CIP-2021 : B29C 49/00 : Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 49/00[m] › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 49/02 · Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
B29C 49/04 · · Moldeo por extrusión-soplado.
B29C 49/06 · · Moldeo por inyección-soplado.
B29C 49/08 · Estirado biaxial durante el moldeo por soplado.
B29C 49/10 · · utilizando medios mecánicos.
B29C 49/12 · · · Punzones de estirado.
B29C 49/14 · · · Organos de apretado.
B29C 49/16 · · utilizando una diferencia de presiones, p. ej. presoplado.
B29C 49/18 · utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
B29C 49/20 · de objetos que tienen elementos insertos o refuerzos.
B29C 49/22 · de preformas o parisones multicapas.
B29C 49/24 · Revestimiento o marcado.
B29C 49/26 · · Revestimiento interno de tubos.
B29C 49/28 · Aparatos de moldeo por soplado.
B29C 49/30 · · teniendo moldes o partes de molde móviles.
B29C 49/32 · · · con movimiento de vaivén.
B29C 49/34 · · · · los elementos del molde se desplazan uno sobre otro.
B29C 49/36 · · · girando alrededor de un eje.
B29C 49/38 · · · montados sobre soportes móviles sin fin.
B29C 49/40 · · · · sobre tambores cooperantes.
B29C 49/42 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 49/44 · · para aplicar una presión a través de las paredes de un saco inflado.
B29C 49/46 · · caracterizado por la utilización de un medio particular o de un fluido de soplado que no sean el aire.
B29C 49/48 · · Moldes.
B29C 49/50 · · · que tienen medios de corte o desbarbado.
B29C 49/52 · · · que tienen medios de decoración o impresión.
B29C 49/54 · · · para fabricar objetos con muesca o sesgados.
B29C 49/56 · · Medios de apertura, cierre o apriete.
B29C 49/58 · · Medios de soplado.
B29C 49/60 · · · Agujas de soplado.
B29C 49/62 · · Medios de ventilación.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
B29C 49/66 · · · Enfriamiento por introducción de un refrigerante en el objeto soplado.
B29C 49/68 · · · Hornos especialmente adaptados para calentar preformas o parisones.
B29C 49/70 · · Desmoldeo o eyección de objetos soplados desde el molde.
B29C 49/72 · · Eliminación de rebabas fuera del molde.
B29C 49/74 · · · Eliminación de rebabas de la porción del cuello.
B29C 49/76 · · Calibrado del cuello.
B29C 49/78 · · Medida, control o regulación.
B29C 49/80 · · · Pruebas, p. ej. de fugas.
CIP2021: Invenciones publicadas en esta sección.
METODO PARA HACER TUBERIAS A BASE DE EJERCER UNA PRESION ASPIRANTE Y NEUMATICA EN LA SUPERFICIE DEL MANDRIL DE REFRIGERACION.
(01/12/1994). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Inventor/es: LUPKE, MANFRED ARNO ALFRED, LANDAU, PHILIP.
LA INVENCION SE REFIERE A UN MANDRIL DE REFRIGERACION PARA DIMENSIONAR LA SUPERFICIE INTERIOR DE UN TUBO TERMOPLASTICO EXTRUIDO. SE APLICA UNA PRESION DE VACIO Y/O NEUMATICA A LA SUPERFICIE DEL MANDRIL. LA PRESION NEUMATICA PUEDE HACER QUE LA PARED INTERIOR SE HINCHE COMO UN GLOBO HACIA AFUERA PARA FORMAR CAMPANAS DENTRO DE UN MOLDE O DENTRO DE UNA PARED EXTERIOR, PARA ENTRAR EN UNAS ESTRIAS DE UN TUBO EXTERIOR ESTRIADO, ETC. EL VACIO SE PUEDE UTILIZAR PARA VOLVER A LLEVAR LA PARED INTERIOR A LA SUPERFICIE DEL MANDRIL DESPUES DE LA APLICACION DE LA PRESION NEUMATICA.
MECANISMO PARA LA FABRICACION DE TUBOS DE MATERIA SINTETICA.
(16/11/1994). Solicitante/s: HEGLER, WILHELM. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
TUBOS CON SECCIONES DE PERFIL ESPECIALES SON FABRICADOS SOBRE UN MECANISMO CON COQUILLAS GIRATORIAS. LAS SEMICOQUILLAS (2A) QUE SE COMPLEMENTAN EN CADA CASO CON UNA COQUILLA, SE MUESTRAN EN LAS SUPERFICIES DE CONTORNO QUE SE EXTIENDEN CASI DE FORMA PARALELA CON RESPECTO AL EJE ESTEREO DE CONTORNO . LAS RANURAS DE VACIO DESEMBOCAN CASI PARALELAMENTE CON RESPECTO AL EJE ESTEREO DE CONTORNO PASANDO EN EL ESTEREO DE CONTORNO (27A) Y CASI SIEMPRE EN UN LUGAR ALEJADO RADIALMENTE DEL EJE DEL MISMO . CON ELLO SE POSIBILITA EN EL PROCESO DE VACIADO UNA SALIDA MAS LIMPIA DE LAS SECCIONES DE PERFIL ESPECIALES.
