CIP-2021 : B29C 55/06 : paralelo a la dirección de alimentación.
CIP-2021 › B › B29 › B29C › B29C 55/00 › B29C 55/06[3] › paralelo a la dirección de alimentación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad).
B29C 55/06 · · · paralelo a la dirección de alimentación.
CIP2021: Invenciones publicadas en esta sección.
PELICULA ESTIRADA DE PLASTICO PARA USO AGRICOLA.
(01/04/2004). Solicitante/s: FIRST GREEN PARK PTY. LTD. Inventor/es: JOHNSTONE, PETER.
SE EXPONE LA PROVISION DE UNA PELICULA DE PLASTICO PARA CUBRIR EL SUELO, EN SU USO CON CULTIVOS O BIEN PARA CUBRIR UN ARMAZON A FIN DE CONSEGUIR EL EFECTO INVERNADERO, CARACTERIZADA PORQUE AL MENOS PARTE DE LA PELICULA HA SIDO ESTIRADA MAS ALLA DE SU LIMITE ELASTICO ANTES DE SU APLICACION. EN FORMAS ALTERNATIVAS, LA PELICULA SUFRE UN ESTIRAMIENTO SECUNDARIO A FIN DE OBTENER UN MODELO PREESTABLECIDO DE DEBILIDAD EN CIERTAS ZONAS LOCALIZADAS DE LA PELICULA. LA PELICULA PUEDE SER FOTODEGRADABLE Y BIOLOGICAMENTE DEGRADABLE, A FIN DE ACELERAR LA DESCOMPOSICION DE LA PELICULA CUANDO ES EXPUESTA A LOS ELEMENTOS.
METODO PARA FABRICAR UNA BANDA RESISTENTE Y BLANDA.
(01/11/2003). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: CURRO, JOHN, JOSEPH, BENSON, DOUGLAS, HERRIN.
Un método de producir una banda no tejida, resistente y blanda que comprende las etapas de: a) proveer una banda no tejida estrechable ; b) alimentar la banda no tejida estrechable en una primera dirección; c) someter a la banda no tejida estrechable a estiramiento incremental en una dirección perpendicular a dicha primera dirección; d) aplicar un esfuerzo de tracción a la banda no tejida estrechable para estrechar la banda no tejida ; e) someter a la banda no tejida estrechada a estiramiento incremental en una dirección paralela a dicha primera dirección; y f) someter a la banda no tejida estrechada a estiramiento incremental en una dirección perpendicular a dicha primera dirección para obtener una banda no tejida resistente y blanda.
BANDA ESTABLE CON AUMENTO DE EXTENSIBILIDAD, Y METODO PARA OBTENERLAS.
(01/12/2002). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: CURRO, JOHN, JOSEPH, BENSON, DOUGLAS, HERRIN.
La invención suministra una banda no entretejida estable que tiene una capacidad de extensión mejorada así como un procedimiento para su fabricación. Se suministra una banda no entretejida estrchable en una primera dirección. La banda no entretejida estrchable se expone a un estiramiento incremental en una dirección perpendicular a la primera dirección. Se aplica una fuerza de tensado a la banda no entretejida estrchable para estrechar la banda no entretejida. Entonces se expone la banda o entretejida estrchable a un procedimiento de estabilización mecánica para suministrar una banda no entretejida estrechada extensible y estabilizada. La banda no entretejida estrechada extensible y estabilizada se extiende fácilmente en una dirección paralela a la dirección del estrechamiento.
Método para obterner una banda estable no tejida que tiene una extensibilidad aumentada en múltiples direcciones.
(16/11/2002) Un método para la fabricación de un material estrechado, extensible y estabilizado, que comprende las etapas de: a) proporcionar un material estrechable; b) suministrar el material estrechable según una primera dirección; c) someter el material estrechable a un estiramiento incremental o progresivo en una dirección perpendicular a dicha primera dirección; d) aplicar una fuerza de tracción al material estrechable con el n de estrechar el material en una dirección perpendicular a la primera dirección; e) someter el material estrechado a estabilización mecánica, al objeto de proporcionar un material estrechado, extensible y estabilizado; f…
BANDA ESTABLE QUE TIENE UNA EXTENSIBILIDAD MEJORADA, Y METODO PARA FABRICARLA.
