CIP-2021 : B29C 49/04 : Moldeo por extrusión-soplado.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/04[2] › Moldeo por extrusión-soplado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/04 · · Moldeo por extrusión-soplado.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de un acumulador de calor.
(25/09/2013) Procedimiento para la fabricación de un acumulador de calor con un intercambiador de calor para mediosfluidos y con un depósito de plástico que rodea el intercambiador de calor ,
en el que el 5 intercambiador de calor presenta al menos una conexión para la entrada y/o salida de un mediofluido, en el que el intercambiador de calor es insertado en un molde de soplado o molde de rotación y esretenido en el molde de soplado o molde de rotación,
en el que el depósito de plástico que rodea el intercambiador de calor es fabricado o bien moldeado en elprocedimiento de moldeo por soplado o procedimiento de rotación, con la salvedad de que el conducto de conexióndel intercambiador de calor penetra o bien…
Procedimiento y dispositivo para la fabricación de envases de material termoplástico.
(21/08/2013) Procedimiento para la fabricación de envases de material termoplástico, en el que en un molde, cuyas partesmóviles del molde son móviles a una posición que abre el molde, se introduce una manguera de plásticoextruida , se cierran al menos las partes del molde que forman la transición de la parte principal del envase y el fondo del envase, en el que el fondo del envase se suelda, se ensancha la manguera a través de ungradiente de presión activo en ella y se apoya para la formación de la forma del envase en la pared de las partes delmolde y las partes del molde se mueven para el desmoldeo del envase formado a la posición que abreel molde,…
Cabezal extrusor así como procedimiento de extrusión.
(19/08/2013) Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un materialtermoplástico reblandecido, con por lo menos una banda de visualización de material traslúcido, que transcurre en ladirección de extrusión, con por lo menos dos vías de alimentación para la alimentación del material plastificadoprocedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera deintersticio anular dispuesta a continuación de la disposición de canales anulares, eventualmente estando intercalado unespacio acumulador anular, con por lo menos un orificio de canal de fluencia que desemboca…
Procedimiento para la producción de artículos huecos moldeados por soplado multicapa, y artículo hueco moldeado por soplado multicapa de este tipo.
(14/08/2013) Un artículo hueco moldeado por soplado multicapa hecho de polímeros termoplásticos y caracterizado por un diseño y/o efecto visual proporcionado por espirales o mechas de color, en donde al menos una capa es una capa continua con un grado de espesor uniforme, caracterizado por que al menos una capa es una capa discontinua con espesores circunferencial y longitudinal variables.
Máquina para moldeo por soplado de contenedores a partir de una forma preliminar usando una mesa giratoria que gira de manera continua.
(12/08/2013) Una máquina para recipientes de moldeo por soplado de una forma preliminar , comprendiendo la máquina:
una plataforma rotativa que gira continuamente alrededor de un eje de rotación en un círculo sin fin sin parar; una cabeza de flujo que forma y proporciona la forma preliminar y que está posicionada de manera fija en una primera estación de la máquina próxima a la mesa giratoria;
una pluralidad de moldes soportada por la mesa giratoria para posicionar cada uno de los moldes adyacentes a la cabeza de flujo a su vez, incluyendo cada molde porciones de molde (16a y 16b) que son móviles entre una configuración abierta para recibir la forma preliminar desde la cabeza de flujo y una configuración cerrada para moldear la forma preliminar, caracterizada porque la máquina comprende además un mecanismo de leva de temporización…
Método y dispositivo para la producción de un cuerpo hueco con disminución del consumo de aire.
(31/07/2013) Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado (2a), que presenta al menos las siguientes etapas:
i. Soplado previo de la pieza premoldeada por estiramiento y conducción de un primer medio al interior de la pieza premoldeada, que se almacena en un primer almacén de medios y que se expone a una presión p1;
ii. Soplado de terminación de la pieza premoldeada por la conducción de un segundo medio al interior de la pieza premoldeada, que se almacena en un segundo almacén de medios y cuya presión p2 es mayor que p1;
iii. Refrigeración del cuerpo hueco desde el interior por la entrada de un tercer medio, que se almacena en un tercer almacén de medios y cuya presión p3 es mayor que p2 y la marcación completa del cuerpo hueco…
Abertura de depósito de combustible.