APARATO PARA LA FORMACION DE CELDAS EN TIRAS CONTINUAS, PARTICULARMENTE PARA EL ENVASADO DE SUPOSITORIOS O SIMILARES.
(01/11/1994). Solicitante/s: SARONG S.P.A.. Inventor/es: FINETTI, PRIMO, FREDDI, ANTONIO.
EL APARATO INCLUYE UNAS ABRAZADERAS DE AVANCE (2A, 2B) QUE MUEVEN DOS PELICULAS QUE SE MIRAN MUTUAMENTE (4A, 4B) A LO LARGO DE UNA DIRECCION DE AVANCE SOBRE LA CUAL SE ENCUENTRAN DISPUESTOS EN SECUENCIA LOS SIGUIENTES DISPOSITIVOS: DOS MEDIOS MOLDES (5A), LOS CUALES SUELDAN MUTUAMENTE LAS DOS PELICULAS EN ZONAS PRESELECCIONADAS PARA DEFINIR CELDAS QUE ESTAN ABIERTAS HACIA UN BORDE LONGITUDINAL DE LAS PELICULAS; DOS MEDIOS MOLDES (6A, 6B) PARA CALENTAR LAS PELICULAS SOLDADAS; UNA ZONA DE FORMACION DE LAS CELDAS . UNAS BOQUILLAS PARA LA INYECCION DE AIRE, INSERTADAS ENTRE LAS DOS SOLAPAS DE LAS PELICULAS EN EL LADO DEL BORDE LONGITUDINAL ANTES MENCIONADO, Y DOS MEDIOS MOLDES CONFORMADORES, EN LOS CUALES SE DEFINEN LAS CAVIDADES EN LAS CELDAS, FUNCIONAN EN LA MENCIONADA ZONA DE CONFORMACION. UNOS BIFURCADORES PARA SEPARAR LAS DOS LENGUETAS DE LAS PELICULAS SE ENCUENTRAN EN UN LUGAR PROXIMO A LA ZONA DE CONFORMACION PARA FACILITAR LA INSERCION DE LAS BOQUILLAS DE INYECCION DE AIRE.
BIDON DE PLASTICO DE BOCA ANCHA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/10/1994). Solicitante/s: SCHUTZ-WERKE GMBH & CO. KG.. Inventor/es: SCHUTZ, UDO.
ESTE BIDON , FABRICADO CON EL FIN DE UNA MINIMA NECESIDAD DE ESPACIO, CUANDO ES TRANSPORTADO EN VACIO, Y DE UNA MAXIMA SEGURIDAD DE TRANSPORTE, ES DE TERMOPLASTICO Y TIENE COMO CARACTERISTICAS ESENCIALES UN TRAMO CONICO DE ENVOLTURA , QUE PERMITE APILAR VARIOS BIDONES UNO DENTRO DEL OTRO, ASI COMO UN ANILLO DE REFUERZO Y DE ASEGURAMIENTO DE LA CARGA , DISPUESTO DEBAJO DEL CERCO DEL BIDON, Y UN ANILLO DE PIE . DURANTE EL PROCEDIMIENTO DE EXTRUSION Y SOPLADO COMBINADO PARA FABRICAR ESTE BIDON, SE PRODUCE UN CUERPO CERRADO DE DOBLE BIDON CON DOS TRAMOS CONICOS DE ENVOLTURA, DOS CERCOS DE BIDON Y UN ANILLO CENTRAL. DESPUES DEL DESMOLDEO DEL CUERPO DE DOBLE BIDON, ESTE SE DIVIDE EN DOS BIDONES DESPUES DE CORTAR EL ANILLO CENTRAL, EL CUAL SE SUJETA EN CALIENTE, COMO ANILLO ASEGURADOR DE LA CARGA , SOBRE UN BIDON ENFRIADO.
BOCA ANCHA PARA DEPOSITO MOLDEADA CON POLIETILENO Y ARICULO INTERMEDIO.
(01/07/1994). Solicitante/s: SONOCO PRODUCTS COMPANY. Inventor/es: HAYWARD, DONALD, W., GREENWOOD, DONALD L.
EL INVENTO DISPONE DE UNA BOCA DE CONETNEDOR ANCHA Y UN ARTICULO INTERMEDIO FORMADO POR INYECCION DE UNA PREFORMA INYECTADA DE POLIETILENO APROPIADA PARA DEPOSITAR PELOTAS DE TENIS U OTROS CONTENIDOS A BAJA PRESION. EL CONTENEDOR UNA BASE QUE QUE RESISTE A LA PRESION INTERNA CON LA MINIMA DISTORSION Y UN SALIENTE MEJORADO QUE RODEA A LA BOCA ANCHA QUE DISPONE DE UNA RESISTENCIA Y ESPESOR DESEADOS PARA RECIBIR EL CIERRE EXTREMO DE METAL POR OPERACIONES DE DOBLE UNION Y QUE SE FORMAN MEDIANTE UNA UNICA PORCION QUE SE ACOMODA IN EL ARTICULO INTERMEDIO QUE TIENE UN PARED PASADA (A,B,C,D,E).
PROCEDIMIENTO PARA FABRICAR RECIPIENTES LLENOS PARA LIQUIDOS DE MATERIAL TERMOPLASTICO ASI COMO CABEZA DE EXTRUSION.
