CIP-2021 : B29B 11/08 : Moldeo por inyección.
CIP-2021 › B › B29 › B29B › B29B 11/00 › B29B 11/08[2] › Moldeo por inyección.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS.
B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad).
B29B 11/08 · · Moldeo por inyección.
CIP2021: Invenciones publicadas en esta sección.
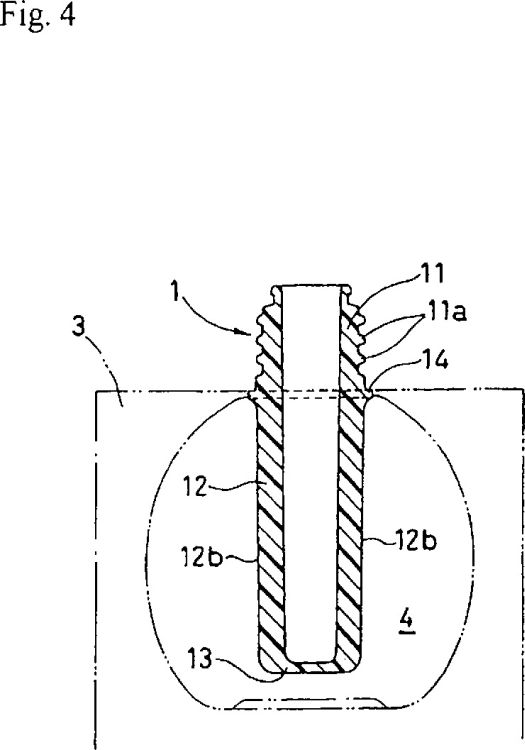
PREFORMA PARA ENVASE PLANO Y PEQUEÑO Y PROCEDIMIENTO DE FABRICACION DE DICHO ENVASE.
(14/12/2009). Ver ilustración. Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: TAKEDA,HIROSHI,C/O A.K. TECHNICAL LABORATORY INC.
Preforma para un envase plano y pequeño , preforma cuya sección transversal interior es totalmente redonda y limitada a un diámetro pequeño, teniendo la preforma una carcasa y un cuello , y teniendo el lado exterior de la carcasa de la preforma forma oval o habiéndose formado reduciendo el espesor de pared, por lo que se proporciona una diferencia en el espesor de pared entre los lados de la superficie delantera y trasera y los lados de la superficie derecha e izquierda de la carcasa, caracterizada porque la carcasa está formada escalonada hacia fuera en el punto de unión entre la carcasa y el cuello para tener un diámetro más grande que el del cuello y, al mismo tiempo, un escalonamiento hacia fuera en este punto de unión adopta la forma de disco bajo la parte de cuello.
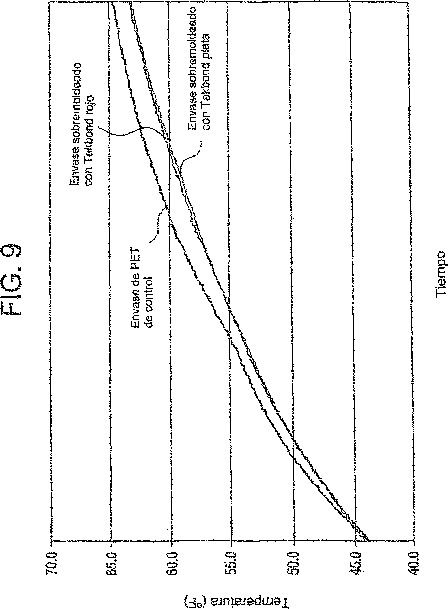
ENVASES SOBREMOLDEADOS Y METODOS DE FABRICACION.
(17/11/2009). Ver ilustración. Solicitante/s: THE COCA-COLA COMPANY
COLGATE-PALMOLIVE COMPANY. Inventor/es: SHI, YU, DURHAM,DANIEL,J, READDY,ROBERT,L.
Un método para hacer un envase sobremoldeado que comprende: proporcionar una preforma para un envase, que comprende un polímero termoplástico; sobremoldear (moldear encima) un material de sobremoldeo elastomérico sobre al menos una parte de la preforma, para formar una preforma sobremoldeada y moldear por soplado la preforma sobremoldeada , utilizando un procedimiento de moldeo por soplado y estirado, caracterizado porque el material de sobremoldeo se estira conservando la forma de la preforma con la misma para formar un envase sobremoldeado.
