CIP-2021 : B29C 44/58 : Moldes.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/58[2] › Moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/58 · · Moldes.
CIP2021: Invenciones publicadas en esta sección.
METODO DE MOLDEO POR INYECCION DE UN ARTICULO ESPUMADO.
(16/10/2003) UN PROCEDIMIENTO PARA FORMAR UN ARTICULO POR MEDIO DE LA INYECCION DE MATERIALES DE PLASTICO EN UN MOLDE, CONSISTE EN LAS ETAPAS DE: PROPORCIONAR UNA HERRAMIENTA DE MOLDEO QUE DEFINE EN SU ESTADO CERRADO UNA CAVIDAD DE MOLDE, ESTANDO ADAPTADA LA HERRAMIENTA DE MOLDEO PARA PODERSE EXPANDIR PARCIALMENTE A PARTIR DE UN VOLUMEN DE INYECCION (FIG. 2), Y RECIBIR UNA CARGA DE MATERIAL DE PLASTICO HASTA UN VOLUMEN FINAL MAYOR (FIG. 3) QUE DETERMINA LA FORMA DE TERMINACION CONFORMADA DEL ARTICULO, TENIENDO POR LO MENOS LA HERRAMIENTA DE MOLDEO UN ELEMENTO DESPLAZABLE , QUE ESTA ADAPTADO PARA SER RETIRADO Y AUMENTAR EL VOLUMEN DE LA CAVIDAD DE MOLDE, ESTANDO REPRESENTADA LA DIFERENCIA ENTRE LOS VOLUMENES DE INYECCION Y FINAL, MEDIANTE…
APARATO DE PARED AJUSTABLE PARA MOLDEAR UN ELEMENTO CONTINUO DE PLASTICO ESPUMADO.
(16/09/2003). Ver ilustración. Solicitante/s: PLASTEDIL S.A.. Inventor/es: CRETTI, PIERO.
UN APARATO PARA MOLDEAR UN ELEMENTO CONTINUO DE ESPUMA DE PLASTICO , COMO UN ELEMENTO DE CONSTRUCCION DE PISOS, DE UN TIPO QUE COMPRENDE UN CUERPO CENTRAL SUBSTANCIALMENTE PARALELEPIPEDICO Y AL MENOS UN SALIENTE LATERAL , INCLUYE UN MOLDE QUE COMPRENDE UNA CAMARA DE FORMACION (13A) Y UNA CAMARA DE ESTABILIZACION (13B) DEFINIDAS ENTRE UNA PARED INFERIOR , UN PAR DE PAREDES LATERALES OPUESTAS Y UNA TAPA . PREFERIBLEMENTE, LA TAPA Y/O UNA O LAS DOS PAREDES LATERALES DEL MOLDE COMPRENDEN VARIOS SEGMENTOS ESTRUCTURALES INDEPENDIENTES CUYA POSICION PUEDE AJUSTARSE ACERCANDOLA O SEPARANDOLA DE LA PARED INFERIOR DEL MOLDE PARA AJUSTAR INDEPENDIENTEMENTE, DE FORMA SUBSTANCIALMENTE CONTINUA, LA ALTURA DE LOS ASIENTOS DE MOLDEO DEL CUERPO CENTRAL Y/O DEL SALIENTE LATERAL DEL ELEMENTO CONTINUO EN CADA UNA DE LAS CAMARAS DE FORMACION (13A) Y ESTABILIZACION (13B) DEL MOLDE.
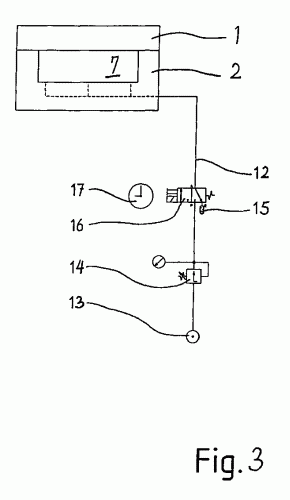
CUERPO TERMOAISLANTE, EN PARTICULAR PARA APARATOS DOMESTICOS.
(01/07/2003) Carcasa calorifugada , en particular un aparato electrodoméstico, con un espacio intermedio entre una pared interior y una pared exterior y con una válvula de aislamiento en una parte de la pared de una de las dos paredes para rellenar de espuma el espacio intermedio con un material de calorifugado, presentando la válvula un orificio en la parte de pared y un cuerpo de válvula fijado a dicha parte de pared , dispuesto sobre la cara de la parte de pared orientada hacia el espacio intermedio , caracterizada porque el cuerpo de la válvula está unido a la parte de pared mediante una articulación giratoria , que se compone de una parte articulada del cuerpo de la válvula…
PROCEDIMIENTO DE DOS ETAPAS PARA OBTENER PRODUCTOS MOLDEADOS DE ESPUMA A PARTIR DE TUBOS PREFORMADOS.