(01/07/1994). Solicitante/s: HANSEN, BERND, DIPL.-ING.. Inventor/es: HANSEN, BERND, DIPL.-ING..
A PARTIR DE MATERIAL PLASTICO PLASTIFICADO SE EXTRUSIONA UNA MANGUERA PLANA A PARTIR DE LA QUE SE MODELA EN UN MOLDE UNA CINTA DE RECIPIENTES, QUE POSEE GRUPOS FORMADOS POR VARIOS RECIPIENTES PEQUEÑOS YUXTAPUESTOS, PREFERENTEMENTE CON FORMA DE AMPOLLA. POR MEDIO DE ESPIGAS DE LLENADO, CUYA CANTIDAD EQUIVALE A LA DE RECIPIENTES DE UN GRUPO, SE LLENAN SIMULTANEAMENTE LOS RECIPIENTES DE UN GRUPO, CUANDO TODAVIA SE HALLAN EN LA ZONA DEL MOLDE. EN EL MOLDE SE MODELAN EN EL DESPERDICIO LATERAL MUESCAS, QUE COOPERAN CON UN MECANISMO DE AVANCE, QUE TRANSPORTA LA CINTA DE RECIPIENTES DEL MOLDE A UN UTIL DE TROQUELADO Y LOS POSICIONA EN EL.
(16/01/1994) LA INVENCION SE REFIERE A UN ACANALADOR PARA ACANALAR TUBERIAS DE PLASTICO. EL ACANALADOR TIENE DOS CADENAS DE CIRCULACION SINCRONICAS DE MITADES DE MOLDE, MEDIOS DE GUIA PARA LAS MITADES DE MOLDE, UNA ZONA DE ENTRADA EN QUE LAS MITADES DE MOLDE CORRESPONDIENTES ENTRAN EN CONTACTO ENTRE SI, UNA ZONA DE MOLDEO EN QUE HAY UN CANAL CENTRAL QUE GUIA LAS MITADES DE MOLDE UNIDAS Y UNA ZONA DE SALIDA EN QUE LAS MITADES DE MOLDE SE VUELVEN A SEPARAR. EL ACANALADOR TIENE TAMBIEN UNAS GUIAS DE RETORNO PARA LAS MITADES DE MOLDE EN LA TRAYECTORIA ENTRE LAS ZONAS DE ENTRADA Y DE SALIDA Y DISPOSITIVOS DE REFRIGERACION PARA ENFRIAR AL MENOS EL CANAL CENTRAL CON UN REFRIGERANTE. EL ACANALADOR TIENE VARIOS MODULOS DE SECCION HUECA QUE FORMAN LA ZONA DE MOLDEO. CADA MODULO TIENE UNA CAVIDAD CENTRAL PARA ENFRIAR Y DOS…
METODO PARA LA PRODUCCION DE RECIPIENTES DE PLASTICO TUBULARES.
(16/12/1993). Solicitante/s: WHEELING STAMPING COMPANY. Inventor/es: RHOADES, JOHN J., HOLOUBEK, GEORGE, H., WHITAKER, GEORGE P.
UN METODO PARA LA PRODUCCION DE RECIPIENTES TUBULARES TERMOPLASTICOS QUE TENGAN UNA SECCION DE PARED TUBULAR 3, UN CUELLO ABIERTO 7 Y UN FONDO HERMETICO SOLIDARIO 15, DONDE UN DISCO TERMOPLASTICO 15 SE ESTAMPA 17 EN LA PARED INTERIOR DE LA SECCION DE PARED TUBULAR 3 Y EL DISCO, MIENTRAS SE ENCUENTRA EN UN ESTADO MOLDEABLE, SE FORMA EN UNA PARED INFERIOR A BASE DE APLICAR BIEN UN VACIO A LA SUPERFICIE EXTERIOR DEL DISCO O UNA PRESION HIDRAULICA EN EL INTERIOR DE LA SECCION DE PARED TUBULAR O AMBOS, PARA MOLDEAR EL DISCO EN UNA CAVIDAD DE MOLDEO 23 SEGUN LA FORMA DESEADA. UN MANGUITO DE SOPORTE 25 RODEA A LA SECCION DE PARED TUBULAR DURANTE LA APLICACION DE LA PRESION HIDRAULICA. SE PUEDEN FORMAR RECIPIENTES TERMOPLASTICOS A PARTIR DE UN SOLO MATERIAL TERMOPLASTICO O DE LAMINAS, TAL COMO UN MATERIAL LAMINAR QUE CONTIENE UNA CAPA PERMEABLE AL OXIGENO.
MEJORAS EN, Y RELACIONADAS CON, CAJAS PARA EL TRANSPORTE DE PESCADO Y CARNE FRESCOS.
(16/12/1993). Solicitante/s: NORSK HYDRO A/S. Inventor/es: GRONNEVIK, ODDBJORN.
