituída una determinada cantidad de vías de paso entre las placas colindantes para el flujo del fluido de intercambio de calor entre las mismas; en este caso, cada una de las referidas placas posee unas muescas que están distanciadas entre sí para extenderse a través de las mismas y proyectarse de la mencionada placa hacia fuera hasta una punta, por lo cual las referidas muescas separadas sostienen las placas colindantes en la mencionada relación de distanciamiento y facilitan el referido determinado número de las vías de paso entre las placas colindantes; en este caso, las mencionadas…
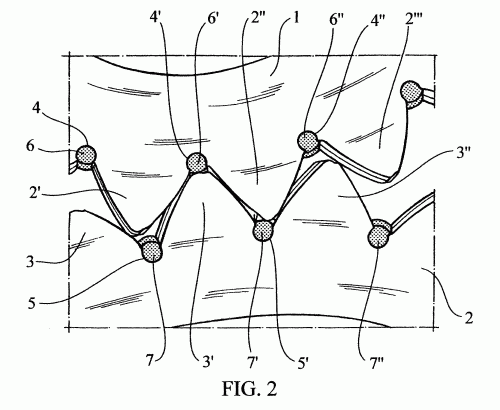
PROCEDIMIENTO PARA CONFORMAR UNA LAMINA METALICA, Y PANEL COMPRENDIENDO TAL LAMINA.
(16/08/2000). Ver ilustración. Solicitante/s: FEDERAL-MOGUL TECHNOLOGY LIMITED. Inventor/es: BRIDGE, DAVID RICHARD.
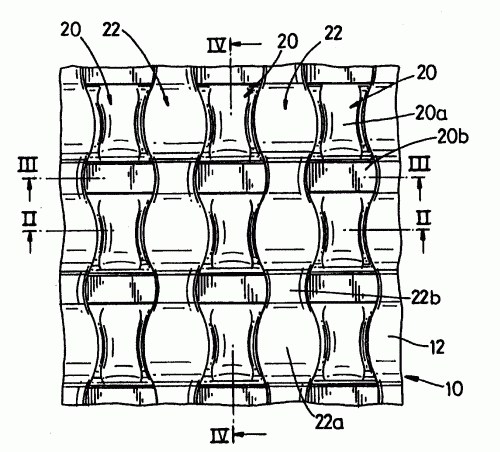
SE CONFORMA UN PANEL A PARTIR DE UNA LAMINA DE METAL. EL PROCEDIMIENTO CONSISTE EN CORRUGAR LA LAMINA CON CORRUGADOS QUE SE EXTIENDEN PARALELOS ENTRE SI EN UNA PRIMERA DIRECCION, Y CORRUGAR LA LAMINA YA CORRUGADA CON CORRUGADOS QUE SE EXTIENDEN PARALELOS ENTRE SI EN UNA SEGUNDA DIRECCION, ESTANDO INCLINADA DICHA SEGUNDA DIRECCION CON UN ANGULO AL MENOS DE 10° RESPECTO A DICHA PRIMERA DIRECCION. SE CONFORMA EL PANEL CON UNA PLURALIDAD DE SALIENTES VERTICALES, GENERALMENTE PARALELOS , SEPARADOS POR DEPRESIONES . LAS DEPRESIONES TIENEN PAREDES LATERALES ENTRANTES . CADA SALIENTE VARIA EN ANCHURA A LO LARGO DE SU LONGITUD DE UNA FORMA REGULAR, Y VARIA EN ALTURA A LO LARGO DE LA LONGITUD DEL SALIENTE, PRODUCIENDOSE LA MAYOR ALTURA EN LOS PUNTOS MAS ESTRECHOS DEL SALIENTE.
METODO Y APARATO PARA FABRICAR UNA FORMA DE ESTRUCTURA DE EDIFICIO CON UNA PIEZA REFORZADA PLANA.
(16/06/2000). Solicitante/s: VAN GEEL SYSTEMS B.V. Inventor/es: VAN GEEL, JACOBUS A.P.