(01/12/2002) SE DESCRIBE UNA TECNICA PARA PRODUCIR ESPUMA DE POLIOLEFINA. SE DESCRIBE UN PROCESO DE DOS ETAPAS EN EL QUE LA PRIMERA ETAPA COMPRENDE LA EXPANSION DE UN TUBO CILINDRICO PREFORMADO QUE COMPRENDE UN POLIMERO, UN AGENTE ESPUMANTE, UN AGENTE ENLAZADOR Y UN ENLAZADOR DEL AGENTE ESPUMANTE EN UN MOLDE CILINDRICO CERRADO. EL MOLDE CILINDRICO CONSTRIÑE LA EXPANSION DE LA ESPUMA SIN LA NECESIDAD DE ARIETES HIDRAULICOS O MEDIOS MECANICOS SIMILARES COMO EN LAS PRENSAS DE PLACA DE COMPRESION CONVENCIONALES. SIGUIENDO A LA PRIMERA ETAPA, LOS TUBOS CILINDRICOS DE MATERIAL SON CALENTADOS MIENTRAS SON DESCONSTREÑIDOS Y SE EXPANDEN SIMETRICAMENTE.…
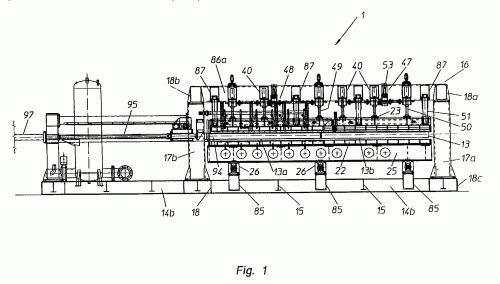
MAQUINA PARA PRODUCIR PIEZAS DE MATERIAL DE ESPUMA DE PLASTICO.
(01/11/2002). Ver ilustración. Solicitante/s: BAZZICA ENGINEERING DI CARLO BAZZICA & C. S.A.S. Inventor/es: BAZZICA CARLO.
Una máquina para fabricar piezas de material plástico espumado, en la cual un bastidor del tipo pórtico soporta un semimolde fijo, y un carro desde el que se suspende un semimolde movible y el cual es movible a lo largo del bastidor para impartir al semimolde movible un movimiento de aproximación hacia, y un movimiento de separación desde, el semimolde fijo; siendo bloqueado el semimolde movible en el semimolde fijo, en una posición que cierra un molde para inyectar material plástico espumado, por un número de electroimanes , interpuestos entre los dos semimoldes.
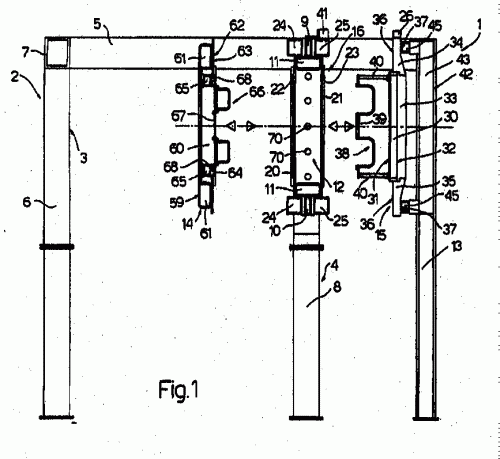
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS DE BIOPOLIMEROS.
(01/10/2002). Ver ilustración. Solicitante/s: PRIEHS, FRIEDRICH. Inventor/es: PRIEHS, FRIEDRICH.
LA INVENCION TRATA DE UN PROCEDIMIENTO ASI COMO UN MOLDE PARA FABRICAR PIEZAS DE MOLDEO DE BIOPOLIMEROS. PARA PODER FABRICAR CUERPOS DE MOLDEO DE ELEVADA CALIDAD, SE PROPONEN DE ACUERDO CON LA INVENCION LAS SIGUIENTES ETAPAS DE PROCEDIMIENTO: A) LOS MATERIALES DE PARTIDA SE ESPESAN Y PLASTIFICAN MEDIANTE APORTACION DE ENERGIA TERMICA Y MECANICA EN UN AGREGADO DE INYECCION; B) EL MOLDE ANTES DE LLENARLO CON LA PIEZA SE LLENA CON UN GAS A UNA PRESION, QUE CORRESPONDE APROXIMADAMENTE A LA PRESION EN LA MASA PLASTIFICADA EN EL AGREGADO DE INYECCION; C) LA MASA PLASTIFICADA SE INYECTARA LO MAS RAPIDAMENTE POSIBLE EN EL MOLDE CON UNA VELOCIDAD DE INYECCION, QUE GARANTICE UN LLENADO LO MAS POSIBLEMENTE REGULAR CON LA MASA QUE NO SE HA EXPANDIDO TODAVIA; D) DURANTE O JUSTO DESPUES DEL PROCESO DE INYECCION SE VACIA DE AIRE EL ESPACIO INTERNO DEL MOLDE EN IMPACTOS, PARA POSIBILITAR LA EXPANSION FINAL DEL POLIMERO INYECTADO Y PARA ACABAR ENTONCES EL PROCESO DE ESPUMACION.