UNA CAJA "TERMO" PARA EL TRANSPORTE DE PRODUCTOS FRESCOS, COMO CARNE, PESCADO, MEDICINAS O SIMILARES, CONSTA DE UNA DOBLE PARED LATERAL, UNA TAPA Y UN FONDO DE MATERIAL TERMOPLASTICO, ENCONTRANDOSE LLENO DE AIRE U OTRO GAS EL ESPACIO HUECO EN LA BASE QUE DEFINE EL FONDO DE LA CAJA, LAS PAREDES LATERALES Y LA TAPA. LA FORMA BASICA DE LA CAJA ES UN MOLDEADO PLANO HUECO EN EL QUE LAS PAREDES LATERALES ESTAN PLEGADAS HACIA ARRIBA A LO LARGO DE LINEAS DE BAJA RESISTENCIA Y UNIDAS EN LAS ESQUINAS. LA LAMINA INTERIOR DE LA BASE DE LA CAJA LLEVA CANALES DE DRENAJE Y ORIFICIOS QUE PERMITEN QUE EL HIELO Y EL AGUA EXUDADOS DE LOS PRODUCTOS HUMEDOS PENETREN EN EL ESPACIO HUECO EN EL FONDO DE LA CAJA, DONDE QUEDAN ATRAPADOS. EL MOLDEADO HUECO SE OBTIENE POR EXTRUSION DEL MATERIAL PLASTICO A TRAVES DE UNA BOQUILLA EN FORMA DE ANILLO, FORMANDOSE UN TUBO FLEXIBLE QUE SE INFLA Y, A CONTINUACION, RECIBE LA FORMA ENTRE LOS TROQUELES.
MOLDE PARA EL MOLDEADO MEDIANTE SOPLADO PARA FORMAR UN PRODUCTO HUECO DE DOBLE PARED Y APARATO DE MOLDEADO MEDIANTE SOPLADO QUE USA DICHO MOLDE.
(01/12/1993) EL INVENTO SE REFIERE A UN MOLDE PARA MOLDEADO POR SOPLADO PARA OBTENER PRODUCTOS HUECOS DE DOBLE PARED, QUE COMPRENDE UN PAR DE MIEMBROS DEL MOLDE UNO MACHO Y OTRO HEMBRA PARA MANTENER UN OBJETO ENTRE AMBOS. DICHOS MIEMBROS MACHO Y HEMBRA DEL MOLDE SON MOVILES HACIA ATRAS Y HACIA ADELANTE UNO CON RESPECTO AL OTRO Y TIENEN SUS SUPERFICIES INTERIORES RESPECTIVAS ADECUADAS PARA DAR FORMA A LAS CAPAS INTERIORES Y EXTERIORES DEL OBJETO BAJO LA PRESION DEL AIRE INYECTADO EN EL MISMO. DICHO MIEMBRO DE MOLDE HEMBRA ES DE UNA ESTRUCTURA EN FORMA DE CAJA QUE COMPRENDE DOS PARES DE SEGMENTOS PERIFERICOS CONFRONTANTES DE PARED Y UN FONDO SIMPLE. DICHOS SEGMENTOS ESTAN PIVOTANTEMENTE SOPORTADOS SOBRE DICHO FONDO MEDIANTE PIVOTES DISPUESTOS EXTERIORMENTE Y QUE SE EXTIENDEN PARALELAMENTE A LOS BORDES…
MOLDEO POR SOPLADO DE UN PARISON DRAPEADO.
(16/11/1993). Solicitante/s: JOHN D. BRUSH & COMPANY, INC. Inventor/es: LEGGE, RICHARD C., ARP, GEORGE F.
UNA CAJA DE PLASTICO DE DOBLE PARED SE MOLDEA A PARTIR DE UN UNICO PARISON , EN PROFUNDIDAD ILIMITADA, CERRANDO EL FONDO DE ESTE Y DRAPEANDOLO HACIA ABAJO SOBRE UN NUCLEO DE MANERA QUE LA PRIMERA PARTE DEL PARISON FORMA UNA PARED INTERIOR DE LA CAJA Y LA PARTE SIGUIENTE LA PARED EXTERIOR. UNA VEZ QUE EL PARISON HA SIDO DRAPEADO SOBRE EL NUCLEO , LAS PARTES EXTERNAS DEL MOLDE SE CIERRAN EN TORNO A AQUEL Y AL PARISON, SOPLANDOSE LA CAJA EN UNA CAVIDAD ENTRE EL NUCLEO Y LAS PARTES EXTERNAS. EL PARISON PUEDE INFLARSE MIENTRAS ESTA SOBRE EL NUCLEO A FIN DE ENSANCHARLO PARA QUE SOBRESALGA Y LO RODEE, Y EL NUCLEO PUEDE LEVANTARSE DURANTE EL PROCESO DE DRAPEADO. EL PARISON TAMBIEN PUEDE DESINFLARSE TRAS EL DRAPEADO PARA QUE PERMANEZCA DENTRO DE LOS LIMITES DE LAS PARTES EXTERNAS DEL MOLDE MIENTRAS QUE SE LEVANTA EL NUCLEO Y SE CIERRAN DICHAS PARTES EXTERNAS.
BOTELLAS DE PLASTICO Y RECIPIENTES SIMILARES.