PARISON CUYO CUELLO ESTA CONSTITUIDO POR UN POLIESTER AROMATICO Y EN PARTICULAR UN POLIETILENO TEREFTALATO (PET), INCLUYENDO EL CUELLO UN ROSCADO QUE PRESENTA UN PERFIL DE SECCION LONGITUDINAL ASIMETRICA.
(01/09/2002). Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: HEBERT, ROLAND.
Un parison fabricado de una o más resinas termoplásticas y que incluye un cuello basado en un poliéster aromático, cuyo cuello está provisto con una rosca que no se ha estabilizado térmicamente, estando caracterizado el parison porque la rosca tiene un perfil en sección longitudinal que es asimétrico, haciendo posible por lo tanto obtener una rosca, cuyo perfil en sección longitudinal presenta simetría mejorada después de que el cuello se ha estabilizado térmicamente.
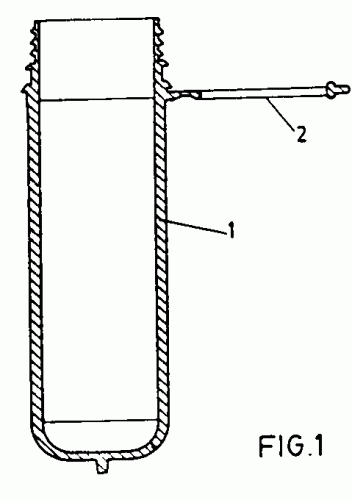
PREFORMA CON ASA INTEGRADA PARA ENVASES OBTENIDOS POR INYECCION SOPLADO O POR INYECCION Y SOPLADO BIORIENTADO.
(16/05/1999). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
CONSISTE EN UNA PREFORMA, DE LAS CONFORMADAS POR INYECCION EN MATERIAL PLASTICO O MATERIAL SIMILAR TRANSFORMABLE QUE TRAS SU EXPANSION POR SOPLADO CONFIGURAN UN ENVASE, Y QUE PRESENTA COMO PARTICULARIDAD LA INTEGRACION DEL ASA DEL ENVASE EN EL PROPIO CUERPO DE LA PREFORMA CONSTITUYENDO UN UNICO CONJUNTO DE UN MISMO MATERIAL, FACILITANTO EL PROCESO DE OBTENCION DEL ENVASE Y DE SU POSTERIOR RECICLADO. FIGURA 1.
PROCEDIMIENTO DE REFRIGERACION DE PREFORMAS DE CAPAS MULTIPLES.
(16/03/1999). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., KRISHNAKUMAR, SUPPAYAN M., COLLETTE, WAYNE N..
METODO DE FABRICACION DE PREFORMAS MULTICAPA RESISTENTES A LA DELAMINACION Y EN UN CICLO DE TIEMPO REDUCIDO. SE MOLDEA UN PRIMER CONJUNTO DE PREFORMAS EN UN PRIMER CONJUNTO DE NUCLEOS EN UN CONJUNTO ASOCIADO DE CAVIDADES DE MOLDEO; LOS NUCLEOS Y LAS PREFORMAS SE EXTRAEN DE LAS CAVIDADES LO MAS RAPIDO POSIBLE SIN DEFORMACION FISICA APRECIABLE DE LA PREFORMA. A CONTINUACION, LAS PREFORMAS SE ENFRIAN SOBRE LOS NUCLEOS, MIENTRAS SE SITUA UN SEGUNDO CONJUNTO DE NUCLEOS EN LAS CAVIDADES DE MOLDEO. EL ENFRIAMIENTO SOBRE LOS NUCLEOS EVITA LA DELAMINACION DE LAS CAPAS DE LA PREFORMA Y REDUCE EL TIEMPO DE ENFRIAMIENTO EN EL INTERIOR DEL MOLDE. LA PROVISION DE MULTIPLES CONJUNTOS DE NUCLEOS SOBRE UN REVOLVER ROTATIVO REDUCE EL CICLO DE TIEMPO RESPECTO A LA UTILIZACION DE TUBOS DE ENFRIAMIENTO ROBOTICOS EN EL ESTADO DE LA TECNICA ANTERIOR.
PROCEDIMIENTO DE FABRICACION DE UN TUBO DE PLASTICO.