(12/03/2013) Método de fabricación de un depósito de combustible, comprendiendo: proporcionar un parisón (P) caliente de unmaterial plástico dentro de un molde abierto ; cerrar el molde alrededor del parisón (P); perforar elparisón (P) con un primer cabezal perforador de una primera aguja en comunicación con un interior (I) delparisón (P); inyectar un gas a presión a través de la primera aguja en el interior (I) del parisón (P) paradesplazar el parisón (P) contra el molde para definir al menos parcialmente el depósito de combustible (T) ycaracterizado por: tras inyectar gas a través de la primera aguja dentro del parisón (P), perforar…
Botellas moldeadas por extrusión-soplado con rigidez y transparencia elevadas.
(05/09/2012) Composición de polipropileno que comprende un copolímero de propileno aleatorio (R-PP), un polipropileno dealta resistencia en fusión (HMS-PP) y un clarificador (C), en donde
(a) el copolímero de propileno aleatorio (R-PP) comprende unidades obtenidas a partir de propileno y porlo menos otra α-olefina C2 a C20,
(b) opcionalmente el polipropileno de alta resistencia en fusión (HMS-PP) tiene un índice de ramificación10 g' menor que 1,0,
(c) el clarificador (C) comprende por lo menos un agente α-nucleante (N), y
(d) la composición de polipropileno tiene un MFR2 (230 ºC) en el intervalo de entre 2,0 y 6,0 g/10 minutos,en donde además el(los) agente(s) α-nucleante(s) (N) se seleccionan del grupo consistente en
(i) benzoato de sodio, y tert-butilbenzoato de aluminio, y
(ii) dibencilidensorbitol y derivados de…
Botella de camuflaje moldeada por soplado.
(01/08/2012) Una botella que comprende una pared formada con una primera capa transparente no alveolar más externa y debajo de una segunda capa de regiones alveolares distribuidas de manera poco uniforme, lo que creaun aspecto de camuflaje.
Recipiente para líquidos de infusión.
(21/05/2012) Recipiente moldeado que se sostiene por sí mismo para líquidos de infusión, que comprende paredes que forman un fondo de apoyo plano , que permite colocación en vertical del recipiente, y un sector de hombro que se integra en un sector de cuello , estando formadas en las paredes del fondo de apoyo y/o del sector de hombro formadas unas líneas de plegado (BL) dispuestas y realizadas de manera que éstas en la extracción no aireada de líquido del recipiente , producen un aplanamiento del sector que presenta las líneas de plegado, caracterizado porque en el fondo de apoyo se encuentra realizada sobre el fondo de apoyo…
Máquina de moldeo por soplado para fabricar piezas y envases termoplásticos.
(16/05/2012) Máquina de moldeo por soplado para fabricar piezas y envases termoplásticos que comprende un conjunto de extrusión y un conjunto de moldeo por soplado , en la que dicho conjunto de moldeo por soplado se acopla al conjunto de extrusión , estando compuesto dicho conjunto de extrusión por al menos un tren de extrusión convencional, y constando dicho conjunto de moldeo por soplado de al menos un cabezal de extrusión , al menos una estación de soplado y al menos una estación de moldeo , caracterizada en que el conjunto de moldeo por soplado consta de dos o más líneas de moldeado en una única estación de moldeo, en la que cada uno de las líneas de moldeado dispone el uso de un molde con varias cavidades ; dicho cabezal de extrusión consta de al menos dos líneas de estirado…
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN ENVASE O BOTELLA DE PLÁSTICO POR SOPLADO, BOTELLA O ENVASE OBTENIDO Y MÁQUINA.
(12/04/2012) Comprende: una primera fase en la que unos medios dosificadores dosifican unas determinadas cantidades de al menos dos materiales termoplsticos en el interior de una cmara , caracterizado porque dichos materiales termoplsticos son compatibles entre s y de diferente densidad entre s, y porque comprende: una segunda fase en la que dichos materiales termoplsticos , merced a unos medios empujadores son transportados a una cmara calefactada donde se calientan hasta alcanzar una determinada temperatura, una tercera fase en la que dichos materiales termoplsticos calentados se hacen pasar por un medio plastificador …
ARTÍCULOS DE POLIETILENO DE PESO MOLECULAR ULTRA-ELEVADO Y MÉTODO DE FABRICACIÓN.