(01/08/1993) UNA BOTELLA DE PLASTICO MOLDEADA MEDIANTE SOPLADO O UN RECIPIENTE SIMILAR TIENE UN CUELLO MOLDEADO DE FORMA QUE RECIBA UNA TAPA DE BOTELLA, UNA PARED LATERAL Y UNA BASE , E INCLUYE UNA NERVADURA INTERNA FIJADA A LA PARED LATERAL Y QUE SE EXTIENDE A LO LARGO DEL INTERIOR DE LA BOTELLA . EL MATERIAL DE LA PARED LATERAL Y DE LA NERVADURA , CUANDO MENOS, DE LA BOTELLA ESTA ORIENTADO BIAXIALMENTE. PREFERIBLEMENTE, SE FORMA LA BOTELLA DE PLASTICO INICIALMENTE MEDIANTE UN MOLDEO DE INYECCION DE UNA FORMA PREVIA Y LUEGO MEDIANTE UNA TECNICA DE MOLDEO DE SOPLADO-ESTIRAMIENTO. LA NERVADURA INTERNA PUEDE ALARGAR SENSIBLEMENTE TODA LA LONGITUD DE LA BOTELLA DESDE EL CUELLO A LA BASE, O ALTERNATIVAMENTE,…
CONTENEDOR PLASTICO MOLDEADO POR CHOQUE Y PERFECCIONAMIENTO DE EL.
(16/04/1993). Solicitante/s: PLASTICON PATENTS, S.A. Inventor/es: STRASSHEIMER, HERBERT.
UN PLASTICO MEJORADO PARA FORMAR CONTENEDORES PLASTICOS MOLDEADOS POR CHOQUE Y CONTENDORES PLASTICOS EN DONDE EL CONTENEDOR TIENE UNA PORCION DE CUERPO TUBULAR ADYACENTE A UNA PORCION DE FONDO Y EXTENDIDA SOBRE DICHA PORCION DE FONDO, TIENE ESPACIADOS CIRCULARMENTE, EXTENDIDOS RADIALMENTE CONTINUAS ALTERACIONES EN EL ESPESOR DE LA PARED.
MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO.
(01/04/1993). Solicitante/s: ABC GROUP. Inventor/es: SADR, CHANGIZE.
METODO DE MOLDEO POR INSUFLACION DE AIRE DE TUBOS ALARGADOS DE SERPENTIN O ARTICULOS SIMILARES QUE SUPONE LA CARGA DE UNA CAVIDAD DEL MOLDE CON UN PARISON Y EL SUMINISTRO DE INSERCIONES AL MOLDE PARA DEFINIR PARTES DE LA CAVIDAD, PARTICULARMENTE EN LAS ESQUINAS. SE INTRODUCE EN LOS CONDUCTOS AIRE A PRESION EN LAS SUPERFICIES EXTERIORES DE LAS INSERCIONES Y SE DESCARGA A TRAVES DE PEQUEÑOS ORIFICIOS DE DICHAS INSERCIONES CONTRA EL PARISON PARA GUIR Y LLEVAR TOTALMENTE A ESTE ULTIMO A LA CAVIDAD. PUEDE TAMBIEN APLICARSE UN VACIO AL EXTREMO DE LA CAVIDAD ALEJADO DEL PUNTO DE ENTRADA DEL PARISON PARA INTRODUCIR A ESTE DENTRO DEL MOLDE.
RECIPIENTE HUECO DE RESINA SINTETICA CON ASA Y METODO PARA MOLDEARLO.
(01/12/1992). Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., MIYAZAWA, YOSHIKI NISSEI ASB MACHINE CO., LTD., YOSHIZAWA, SHIGEO NISSEI ASB MACHINE CO., LTD.
SE DESCRIBE UN RECIPIENTE, COMO UNA BOTELLA DE RESINA SINTETICA, FORMADO POR MOLDEO Y ESTIRADO POR INSUFLACION DE AIRE COMPRIMIDO DE UN PARISON MOLDEADO POR INYECCION. EL RECIPIENTE TIENE UN CUERPO CUYO LADO LLEVA UN ASA OBTENIDA EN MOLDEO SECUNDARIO. SE DESCRIBE IGUALMENTE EL METODO PARA MOLDEAR UN RECIPIENTE HUECO CON ASA.
PROCEDIMIENTO PARA LA FABRICACION DE DEPOSITOS HUECOS DE MATERIAL SINTETICO.
(01/11/1992). Solicitante/s: HANSEN, BERND, DIPL.-ING.. Inventor/es: HANSEN, BERND, DIPL.-ING..
EN LA FABRICACION DE DEPOSITOS HUECOS DE MATERIAL SINTETICO A PARTIR DE DOS ZONAS DE UN MATERIAL DE PARTIDA EN FORMA DE CINTA, CADA UNA DE LAS CUALES, SOLDADAS ENTRE SI, FORMAN UNA PARTE DEL DEPOSITO O EL DEPOSITO ENTERO, OCURRE QUE, POR LO MENOS A LO LARGO DE UNA PARTE DEL CORDON DE SOLDADURA, EN UNA ZONA MARGINAL DE DESECHO FUERA DE ESTE CORDON, SE FORMA UN CUERPO HUECO COMO MINIMO, A PARTIR DE LOS RECORTES DE AMBAS ZONAS.
DISPOSITIVO PARA LA FABRICACION CONTINUA DE TUBOS CON PAREDES PERFILADAS TRANSVERSALES.
(16/06/1991). Solicitante/s: UNICOR GMBH RAHN PLASTMASCHINEN. Inventor/es: RAHN, HORST, GRULL, HELMUT.