(16/12/1998). Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN TUBO DE PLASTICO. EL CUERPO DEL TUBO TIENE UNA ABERTURA DE SALIDA MENOR EN DIAMETRO QUE EL PROPIO TUBO DEL CUERPO, ESTANDO PROVISTO CON UNA CAPERUZA QUE PUEDE SER COLOCADA SOBRE LA ABERTURA DE SALIDA PARA SU CIERRE. DE ACUERDO CON LA INVENCION EL CUERPO DEL TUBO Y LA CAPERUZA ESTAN CONECTADAS MEDIANTE UNA ARTICULACION Y ELABORADOS EN UNA ETAPA MEDIANTE MOLDEO DE INYECCION, SIENDO SOMETIDO EL CUERPO DEL TUBO A PROCESO POSTERIOR EN UNA SEGUNDA ETAPA PARA ALTERAR SU PERFIL.
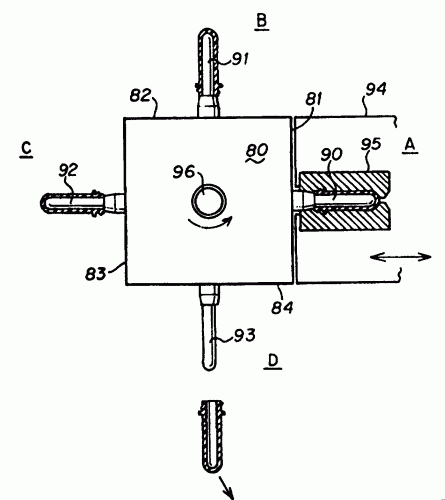
DISPOSICION DE COLECTOR DE MOLDE DE INYECCION.
(01/11/1996) SE HA DESCUBIERTO QUE CUANDO LAS PRE-FORMACIONES EN CAPAS SE ESTAN MOLDEANDO POR INYECCION, UTILIZANDO AL MENOS DOS MATERIALES, ES POSIBLE MANTENER LA MISMA PENDIENTE HORIZONTAL Y VERTICAL DE CAVIDADES ADYACENTES, COMO ES POSIBLE CUANDO CADA HUECO DE MOLDE SE ESTA LLENANDO CON UN UNICO MATERIAL. MAS ESPECIALMENTE, SE HA DESCUBIERTO QUE CUANDO EL PORCENTAJE DEL MATERIAL QUE SE VA A INYECTAR EN UNA CAVIDAD DE UN MOLDE ES RELATIVAMENTE ALTO, ES POSIBLE UTILIZAR UN UNICO CRISOL DE MEDICION PARA CUATRO HUECOS DE MOLDES ADYACENTES . POR OTRA PARTE, SI UNO DE LOS MATERIALES QUE SE VAN A INYECTAR DENTRO DE UNA CAVIDAD DE MOLDE CONSTITUYE UN PORCENTAJE RELATIVAMENTE BAJO DEL VOLUMEN DE UNA CAVIDAD DE MOLDE, SE HA DESCUBIERTO QUE UN PEQUEÑO CRISOL DE MEDICION…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO.
(01/10/1996) SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO, EN EL QUE UNA MASA DE PLASTICO PLASTIFICADA SE CONDUCE EN EL ESTADO PLASTIFICADO A UNA CAVIDAD DE MOLDEO ABIERTA DE UN MOLDE CONSTITUIDO POR SEMIMOLDE INFERIOR Y SEMIMOLDE SUPERIOR Y SE PRENSA DANDO FORMA MEDIANTE EL CIERRE DEL MOLDE , PRENSANDOSE LA MASA DE PLASTICO PLASTIFICADA DANDO FORMA CONTRA AL MENOS UNA TIRA DE MATERIAL DECORATIVO EMPOTRADA ENTRE LOS SEMIMOLDES . EL DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO ESTA CONFIGURADO CON UN MOLDE QUE COMPRENDE UN SEMIMOLDE INFERIOR Y UN SEMIMOLDE SUPERIOR , QUE SON MOVILES RELATIVAMENTE ENTRE SI, ASI COMO UNA CAVIDAD DE MOLDEO (CAVIDAD 4) CONFIGURADA ENTRE LOS SEMIMOLDES, CON UNA MAQUINA ELABORADA DE PLASTICO QUE PRESENTA…
{kind=link}
{kind=link}
{kind=link}
{kind=link}