(14/03/2012) Un artículo de fabricación que comprende
un polietileno de peso molecular ultra-elevado (UHMWPE) mezclado con un aceite de procesado y un lubricante que se escoge entre el grupo que consiste en ésteres de ácido graso, ésteres de ácido graso etoxilados, ésteres de glicol, ésteres de PEG, ésteres de glicerol, ésteres etoxilados, ésteres de sorbitol, ésteres de sorbitol etoxilados, etoxilatos aromáticos, etoxilatos de alcohol, etoxilatos de mercaptano, etoxilatos modificados, tensioactivos de amida, ésteres de fosfato, ésteres de fosfonato, ésteres de fosfito, sulfatos de alquilo, éteres de ácido graso, sulfatos de éter de alquilo, sulfatos de éter de alquilarilo, sulfonatos de naftaleno, sulfosuccinatos, ésteres sulfonados, amidas sulfonadas, carboxilatos de éter de alquilo, carboxilatos de éter de alquilarilo,…
OBJETOS MUTICAPA Y PROCEDIMIENTO DE REALIZACION.
(12/04/2010) Procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución, comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor medio E y de altura H; procedimiento que consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; formando la dosis un cuerpo de revolución alrededor de un eje de simetría; consistiendo la dosis en un apilamiento radial de varias capas de las cuales por lo menos una es una fina capa funcional, siendo el diámetro exterior de dicha dosis sustancialmente igual a D; siendo la dirección de compresión paralela al eje de…
METODO Y DISPOSITIVO PARA LA PRODUCCION DE CUERPOS HUECOS.
(08/04/2010) Método para la producción de cuerpos huecos, particularmente de botellas de plástico, en el que se introduce por un cabezal extrusor en un ciclo que se puede predefinir una sección de un tubo flexible de plástico (T) en una cavidad de una disposición de útiles de moldeo por soplado , se infla el tubo flexible de plástico (T) por sobrepresión de acuerdo con la cavidad de molde de soplado y se desmoldea el cuerpo hueco (B), en el que el tubo flexible de plástico (T) se sujeta de forma continua durante todo un ciclo de extrusión y soplado en lados opuestos entre sí de la disposición de útiles de moldeo por soplado y se separa en el lado alejado del cabezal extrusor de la disposición de útiles de moldeo por soplado , caracterizado porque el tubo flexible de plástico…
PELICULAS ALVEOLARES DE RESINA DE POLIESTER MOLDEADOS POR SOPLADO.
(16/03/2007). Solicitante/s: SINCO RICERCHE S.P.A.. Inventor/es: SEVERINI, TONINO, AL GHATTA, HUSSEIN.
Una película alveolar de resina de poliéster so- plada obtenida por moldeo por soplado de una lámina tubular alveolar a la salida de un extrusor formador de alvéolos y caracterizada porque dicha resina de poliéster es aromática y tiene una resistencia en fundido mayor de 10 cN a 280ºC.
METODO Y APARATO DE MOLDEO POR SOPLADO DE TIPO LANZADERA.
(16/07/2006) Aparato para moldear por soplado recipientes a partir de un material termoplástico, comprendiendo dicho aparato: un extrusor para extrudir continuamente al menos un tubo (T1, T2) del material termoplástico hacia abajo a lo largo de un eje vertical, un primer conjunto de molde, teniendo dicho primer conjunto de molde un primer conjunto de mitades (14a, 14b) de molde que se abren y cierren una en relación con la otra para definir, cuando están cerradas, una primera cavidad de molde; un segundo conjunto de molde, teniendo dicho segundo conjunto de molde un segundo conjunto de mitades (16a, 16b) de molde que se abren y cierran una en relación con la otra para definir, cuando están cerradas, una segunda cavidad de molde; medios para…
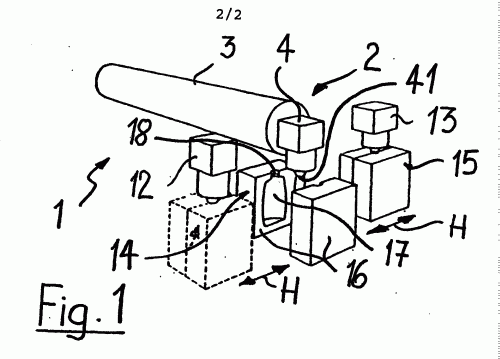
DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO EN UN PROCEDIMIENTO DE MOLDEADO POR EXTRUSION Y SOPLADO.