(16/09/2002). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: CURRO, JOHN, JOSEPH, BENSON, DOUGLAS, HERRIN.
LA INVENCION SUMINISTRA UN MATERIAL ESTABLE QUE TIENE UNA EXTENSIBILIDAD MEJORADA Y UN PROCEDIMIENTO PARA FABRICAR EL MISMO. SE APLICA UNA FUERZA DE TENSIONADO A UN MATERIAL COMPACTABLE PARA COMPACTAR EL MATERIAL. EL MATERIAL COMPACTADO SE EXPONE ENTONCES A UN PROCEDIMIENTO DE ESTABILIZACION MECANICA PARA SUMINISTRAR UN MATERIAL COMPACTADO ESTABILIZADO EXTENSIBLE. EL MATERIAL COMPACTADO ESTABILIZADO EXTENSIBLE SE EXTIENDE FACILMENTE EN UNA DIRECCION PARALELA A LA DIRECCION DE COMPACTADO.
(16/01/2001). Ver ilustración. Solicitante/s: J & P COATS, LIMITED. Inventor/es: GAILEY, ROBERT, MCNAUGHT, CURRAN, WILLIAM, WINGATE, AITKEN, JOHN, GRAHAM, JOHN.
SE MUESTRA UN METODO PARA LA FABRICACION DE UN MATERIAL TRENZADO QUE COMPRENDE EL ESTIRADO Y RETORCIDO DE UNA CINTA DE MATERIAL QUE SE PUEDE ESTIRAR.
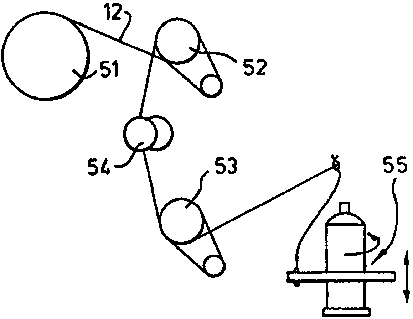
LAMINA PRE-ESTIRADA, APARATO Y PROCEDIMIENTO PARA EMBALAR EXTERIORMENTE.
(01/03/2000) LA INVENCION SE REFIERE A UNA PELICULA PRE-EXTENDIDA, Y A UN APARATO Y A UN METODO PARA APLICAR UN EMPAQUETAMIENTO EXTERNO A PAQUETES Y CARGAS, OPTIMIZADO COMO FUNCION DE LA ESTRUCTURA Y EN PARTICULAR DE LA FORMA DEL PAQUETE DE LA CARGA, EN PARTICULAR UNA CARGA PALETIZADA, Y TAMBIEN COMO FUNCION DEL TRANSPORTE Y DEL MANEJO QUE EL PAQUETE O LA CARGA DEBE SER CAPAZ DE RESISTIR SIN QUE SE DESARME EL EMPAQUETAMIENTO EXTERNO. DE ACUERDO CON LA INVENCION, UNA PELICULA EXTENSIBLE SE EXTIENDE SOBRE AL MENOS UN RODILLO DE UN DIAMETRO QUE VARIA A LO LARGO DE SU EJE DE ROTACION DE MANERA QUE FORME ZONAS LONGITUDINALES PARALELAS EN LA PELICULA QUE TENGAN DIFERENTES GRADOS DE ESTIRAMIENTO. ESTAS…
METODO PARA ORIENTAR POR ZONAS UNA BANDA.
(01/09/1999). Solicitante/s: MINNESOTA MINING AND MANUFACTURING COMPANY. Inventor/es: KRUEGER, DENNIS, L., KINNEY, ROBERT, J., HANSCHEN, THOMAS, P., ERICKSON, STANLEY, C., PAHL, THOMAS, E., VALL, DAVID, L.