UN METODO PARA ENDURECER UN MATERIAL EN FORMA DE PLANCHA PARA UN ELEMENTO ESTRUCTURAL ESPACIAL, POR EJEMPLO, EL CONDUCTO DE UN CABLE. EL ENDURECIMIENTO SE LLEVA A CABO MEDIANTE LA PRESION LOCALIZADA A TRAVES DEL MATERIAL PARA FORMAR REBORDES, DONDE AL MENOS EN UN LADO DEL REBORDE, EL GROSOR DEL MATERIAL SE REDUCE, EXTENDIENDOSE EL MATERIAL, DE TAL FORMA QUE LAS TENSIONES INTERNAS RESULTANTES DE LAS DEFORMACIONES EN FRIO DE LA PLANCHA SON ELIMINADAS.
METODO PARA PLEGAR EN ACORDEON UNA HOJA EN FORMA DE TIRA.
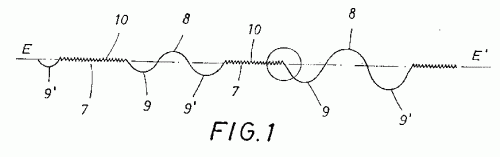
(16/10/1999) EL PROCEDIMIENTO PARA PLEGADO DE TIPO ZIG-ZAG DE UNA LAMINA EN FORMA DE CINTA ABARCA UN MOLDEADO DE CONFIGURACION VENTAJOSA CON LAS SIGUIENTES ETAPAS: 1. PLEGADO PREVIO, DONDE SE REALIZA UN PLIEGUE DE TIPO ZIG-ZAG O EN FORMA DE ONDA, DE MODO QUE SE CONFIGURAN LOS BORDES DE PLEGADO EN SECCION TRANSVERSAL COMO ARCOS CON UN RADIO DE CURVATURA MAYOR DE 1 MM; 2. MOLDEADO A CONTINUACION DE CADA UNO DE LOS DOS BORDES DE PLEGADO, EN DONDE SE INFLUYE POR UNA PARTE UNA HERRAMIENTA DE ESTAMPACION CON RESPECTO AL ANGULO DE PLEGADO Y POR OTRA PARTE SE DISMINUYE EL RADIO DE CURVATURA DEL CANTO DE PLEGADO SOBRE UN VALOR MENOR DE 1 MM; 3. MOLDEADO A CONTINUACION DE LOS CANTOS DE PLEGADO RESTANTES DE IGUAL FORMA COMO EN LA SEGUNDA ETAPA. LOS PASOS DE MOLDEADO…
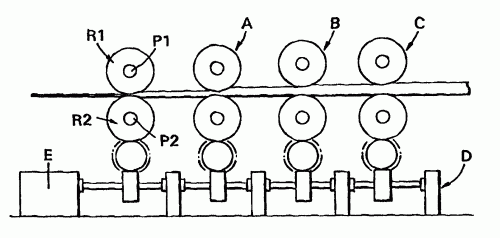
MATERIAL LAMINAR, PROCEDIMIENTO PARA SU PRODUCCION Y RODILLOS UTILIZADOS EN EL PROCEDIMIENTO.
(16/12/1998). Solicitante/s: HADLEY INDUSTRIES PLC. Inventor/es: DEELEY, GEOFFREY THOMAS.
UNA ESPIGA PARA SU USO EN PARTICIONAMIENTO QUE SE PRODUCE HACIENDO PASAR UNA LAMINA LISA ENTRE UNA PAREJA DE LAMINADORAS , CADA UNA DE LAS CUALES TIENE RESALTES, PARA CREAR SALIENTES EN AMBAS CARAS DEL MATERIAL Y A CONTINUACION FORMAR PERFILES EN CANAL EN EL MATERIAL, ESTANDO SITUADOS LOS SALIENTES Y HENDIDURAS DE AMBAS CARAS DEL MATERIAL DE TAL FORMA, QUE SI SE TRAZARAN LINEAS ENTRE FILAS ADYACENTES DE SALIENTES Y HENDIDURAS, TALES LINEAS NO SERIAN RECTAS.