(01/02/2006). Ver ilustración. Solicitante/s: SOPLAR SA. Inventor/es: MESSNER, WOLFGANG.
Un compuesto elastomérico vulcanizable con azufre obtenible mediante un procedimiento que comprende las etapas de: (a) mezcla conjunta a una temperatura de 155°C a 200°C, en ausencia de azufre y agentes vulcanizantes añadidos de (i) un elastómero que opcionalmente tiene un grupo alcoxisilano terminal, (ii) un agente de relleno reforzante que comprende sílice o una de sus mezclas con negro de carbono, (iii) del 0,1% al 20% en peso, en relación a la sílice, de un alquilalcoxisilano, y (iv) del 0,0001% al 3% en peso, en relación a la sílice, de un mercaptosilano, en la que la relación del mercaptosilano al alquilalcoxisilano es un máximo de 0,14:1; (b) dejar enfriar la preparación por debajo de la temperatura de mezcla; y (c) mezcla de la preparación obtenida en la etapa (b), a una temperatura inferior a la temperatura de vulcanización, con un agente vulcanizante y una cantidad eficaz de azufre para conseguir una vulcanización satisfactoria. .
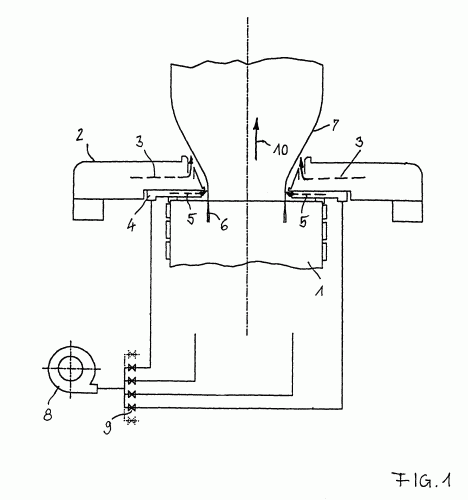
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN RECIPIENTE DE GRAN VOLUMEN.
(16/06/2005). Ver ilustración. Solicitante/s: RICHTER, GUNTHER. Inventor/es: RICHTER, GUNTHER.
Procedimiento para fabricar un recipiente de gran volumen en forma de taza o cubeta, de material sintético termoplástico, en el que una preforma en forma de manguera, de material sintético compacto, se extruye a una longitud predeterminada, en el que la preforma extruída se ensancha primero una medida predeterminada, a continuación un núcleo se mueve desde abajo dentro de la preforma ensanchada, a continuación, la preforma ensanchada se deforma en su extremo inferior libre de forma estanca contra el núcleo , con lo que se moldea la abertura del recipiente, correspondiéndose la superficie de abertura aproximadamente con la superficie de la sección transversal del recipiente, y en el que, a continuación, se moldea la preforma mediante aire de moldeo como recipiente.
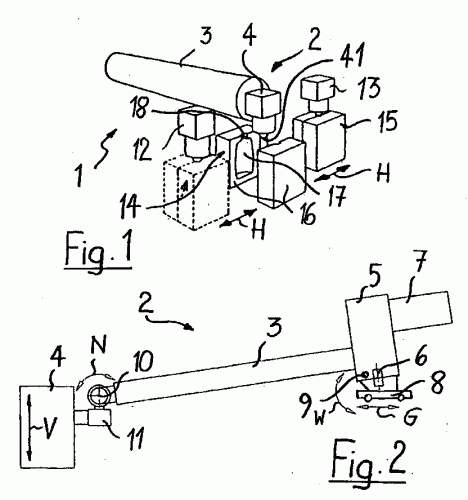
CABEZAL DE EXTRUSION PARA LA FABRICACION DE UN TRAMO DE PLASTICO EN FORMA DE MANGUITO O TUBO.