EL INVENTO SE TRATA DE UN DISPOSITIVO PARA LA FABRICACION CONTINUA DE TUBOS CON PAREDES PERFILADAS TRANSVERSALES DE UN TRAMO DE TUBERIA DE PLASTICO TERMOPLASTICO, QUE TODAVIA EN ESTADO PLASTICO SALE DE UNA TOBERA DE LA EXTRUSION.
UN METODO PARA TRATAR ARTICULOS HUECOS, EN PARTICULAR PREFORMAS DE TEREFTALATO DE POLIETILENO.
(16/10/1989). Solicitante/s: COBARR S.P.A. Inventor/es: AL GHATTA, HUSSAIN, ALI, KASHIF.
UN METODO PARA TRATAR PREFORMAS Y BOTELLAS DE PET CONSISTE EN SOMETER LAS PREFORMAS, O LAS BOTELLAS, A UNA ATMOSFERA DE DIOXIDO DE CARBONO A UNA TEMPERATURA MAS ALTA QUE LA TEMPERATURA CRITICA DEL DIOXIDO DE CARBONO, UNA PRESION MAS ALTA QUE LA AMBIENTE Y DURANTE UN PERIODO DE TIEMPO AJUSTADO. EN GRAN MANERA EL TRATAMIENTO REDUCE LA CONCENTRACION DE ACETALDEHIDO EN LA CABEZA DE LAS BOTELLAS TRATADAS, O EN BOTELLAS OBTENIDAS A PARTIR DE DICHAS PREFORMAS TRATADAS POR SOPLADO, Y LA PERMEABILIDAD A GASES A TRAVES DE LAS PAREDES DE LAS BOTELLAS.
UN PROCEDIMIENTO DE PREPARAR RESINAS DE POLIESTER REFORZADAS CON FIBRAS DE VIDRIO, ADECUADAS PARA FABRICAR BOTELLAS U OTROS RECIPIENTES.
(16/12/1986). Solicitante/s: DUSE,DIEGO.
PROCEDIMIENTO DE PREPARAR RESINAS DE POLIESTER REFORZADAS CON FIBRA DE VIDRIO, ADECUADAS PARA FABRICAR BOTELLAS U OTROS RECIPIENTES. SE CARGA UNA TOLVA DE UN EXTRUSOR CON GLOBULOS SECOS DE RESINA DE POLIESTER DE ALTO PESO MOLECULAR, SE INTRODUCE DIRECTAMENTE EN LA BASE DE LA TOLVA, EN UN PUNTO INMEDIATAMENTE ANTES DE LA ENTRADA DE LOS GLOBULOS DE RESINA EN EL CUERPO CILINDRICO DEL EXTRUSOR, FIBRA DE VIDRIO CORTADA, SE CALIENTA LA TOLVA CARGADA PARA MANTENER LA FIBRA A 120JC APROXIMADAMENTE, SE AJUSTA EL CONTENIDO DE FIBRA DE VIDRIO EN LA MEZCLA A UN VALOR DE 0,3 A 5% EN PESO, Y SE HACEN PASAR CONJUNTAMENTE LA RESINA Y LA FIBRA DE VIDRIO MEZCLADAS AL EXTRUSOR PARA QUE SE INICIE ALLI EL PROCESO DE PLASTIFICACION DEL MATERIAL. EL PROCEDIMIENTO ES APLICABLE PARA FABRICAR RECIPIENTES CON RESISTENCIA MECANICA Y CON ESTABILIDAD TERMICA Y DIMENSIONAL A TEMPERATURAS Y PRESIONES ALTAS.
UN PROCEDIMIENTO PARA LA FORMACION DE UN NUEVO ARTICULO HORMADO HUECO DE COPOLIAMIDA.
(16/06/1986). Solicitante/s: MONSANTO COMPANY.
METODO DE PRODUCCION DE MATERIALES HOMADOS, HUECOS, DE COPOLIAMIDA. COMPRENDE LA POLIMERIZACION DE HEXAMETILEN-TEREFTALAMIDA Y HEXAMETILEN-ISOFTALAMIDA , CON UNA RELACION ENTRE EL ACIDO TEREFTALICO Y EL ACIDO ISOFTALICO COMPRENDIDA ENTRE 1:1 A 1,9:1, DE MODO QUE EL PRODUCTO FORMADO ESTA ORIENTADO BIAXIALMENTE; SEGUIDA DEL DESARROLLO DE LA COPOLIAMIDA ASI FORMADA EN UNA PREFORMA; Y MOLDEADO POR SOPLADO DE LA PREFORMA ASI OBTENIDA. ESTOS MATERIALES TIENEN APLICACIONES PARA EL EMPAQUETAMIENTO DE ALIMENTOS SENSIBLES A LAS CONDICIONES AMBIENTALES Y DE PRODUCTOS NO ALIMENTICIOS ALTAMENTE PERMEABLES.
UNA UNIDAD PARA PRODUCIR UN CUERPO HUECO POR EXTRUSION Y SOPLADO DE MATERIAL PLASTICO.
(16/05/1986). Solicitante/s: COLGATE-PALMOLIVE COMPANY.