TEJIDO CONTINUO CON ZONAS GRUESAS Y FINAS DESPLAZADAS LONGITUDINALMENTE. LAS ZONAS FINAS ESTAN UNIAXIALMENTE ORIENTADAS. EL TEJIDO ES UTIL EN LA FORMACION DE LAMINAS DE REFUERZO DE PAÑALES DONDE LAS ZONAS GRUESAS ACTUAN COMO ZONAS REFORZADAS PARA LA UNION DE UNA TIRA DE AJUSTE SENSIBLE A LA PRESION.
APARATO Y METODO PARA UNIR UN MATERIAL DE HOJAS ELASTOMERICAS.
(16/04/1996). Solicitante/s: UNIROYAL GOODRICH LICENSING SERVICES, INC.. Inventor/es: TOKITA, NOBORU, LINDQUIST, JOHN R.
LA UNION DE LAS HOJAS ELASTOMERICAS (82A, 82B) INCLUYE EN SUMINISTRAR UNA SUPERFICIE DE SOPORTE CON UNA CAVIDAD DENTRO DE ELLA. LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) SE SUPERPONEN DE TAL MODO QUE CADA PORCION FINAL FRANQUEA LA CAVIDAD . HAY UNA HERRAMIENTA EN UN LADO DE LAS HOJAS ELASTOMERICAS OPUESTAS A LA CAVIDAD . UNA PARTE DE LA HERRAMIENTA ENTRA EN LA CAVIDAD PARA DEFORMAR LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) Y FORMAR UNA JUNTA QUE TENGA UN GROSOR MENOR QUE EL GROSOR COMBINADO DE LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS ANTES DE LA DEFORMACION.
CUERPO DE MOLDEO EXTENDIDO MONOAXIALMENTE DE POLITETRAFLUORETILENO.
(01/10/1995). Solicitante/s: LENZING AKTIENGESELLSCHAFT. Inventor/es: SASSHOFER, FRANZ, DR., REINMULLER, REINHARD, DIPL.-ING., SCHLOSSNIKL, CHRISTIAN H.F., DIPL.-ING., WIMMER, ADALBERT GEORG.
PARA FABRICACION DE UN CUERPO DE MOLDEO EXTENDIDO MONOAXIALMENTE DE POLITETRAFLUORETILENO SE ELABORA CONTINUAMENTE UNA MASA PASTOSA CONTENIENDO POLVO DE PTFE A UNA FORMA BRUTA QUE SE LLEVA POR UNA CANTIDAD DE RODILLOS O CILINDROS, SE CALIENTA Y SE EXTIENDE, CON LO QUE ANTES DEL LEVANTAMIENTO DE LA TRACCION DE EXTENSION SE CALIENTA LA FORMA BRUTA A UNA TEMPERATURA ENTRE 327 Y 450 C, PRINCIPALMENTE ENTRE 350 Y 390 C, ASI SE SINTERIZA Y SEGUIDAMENTE SE EXTIENDE. ESTE PROCEDIMIENTO PERMITE LA FABRICACION DE UN CUERPO DE MOLDEO EXTENDIDO MONOAXIALMENTE DE POLITETRAFLUORETILENO (PTFE) CON VALORES DE FIJACION EN DISPOSITIVO DE EXTENSION DE AL MENOS 500 N/MM (AL CUADRADO) , PRINCIPALMENTE AL MENOS 700N/MM (AL CUADRADO) Y UN ESPESOR ENTRE 1,80 Y 2,30 G/CM (AL CUADRADO).
ENVOLTURAS TERMOENCOGIBLES.
(01/07/1995) NUEVOS PROCESOS PARA PREPARAR UNA PELICULA TERMOENCOGIBLE FORMANDO PRIMERO UNA PELICULA POLIOLEFINICA SOBRE UNA CALANDRA DE TRES RODILLOS EN LA CUAL EL SEGUNDO Y EL TERCER RODILLOS GIRAN A, APROXIMADAMENTE, LA MISMA VELOCIDAD Y EL PRIMER RODILLO GIRA A UNA VELOCIDAD MENOR, SIENDO CALENTADO EL RODILLO SUPERIOR A UNA TEMPERATURA POR ENCIMA DEL PUNTO DE FUSION DEL MATERIAL POLIOLEFINICO, EL RODILLO MEDIO SIENDO CALENTADO A UNA TEMPERATURA ELEVADA POR DEBAJO DE SU PUNTO DE FUSION, Y EL RODILLO INFERIOR SE ENFRIA PROPORCIONALMENTE; TRAS ESTO, SE SOMETE UNA SUPERFICIE DE LA PELICULA RESULTANTE A UNA RADIACION PROCEDENTE DE UN HAZ DE ELECTRONES DE…
INSTALACION DE ORIENTACION DE PELICULAS.