(16/03/2005). Ver ilustración. Solicitante/s: SOPLAR SA. Inventor/es: MESSNER, WOLFGANG.
Cabezal de extrusión para la fabricación de un tramo de plástico en forma de manguito o tubo, que puede unirse con la salida de una extrusionadora y presenta una herramienta de tobera , que comprende un núcleo y un anillo de tobera , que limitan una holgura de abertura , cuya anchura de abertura puede modificarse mediante un movimiento axial relativo (A, B) que puede controlarse a través de un dispositivo de ajuste entre el núcleo y el anillo de tobera , caracterizado porque el cabezal de extrusión comprende una pieza de suspensión y una pieza de extrusión unida a ésta de forma que puede liberarse, que presenta todas las conexiones y canales de circulación para la masa de plástico que debe extrusionarse y está equipada con la herramienta de tobera , y el dispositivo de ajuste está dispuesto en la pieza de suspensión y puede unirse de forma liberable con el mandril o el anillo de tobera.
PROCEDIMIENTO Y DISPOSITIVO PARA EL CONTROL Y REGULACION DEL PERFIL DE ESPESOR DURANTE LA FABRICACION DE LAMINAS SOPLADAS.
(16/03/2005). Ver ilustración. Solicitante/s: KDESIGN GMBH. Inventor/es: RUDOLF,HANS-JOACHIM.
Procedimiento y dispositivo para el control y regulación del perfil de espesor durante la fabricación de láminas sopladas mediante un extrusor de láminas sopladas dotado con un cabezal de soplado, un anillo refrigerador principal y un anillo refrigerador adicional, dispuesto fuera del anillo refrigerador principal, para un suministro de corrientes de aire adicionales separadas, en el que mediante una instalación de medición y regulación se explora el espesor de la lámina en la lámina soplada, por encima de un límite de fraguado, en diferentes zonas perimétricas y las corrientes de aire adicionales se regulan dependiendo de los espesores de lámina medidos, siendo suministradas las corrientes de aire adicionales en la dirección de producción antes del anillo refrigerador principal.
METODO PARA PRODUCIR UN RECIPIENTE DE ENVASE.
(01/11/2004). Ver ilustración. Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: HERMODSSON, GIRAN.
Un método para producir un recipiente de envase para contenidos líquidos que comprende una envuelta y una porción superior que tiene un cuello y una porción cilíndrica , en el que la envuelta se forma por enrollamiento de un material multicapa con forma de banda en forma de manguito, después de lo cual los bordes de material son obturados o soldados unos con otros en una juntura estanca a los líquidos que se extiende a lo largo del manguito, se produce la porción superior, se extruye el material termoplástico para la formación de una manga , se somete la manga a moldeo por soplado y se forman cierto número de porciones superiores continuas que son mutuamente unidas alternativamente con los cuellos y con las porciones cilíndricas unas con otras, se dividen las porciones superiores en porciones superiores individuales , y se une el extremo superior de la envuelta de una manera estanca a los líquidos al extremo inferior de una porción superior individual.
MAQUINA DE EXTRUSION-SOPLADO MODULAR.
(16/10/2004) 1. "Máquina de extrusión-soplado modular" destinada a la fabricación de piezas de material plástico que comprende una extrusora , un robot para la manipulación del producto extraído de la extrusora y por lo menos un par de moldes con un dispositivo de soplado para la obtención del producto final conformado entre los cuales se halla dicho robot , caracterizada por el hecho de que la extrusora , el robot y por lo menos los dos moldes están dispuestos en bancadas o módulos independientes entre sí, incluyendo medios de unión entre dichas bancadas formando un conjunto modular separable. 2. "Máquina de extrusión-soplado modular" según la…
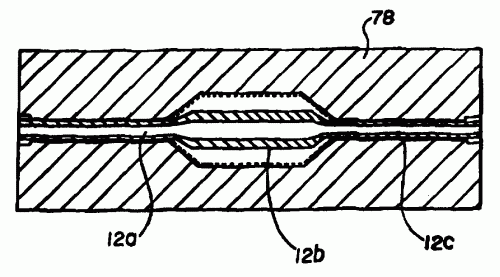
PROCEDIMIENTO PARA LA FABRICACION DE UN FORRO DE CUBIERTA PARA EL PANEL DE INSTRUMENTOS DE UN VEHICULO DE MOTOR.