UNIDAD PARA PRODUCIR UN CUERPO HUECO POR EXTRUSION Y SOPLADO DE MATERIAL PLASTICO. COMPRENDE: UN EXTRUSOR PROVISTO DE UN TORNILLO HORIZONTAL PARA PLASTIFICAR EL MATERIAL QUE ES INTRODUCIDO EN EL A TRAVES DE UNA TOLVA; DOS MATRICES DE EXTRUSION , DISPUESTAS VERTICALMENTE, Y ALIMENTADAS CON MATERIAL PLASTIFICADO POR EL EXTRUSOR; ELEMENTOS PARA INSUFLAR AIRE EN LOS PARISONES OBTENIDOS EN EL EXTREMO DE LAS MATRICES ; ELEMENTOS PARA CORTAR SUCESIVOS PARISONES; UN MOLDE PRINCIPAL FORMADO POR DOS SEMIMOLDES EN QUE ESTAN DEFINIDAS DOS SEMICAVIDADES; DOS TUBOS PARA INSUFLAR AIRE DENTRO DEL MOLDE ; UN DISPOSITIVO PARA DESPLAZAR EL MOLDE PRINCIPAL DESDE LAS MATRICES A LOS TUBOS DE INSUFLADO.
UN APARATO PARA MOLDEAR UN RECIPIENTE A PARTIR DE UN TUBO HUECO SEMIDERRETIDO DE MATERIAL TERMOPLASTICO.
(01/04/1986). Solicitante/s: THE COCA-COLA COMPANY.
APARATO PARA MOLDEAR UN RECIPIENTE A PARTIR DE UN TUBO HUECO SEMIDERRETIDO DE MATERIAL TERMOPLASTICO. SE COMPONE DE: UNAS PORCIONES DE MOLDE QUE CONTIENEN ABERTURAS DE CUELLO Y CAVIDADES DE MOLDE QUE TIENEN UNAS ABERTURAS DE CUELLO ; UN PAR DE CILINDROS DE AIRE QUE LLEVAN SOPORTES DE PISTON Y SE MONTAN EN LA PROLONGACION DEL MOLDE MEDIANTE DOS PARES DE ESCUADRAS Y Y UNAS BOQUILLAS DE ESPIGA DE SOPLADO QUE TIENEN PUNTAS QUE PENETRAN EN LAS ABERTURAS DE CUELLO , MANGUITOS CORTADORES ANULARES COOPERANDO CON LOS SALIENTES EXTERNOS DE LA CAVIDAD DE MOLDE, UNOS ACOPLAMIENTOS DE FLUJO DE SALIDA, DE FLUJO DE ENTRADA, DE PRESION Y UNAS SALIDAS DE EVACUACION DE FLUIDO.
UN METODO PARA PRODUCIR UN MIEMBRO AMORTIGUADOR NEUMATICO ELASTICO.
(01/04/1986). Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY.
METODO PARA PRODUCIR UN MIEMBRO AMORTIGUADOR NEUMATICO ELASTICO. COMPRENDE: A) REALIZAR UNA PREFORMA DE UN POLI(TEREFTALATO DE ETILENO) DE VISCOSIDAD INTRINSECA DE 0,72 A 1,04; B) CALENTAR LA PREFORMA A 85-100JC; C) MOLDEAR POR SOPLADO LA PREFORMA EN UN MOLDE DE SOPLADO COMPUESTO POR DOS MITADES (12 Y 13) HASTA QUE LA PREFORMA HACE CONTACTO CON LAS PAREDES DEL MOLDE Y TOMA LA FORMA DE MIEMBRO AMORTIGUADO NEUMATICO, DEBIENDO ESTIRAR EL POLIESTER UN MINIMO DE 2 A 3 VECES SUS DIMENSIONES ORIGINALES, TRES A CINCO VECES EN LA DIRECCION DE ZUNCHADO O CIRCUNFERENCIAL Y DOS A TRES VECES EN LA DIRECCION AXIAL.
UN METODO PARA PRODUCIR UN CUERPO HUECO POR EXTRUSION Y SOPLADO DE MATERIAL PLASTICO.
(01/05/1985). Solicitante/s: COLGATE-PALMOLIVE COMPANY.
UN METODO PARA PRODUCIR UN CUERPO HUECO POR LA EXTRUSION Y EL SOPLADO DE MATERIAL PLASTICO.COMPRENDE ALIMENTAR MATERIAL PLASTICO A UN EXTRUSOR Y UNA MATRIZ DE EXTRUSION EN LA SALIDA DE LA CUAL SE OBTIENE UN PARISON QUE PRODUCE DE FORMA APROXIMADA LA CONFIGURACION DEL CUERPO HUECO, E INSUFLAR AIRE EN EL PARISON, DESPUES DE INTRODUCIR ESTE PARISON EN UN MOLDE QUE TIENE UNA CAVIDAD CUYA CONFIGURACION CORRESPONDE A LA CONFIGURACION DEL CUERPO A MOLDEAR, EN QUE, CON EL MOLDE ABIERTO SE INSUFLA AIRE EN EL PARISON HASTA QUE SU LONGITUD ES IGUAL A LA LONGITUD DEL CUERPO HUECO DESEADO, LUEGO SE CORTA EL AIRE DE INSUFLADO PARA OBTENER UN PARISON DESINFLADO, SE CIERRA EL MOLDE Y SE INSUFLA AIRE A ALTA PRESION EN EL PARISON PARA OBTENER EL CUERPO MOLDEADO.