METODO Y MOLDE PARA FABRICAR UN PANEL CON CONDUCTO DE AIRE Y ABSORBEDOR DE ENERGIA INTEGRADOS.
(01/11/2001). Solicitante/s: DAVIDSON TEXTRON INC.. Inventor/es: PRITCHARD, JAMES R., MARSHALL, MARY K., HATTER, BRIAN R., LAROCHE, WAYNE D.
UN PANEL DE ABSORCION DE LA ENERGIA INTERIOR PARA EL COMPARTIMENTO DE PASAJEROS DE UN VEHICULO DE MOTOR TIENE UNA PROTECCION TERMOPLASTICA, UN RETEN TERMOPLASTICO, UN CONDUCTO DE AIRE TERMOPLASTICO, Y UN NUCLEO DE ESPUMA DE POLIURETANO RIGIDO PARA ABSORBER LA ENERGIA, QUE SE HA MOLDEADO POR INYECCION DE REACCION ALREDEDOR DEL CONDUCTO DE AIRE Y A LA PROTECCION Y AL RETEN SIN REQUERIR UN ADHESIVO ADICIONAL. CUANDO LA PROTECCION ES DE TIPO SUAVE, SE MOLDEA UNA ESPUMA DE POLIURETANO SEMI-RIGIDO POR INYECCION DE REACCION ENTRE LA PROTECCION Y EL NUCLEO DE ESPUMA PARA ABSORBER ENERGIA, PARA IMPARTIR UNA SENSACION DE SUAVIDAD A LA PROTECCION Y PROTEGER EL NUCLEO DE ESPUMA PARA ABSORBER ENERGIA FRENTE A LAS MELLAS DURANTE SU USO NORMAL.
APARATO PARA MOLDEAR UN ELEMENTO CONTINUO DE PLASTICO ESPUMADO.
(16/08/2001). Solicitante/s: PLASTEDIL S.A.. Inventor/es: CRETTI, PIERO.
SE PRESENTA UN APARATO PARA MOLDEAR UN ELEMENTO DE PLASTICO ESPUMADO CONTINUO , POR EJEMPLO UN ELEMENTO PARA SUELO DEL TIPO DE LOS QUE COMPRENDEN UN CUERPO CENTRAL SUBSTANCIALMENTE EN FORMA DE PARALELEPIPEDO Y AL MENOS UNA OREJETA LATERAL , EL APARATO INCLUYE UN MOLDE EN EL CUAL LAS CAVIDADES DE MOLDEADO RESPECTIVAS DEL CUERPO CENTRAL Y DE LA OREJETA LATERAL ESTAN DEFINIDAS ENTRE UNA PARED DE SUELO , UN PAR DE PAREDES LATERALES OPUESTAS Y UNA CUBIERTA . VENTAJOSAMENTE, EL APARATO COMPRENDE ADEMAS MEDIOS PARA POSICIONAR DE FORMA AJUSTABLE LA CUBIERTA Y/O UNA O AMBAS PAREDES LATERALES DEL MOLDE SEPARANDOLAS Y ACERCANDOLAS A LA PARED DEL FONDO PARA REGULAR DE FORMA AJUSTABLE Y SUBSTANCIALMENTE CONTINUA LA ALTURA DE LAS CAVIDADES DE MOLDEADO DEL CUERPO CENTRAL Y/O DE LAS OREJETAS LATERALES DEL ELEMENTO CONTINUO.
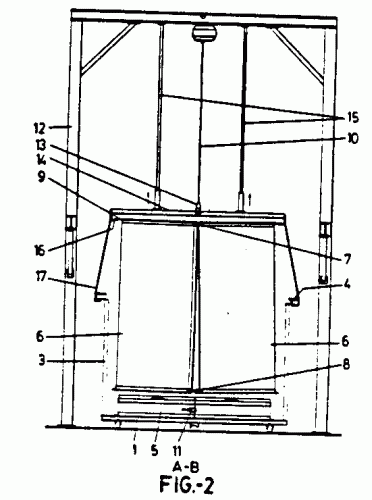
INSTALACION DE INCORPORACION SINCRONIZADA DE MOLDES LATERALES EN PLATAFORMAS DE FABRICACION DE ESPUMAS DE POLIURETANO.
(16/08/1999). Ver ilustración. Solicitante/s: FIBRAS ALCALA, S.A.. Inventor/es: ALBA RUIZ, MANUEL.