(16/05/2004). Solicitante/s: KAUTEX TEXTRON GMBH & CO. KG.. Inventor/es: MOITZHEIM, JURGEN, HANSEL, BRUNO.
Fabricación de una capa para la guarnición de un panel de instrumentos de vehículo mediante moldeado por extrusión de poliuretano termoplástico con o sin una capa de respaldo de espuma. Una longitud de proforma se extruye en poliuretano termoplástico (TPU) y seguidamente se infla en un molde de soplado (18a,18b) usando presión interna. El moldeado resultante se divide después en dos componentes.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES MOLDEADOS POR EXTRUSION Y SOPLADO, CON AL MENOS DOS CAMARAS.
(16/11/2003) Procedimiento para la fabricación de recipientes , en el que se extruyen hacia el interior de un molde de soplado abierto una manga o tubo flexible de material sintético plastificado y por lo menos una pared de separación formada a partir del material sintético y que se extiende continuamente a través del interior de la manga , luego se cierra el molde de soplado y se ensancha la manga mediante la formación de un gradiente de presión que actúa sobre la manga, y para la formación del recipiente se apoya el molde de soplado contra la pared que proporciona la forma, realizándose el ensanchamiento de la manga mediante la alimentación de aire por soplado desde el molde de soplado cerrado, situado en el lado opuesto al fondo del recipiente…
DISPOSITIVO PARA FABRICAR RECIPIENTES CON POR LO MENOS DOS CAMARAS MOLDEADOS POR EXTRUSION Y SOPLADO.
(01/07/2003) Dispositivo para fabricar recipientes , cuyo espacio interior está dividido en cámaras independientes del recipiente por medio de al menos una pared de separación , con un dispositivo de extrusión para extruir un tubo flexible a partir de un material sintético plastificado desde la hendidura anular situada entre un anillo exterior de la tobera y un núcleo interior de la tobera, que tiene un elemento de guía para material plástico derivado de la hendidura anular , así como por lo menos una hendidura de salida situada en su extremo final, desde la cual sale el material plástico derivado como pared de separación , que se extiende en forma…
PROCEDIMIENTO PARA PRODUCIR CUERPOS HUECOS DE PLASTICO ESPUMADO.
(16/06/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR CUERPOS HUECOS DE PLASTICO, ESPUMOSOS, HECHOS DE POLIETILENO O POLIPROPILENO, EN UN PROCEDIMIENTO DE MOLDEO POR SOPLADO Y EXTRUSION, QUE UTILIZA UN EXTRUSOR DE TORNILLO SIN FIN Y UNA HERRAMIENTA DE SOPLADO. EL MATERIAL PLASTICO SE ESPUMA POR MEDIO DE UN AGENTE QUIMICO DE EXPANSION Y UN PRE-MOLDE TUBULAR COMPUESTO POR ESTE MATERIAL PLASTICO ESPUMADO SE SOPLA EN LA HERRAMIENTA DE SOPLADO. EL PROCEDIMIENTO SE CARACTERIZA POR EL HECHO DE QUE LA HERRAMIENTA DE SOPLADO TIENE UNA TEMPERATURA SUPERFICIAL DE AL MENOS 35 C, PORQUE EL AGENTE DE EXPANSION QUE SUFRE DESCOMPOSICION ENDOTERMICA CON EFECTO…
PROCEDIMIENTO Y DISPOSITIVO PARA LA MODIFICACION DE LA CORRIENTE VOLUMETRICA DE UN VENTILADOR.
(16/06/2003). Solicitante/s: FISCHER-W. MULLER BLASFORMTECHNIK GMBH. Inventor/es: KUPPER, RUDOLF, MULLER, HUBERT, DR., WILLACH, HEINZ-HUGO.
Procedimiento para la modificación de la corriente volumétrica de un ventilador durante la fabricación de artículos moldeados por soplado, por aspiración en una máquina de moldeo por soplado, por aspiración a cuyos semiútiles es alimentada la pieza moldeada en bruto de forma tubular constituida de material termoplástico desde un cabezal de extrusión directamente o bajo la intercalación de un alimentador de tubo flexible, caracterizado porque la corriente volumétrica es controlada en función de la velocidad de alimentación de tubo flexible con un órgano de ajuste regulado a través de la variación de la sección transversal libre de paso de aire en el canal de aspiración.