(01/07/1995). Solicitante/s: LENZING AKTIENGESELLSCHAFT. Inventor/es: BLOO, JOHANN, ROMAUER, EWALD, HOLLERWOGER, ALOIS.
INSTALACION DE ORIENTACION DE PELICULAS CON VARIAS ZONAS, CON PREFERENCIA UNA ZONA I DE CALEFACCION, UNA ZONA II DE ORIENTACION, UNA ZONA III DE ESTABILIZACION Y UNA ZONA IV DE ENFRIAMIENTO. LAS DIFERENTES ZONAS SE CONSTRUYEN CON FORMA DE MODULOS, QUE SE PUEDEN MONTAR Y DESMONTAR INDIVIDUALMENTE. AL MENOS EL MODULO CORRESPONDIENTE A LA ZONA II DE ORIENTACION SE PUEDE MONTAR CABEZA ABAJO Y SE PUEDE MONTAR EN ESTA POSICION DETRAS DE UNA PRIMERA ZONA II DE ORIENTACION. CON ESTA CONFIGURACION, LA SEGUNDA ZONA DE ORIENTACION PUEDE SUSTITUIR A LA ZONA III DE ORIENTACION EVENTUALMENTE UTILIZADA.
MIEMBRO TERMOPLASTICO ORIENTADO MOLECULARMENTE Y PROCEDIMIENTO PARA OBTENERLO.
(01/05/1995). Solicitante/s: JOHNSON & JOHNSON ORTHOPAEDICS, INC.. Inventor/es: TUNC, DEGER.
UN PROCEDIMIENTO PARA ORIENTAR UN MATERIAL TERMOPLASTICO, QUE INCLUYE LAS ETAPAS DE FORMAR EL EL MATERIAL EN LA FORMA DESEADA, ENFRIAR EL MATERIAL INMEDIATAMENTE POR DEBAJO DE SU TEMPERATURA DE TRANSICION VITREA, RECALENTAR EL MATERIAL A UNA TEMPERATURA POR ENCIMA DE LA TEMPERATURA DE TRANSICION VITREA PERO POR DEBAJO DE SU TEMPERATURA DE FUSION, ESTIRAR EL MATERIAL Y ENFRIARLO A LA TEMPERATURA AMBIENTE MIENTRAS ESTA BAJO LA TENSION DE ESTIRAMIENTO.
PROCEDIMIENTO DE FABRICACION DE LAMINAS DE POLIETILENO LINEAL CON BAJA DENSIDAD.
(01/06/1994). Solicitante/s: ELASTONWERK BAYERN GMBH. Inventor/es: STAUTNER, HANS, DIPL.-ING.
PRODUCCION DE LAMINAS DE POLIETILENO LINEAL DE BAJA DENSIDAD (VLDPE) MEDIANTE UN PROCEDIMIENTO DE CALANDRADO CON POSTERIOR ESTIRAMIENTO SUCESIVO DEL POLIETILENO LINEAL HASTA EL ULTIMO CILINDRO DE CALANDRADO. EL POLIETILENO FUNDIDO TIENE UNA DENSIDAD DE 0,900 A 0,915 G/CM3. NO OBSTANTE A UNA TEMPERATURA POR DEBAJO DE 190 C CON PEQUEÑAS CARGAS SE CONSIGUEN EN EL ULTIMO CILINDRO DE CALANDRADO PRODUCCIONES DE LAMINAS FINALES DE 90,3 G POR HORA Y CM2 DE SECCION HASTA 135 KG POR HORA Y CM2 DE SECCION Y CON ESPESORES QUE VARIAN ENTRE 100 A 300 (MU),. SE EEXTRAE CON VELOCIDAD ELEVADA. LA REDUCCION NECESARIA PARA ALCANZAR EL ESPESOR DE LAMINA FINAL SE OBTIENE MEDIANTE MEDIDAS DEL AVANCE DEL ESTIRAMIENTO FRENTE AL ULTIMO CILINDRO DE CALANDRADO.