PERFIL DE CHAPA METALICA Y SU PROCEDIMIENTO DE FABRICACION QUE ASEGURA UNA DEFORMACION LOCAL INICIAL SUPERIOR A LA DEFORMACION FINAL.
(01/04/1998). Solicitante/s: KORSTRASK MEKANISKA AB. Inventor/es: NASLUND, GUSTAV.
LA PRESENTE INVENCION SE REFIERE A UN PERFIL DE CHAPA DE METAL, CON PREFERENCIA A UN PERFIL ELEVADO DE ELEVADA CAPACIDAD DE SOPORTE, QUE COMPRENDE UNA PARTE REBORDE SUPERIOR , DOS NERVIOS QUE SE PROLONGAN HACIA ABAJO DESDE LA PARTE REBORDE SUPERIOR Y LOS EXTREMOS DE LA PARTE INFERIOR LOS CUALES SALEN CON UN NERVIO QUE SE UNE AL REBORDE DE LA PARTE INFERIOR . EL PERFIL DE CHAPA DE METAL ES RIGIDIZADO HACIENDO QUE LOS NERVIOS TENGAN IMPRESIONES RIGIDIZADORAS LOCALES EN LA DIRECCION TRANSVERSAL DE LA CHAPA DE METAL.
PERFECCIONAMIENTOS EN LOS UTILLAJES PARA EL LABRADO DE PIEZAS CILINDRICAS.
(16/08/1989). Ver ilustración. Solicitante/s: MORELL LLOMBART, JOSEP.
LA INVENCION TIENE POR OBJETO UNAS MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL NUMERO 5.
MAQUINA PARA ONDULAR LONGITUDINALMENTE MATERIALES EN FORMA DE HOJA.
(16/07/1989). Ver ilustración. Solicitante/s: NILSEN, TROND NORMANN, ERLING C.
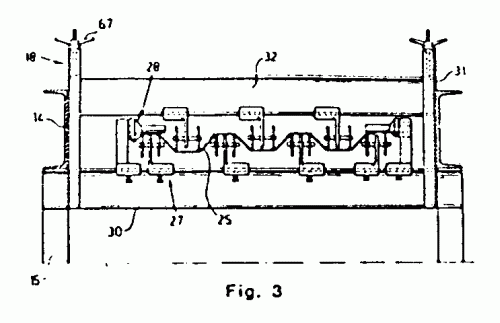
SE DESCRIBE UNA MAQUINA PARA ONDULAR LONGITUDINALMENTE DE MANERA AJUSTABLE MATERIALES EN FORMA DE HOJA, EN PARTICULAR MATERIALES METALICOS, POR MEDIO DE OPERACIONES PROGRESIVAS DE PLEGADO/CURVADO SOBRE RODILLOS QUE GIRAN LIBREMENTE, Y CONTRA-RODILLOS, DE TAL MANERA QUE SE FORMEN ALTERNATIVAMENTE ONDULACIONES LONGITUDINALES CONVEXAS Y CONCAVAS. EN CADA ETAPA DE PERFILADO EXISTEN UNOS RODILLOS DE FORMACION HACIA ARRIBA Y HACIA ABAJO QUE PUEDEN SER AJUSTADOS INDIVIDUALMENTE EN SENTIDO LATERAL RESPECTO A LA DIRECCION DE LA ONDULACION. SEPARADAMENTE DE LOS RODILLOS DE FORMACION EXISTE POR LO MENOS UN CONJUNTO DE RODILLOS DE ACCIONAMIENTO Y DE CONTRA-RODILLOS , PUDIENDO, RTANTO LOS RODILLOS DE ACCIONAMIENTO COMO LOS CONTRA-RODILLOS SER AJUSTADOS LATERALMENTE RESPECTO A LA DIRECCION DE LA ONDULACION.