INSTALACION DE INCORPORACION SINCRONIZADA DE MOLDES LATERALES EN PLATAFORMAS DE FABRICACION DE ESPUMAS DE POLIURETANO.CONSISTE EN UN PORTICO AL QUE ACCEDE EL MOLDE INFERIOR SOBRE UNA MESA DE ESPUMACION DE ALTURA MUY REDUCIDA, EN EL QUE SE ESTABLECE UN MECANISMO ELEVADOR QUE ACTUA SOBRE UNA BARRA TRANSVERSAL , PROVISTA EN SUS EXTREMOS DE PERFILES ACODADOS Y , QUE PERMITEN EL ACOPLAMIENTO A PESTAÑAS LATERALES Y , DE LOS SEMI-MOLDES CILINDRICOS QUE COMPLEMENTA INFERIOR Y TAMBIEN CILINDRICO , CUANDO SE TRATA DE OBTENER BLOQUES CILINDRICOS, O DE SIMPLE PANELES LATERALES CUANDO SE TRATA DE OBTENER BLOQUES PRISMATICOS. FIGURA 2.
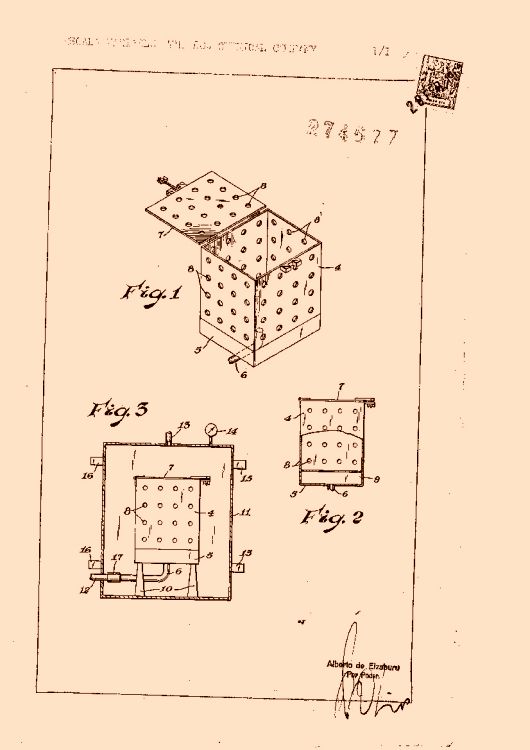
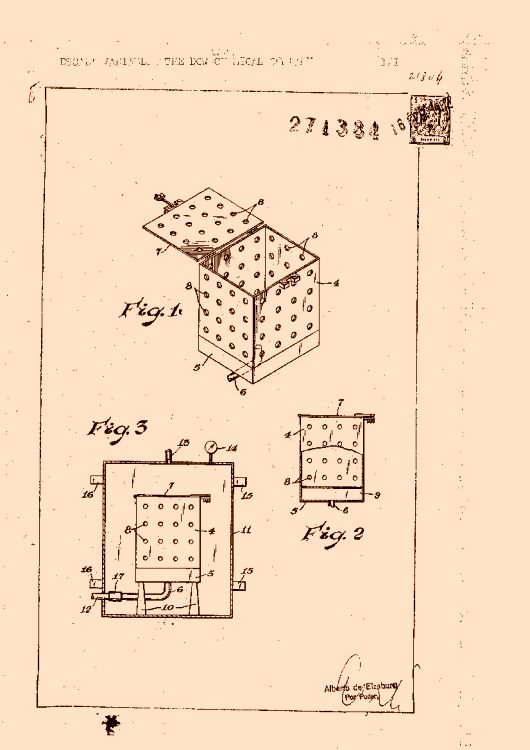
UN APARATO PARA LA PRODUCCIÓN DE ARTÍCULOS EXPANDIDOS O ESPUMADOS.
(16/04/1962). Ver ilustración. Solicitante/s: THE DOW CHEMICAL COMPANY.
Resumen no disponible.
PROCEDIMIENTO PARA LA PRODUCCIÓN DE ARTÍCULOS EXPANDIDOS O ESPUMADOS EN UN MOLDE.
(16/04/1962). Ver ilustración. Solicitante/s: THE DOW CHEMICAL COMPANY.
Un procedimiento para la producción de artículos expandidos o espumados en un molde haciendo pasar un medio de caldeo líquido, gaseoso, o en forma fe vapor, a través de una masa de polímero termoplástico sólido en forma de partículas que es capaz de espumar o de dilatarse por la acción del calor en virtud de un contenido de agente dilatador orgánico volátil que no es disolvente para el polímero, caracterizado porque la masa de partículas se precalienta , antes de la operación de caldeo final y de espumación o expansión, a una temperatura que es menor que aquella a la cual la composición polímera se ablanda o a la cual las partículas individuales fluyen juntas o se adhieren entre si.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}