DISPOSITIVO DE ESTIRADO DE UNA PELICULA DE MATERIAL PLASTICO.
(16/01/1994). Solicitante/s: SIGNODE FRANCE. Inventor/es: BREGIER, MICHEL.
EL DISPOSITIVO DE ESTIRADO SEGUN EL INVENTO CONSTA, ENTRE UN RODILLO SUPERIOR Y UN RODILLO INFERIOR ARRASTRADO EN UNA RELACION DE VELOCIDADES PERIFERICAS DETERMINADA, DE UN PAR DE RODILLOS INTERMEDIOS QUE NO ESTAN MOTORIZADOS Y QUE SE ACOPLAN EN UNA RELACION DE VELOCIDAD PERIFERICA DETERMINADA, INFERIOR EN RELACION A LOS RODILLOS.
PELICULA DE COLADA DE POLIETILENO DE BAJA DENSIDAD LINEAL.
(16/08/1993). Solicitante/s: THE DOW CHEMICAL COMPANY. Inventor/es: DOHRER, KATRYN K., NIEMANN, DEBRA H.
PROBLEMAS DE RESONANCIA POR TRACCION ANTES ENCONTRADOS EN LA COLADA POR EXTRUSION O REVESTIMIENTO POR EXTRUSION DE POLIETILENO DE BAJA DENSIDAD LINEAL, LLDPE SE DISMINUYEN SUSTANCIALMENTE USANDO UN POLIMERO DISEÑADO PARA TENER UN INDICE DE FUSION I2 DE 0,1-25 G/10 MIN, Y UNA RELACION I10/I2 DE 4,0-8,3. SE HACEN POSIBLES VELOCIDADES DE ALINEACION QUE SE APROXIMAN, Y AUN SOBREPASAN, LAS OBTENIDA CON LDPE. ESTA INVENCION SE PUEDE USAR JUNTO CON METODOS CONOCIDOS ANTERIORMENTE PARA ALIVIAR PROBLEMAS DE RESONANCIA POR TRACCION CON LLDPE Y OBTENER LOS BENEFICIOS DE LA COMBINACION.
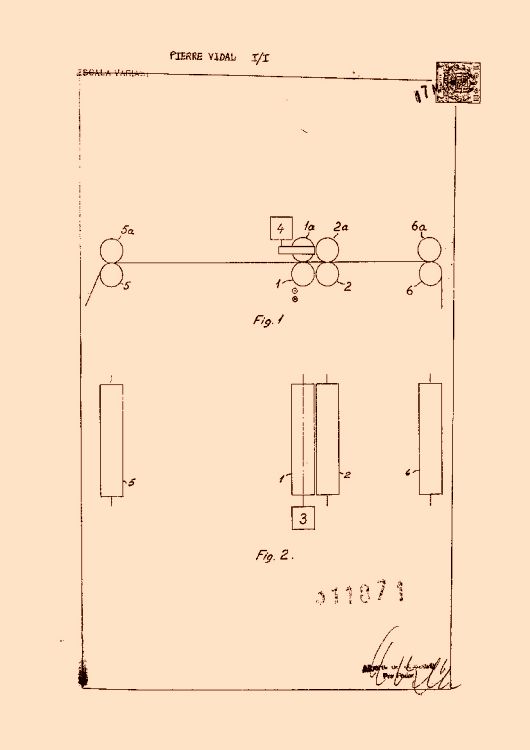
UN METODO PARA PLEGAR CONTINUAMENTE UN MATERIAL PELICULAR.
(16/08/1965). Ver ilustración. Solicitante/s: OLE-BENDT, RASMUSSEN.
Resumen no disponible.
{kind=link}
{kind=link}