PERFECCIONAMIENTOS EN MAQUINAS DE PERFILAR TEJAS AUTOPORTANTES.
(16/12/1986). Solicitante/s: FUCHS,BRUNO.
MAQUINA PARA PERFILACION Y CURVATURA DE TEJAS AUTO-PORTANTES. LA MAQUINA POSEE UN CHASIS CON RUEDAS REMOLCABLE POR UN CAMION QUE POSEE UN MECANISMO DE POSICIONAMIENTO A BASE DE CILINDROS HIDRAULICOS QUE PROPORCIONA LA INCLINACION DE PROYECCION NECESARIA PARA LA CUBIERTA A REALIZAR. A TRAVES DE UNA BOBINA QUE CONTIENE EL MATERIAL DE LAS TEJAS, SE ALIMENTA UNA CADENA SIN-FIN CON LA PIEZA UNICA QUE CONSTITUYE LA TEJA, LA CUAL PASA A TRAVES DE LOS RODILLOS PERFILADORES Y LOS CURVADORES QUE SE ENCUENTRAN A CONTINUACION PARA FINALMENTE PASAR A UNA GUILLOTINA DE CORTE DONDE SE CORTA Y BORDEA LA TEJA.
PROCEDIMIENTO PARA LA PRODUCCION DE UN MATERIAL LAMINAR METALICO DOTADO EN AL MENOS UNA DE SUS CARAS CON UNA PLURALIDAD DE PROYECCIONES.
(01/11/1982). Solicitante/s: SECTIONS & PROFILES (H & E)LIMITED.
PROCEDIMIENTO PARA LA PRODUCCION DE UN MATERIAL LAMINAR METALICO DOTADO EN AL MENOS UNA DE SUS CARAS CON UNA PLURALIDAD DE PROYECCIONES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PASA EL MATERIAL DE PARTIDA ENTRE UN PAR DE COMPONENTES CONFORMADORES, DE TAL MODO QUE PRODUCEN LAS PROYECCIONES EN EL MATERIAL; SEGUNDA, SE MODIFICA EL MATERIAL HACIENDOLO PASAR POR OTRO DISPOSITIVO POR LO MENOS; TERCERA, SE MUEVE EL MATERIAL A LO LARGO O A TRAVES DEL OTRO DISPOSITIVO Y ENTRE EL PAR CITADO DE COMPONENTES, DE MANERA CONTINUA Y A LA MISMA VELOCIDAD; CUARTA, SE SUJETA EL MATERIAL ENTRE DICHOS COMPONENTES EN POSICIONES SEPARADOS ENTRE SI; Y POR ULTIMO, SE ESTIRA EL MATERIAL ENTRE DICHAS POSICIONES PARA FORMAR CADA UNA DE LAS PROYECCIONES.
(16/10/1982) 1.Conformada de varilla, esencialmente caracterizada por estar constituida a partir de dos discos o platos giratorios que se montan coplanariamente sobre un bastidor soporte, estando dichos platos provistos en su periferia de proyecciones y escotaduras complementarias, cuyo número, dimensiones y configuración dependen de la conformación prevista para la varilla, estando dichos platos giratorios dispuestos de manera que se aproximan en todo momento a la tangencia y que definen entre ellos un distanciamiento que se corresponde con las dimensiones en espesor de la varilla, habiéndose previsto que los ejes sobre los que se montan los mencionados paltos giratorios, giren…
(16/01/1976). Solicitante/s: COVRAD LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACIÓN CONTINUA DE UN RELLENO DE CELOSÍA EN FORMA DE ZIGZAG.
(16/08/1964). Ver ilustración. Solicitante/s: VEREINIGTE OSTERREICHISCHE EISEN-UND STAHLWERKE A., G..
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE CHAPAS DE ACERO Y PERFILES, TUBOS Y CONSTRUCCIONES COMPUESTAS.
(01/06/1964). Ver ilustración. Solicitante/s: VEREINIGTE OSTERREICHISCHE EISEN-UND STAHLWERKE A., G..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}