UN METODO PARA FORMAR UN CONJUNTO DE RETRETE.
(01/06/1979) Un método para formar un conjunto de retrete cuya limpieza se hace por medio de un chorro de agua que fluye por gravedad y que incluye una taza, un conducto de agua y un sifón moldeados por soplado de una sola pieza, caracterizado por las operaciones que consiste en: Situar una forma intermedia tubular hecha de material termoplástico entre dos secciones de molde de soplado; cerrar las secciones de molde de soplado sobre la forma intermedia y constituir una forma soplable que incluye unas porciones de forma intermedia destinadas a formar la taza, el sifón, y el conducto de agua mediante las operaciones que consisten en (a) encerrar una mayor parte de la forma intermedia en la parte principal en…
MEJORAS INTRODUCIDAS EN UN PROCEDIMIENTO PARA LA PREPARACION DE UNA MEZCLA DE ELASTOMEROS DE COPOLIESTER.
(16/11/1977). Solicitante/s: E.I. DU PONT DE NEMOURS AND CO..
Resumen no disponible.
PROCEDIMIENTO PARA LA PRODUCCION DE CUERPOS HUECOS ORIENTADOS DE MATERIA TERMOPLASTICA.
(01/12/1976). Solicitante/s: SOLVAY & CIE.
Resumen no disponible.
PROCEDIMIENTO DE PRODUCCION DE CUERPOS HUECOS ORIENTADOS DE MATERIA PLASTICA.
(01/11/1976). Solicitante/s: SOLVAY & CIE.
Resumen no disponible.
UN APARATO PARA TRANSFORMAR UN RECIPIENTE ENCAJABLE.
(16/02/1976). Solicitante/s: ILLINOIS TOOL WORKS INC..
Resumen no disponible.
UN PROCEDIMIENTO PARA LA PREPARACION DE UN ELASTOMERO DE COPOLIESTER TERMOPLASTICO SEGMENTADO.
(16/07/1975). Solicitante/s: E.I. DU PONT DE NEMOURS AND CO..
Resumen no disponible.
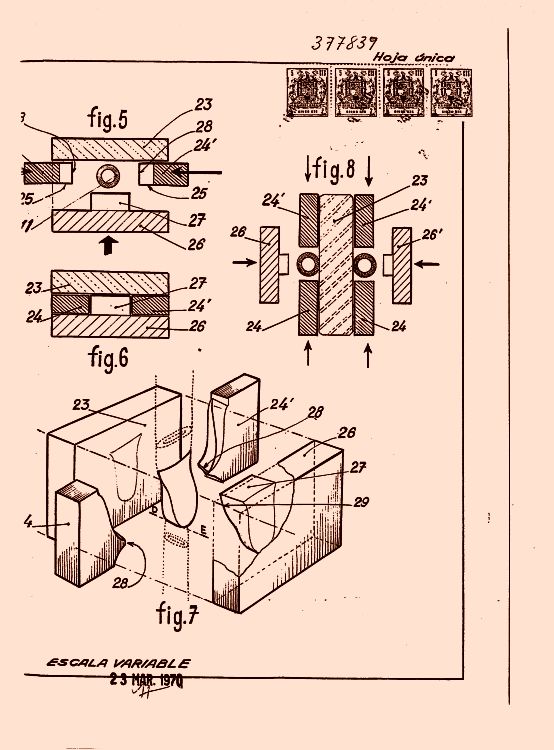
MEJORAS EN LOS SISTEMAS DE DISTRIBUCION DE MASAS EN EL MOLDEO POR SOPLADO.
(16/05/1972). Ver ilustración. Solicitante/s: ARNAU GARCIA,PEDRO.
Resumen no disponible.
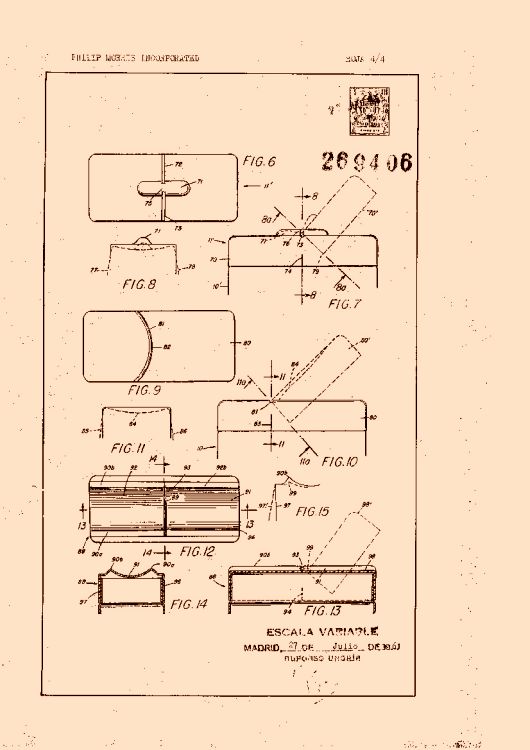
MEJORAS EN LA FABRICACIÓN DE ENVASES DE MATERIAL TERMOPLÁSTICO ESTIRADO PARA CIGARRILLOS.
(16/01/1962). Ver ilustración. Solicitante/s: PHILIP MORRIS INCORPORATED.
Resumen no disponible.
{kind=link}
{kind=link}