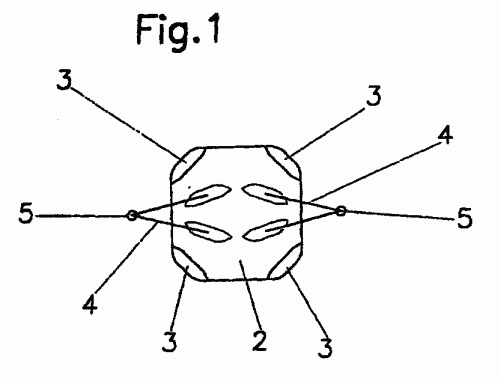
RECIPIENTE PARA PRODUCTOS LIQUIDOS.
(16/01/2002). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: BONIFACI, LUIGI, LOFFREDO, ARTURO.
ESTA INVENCION SE REFIERE A UN CONTENEDOR PARA PRODUCTOS LIQUIDOS QUE CONSTA DE UNA PARED DE BASE Y UNA PARED LATERAL , POR LO QUE DICHO CONTENEDOR MEJORA LA RESISTENCIA DE SU PARED LATERAL PARA LA CARGA SUPERIOR Y EL BOMBEO INTERIOR. ESTA MEJORA SE CONSIGUE MEDIANTE UN REBORDE DE REFUERZO . ASI DICHO REBORDE DE REFUERZO ES CAPAZ DE REDUCIR LA CANTIDAD DE BOMBEO INTERIOR Y DE MEJORAR LA RESISTENCIA A LA CARGA SUPERIOR, POR LO QUE SE REDUCE EL RIESGO DE QUE PUEDA QUEBRARSE DICHA PARED LATERAL.
PROCEDIMIENTO PARA EL MOLDEADO POR EXTRUSION Y SOPLADO DE PIEZAS HUECAS DE MATERIAL SINTETICO TERMOPLASTICO.
(16/12/2001) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA MOLDEADO DE SOPLADO DE EXTRUSION DE CUERPOS HUECOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO, EN DONDE LA PIEZA MOLDEADA EN BRUTO EN FORMA DE TUBO FLEXIBLE SE EXTRUSIONA POR MEDIO DE UN EXTRUSIONADOR DE TORNILLO SINFIN Y EN ETAPAS DE TRABAJO SIGUIENTES SE ELABORA LA PIEZA EN BRUTO EXTRUSIONADA EN UN MOLDE DE SOPLADO PARA LA OBTENCION DE UN CUERPO HUECO, QUE CONFIGURA DE FORMA DEFINITIVA POSTERIORMENTE EL CUERPO HUECO Y SIENDO ELIMINADOS LOS DESPERDICIOS ADHERIDOS. DE ACUERDO CON LA INVENCION SE MIDEN EN CADA PIEZA MOLDEADA EN BRUTO LOS TIEMPOS (T{VFL} DE EXTRUSION…
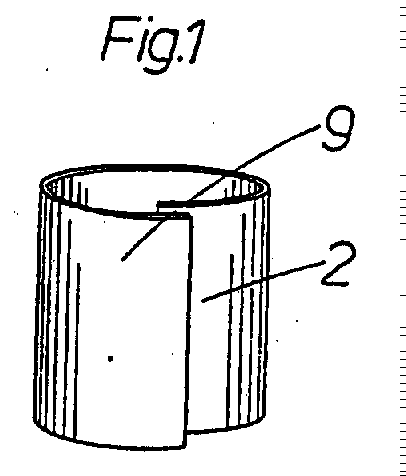
MANGUITO PROTECTOR MEJORADO Y PROCEDIMIENTO PARA LA FABRICACION DE DICHO MANGUITO.
(01/06/2001) UN PRODUCTO MOLDEADO POR SOPLADO, QUE ES GENERALMENTE TUBULAR, TIENE PRIMER Y SEGUNDO EXTREMOS ABIERTOS Y, UN TRAMO DE FUELLE INTERMEDIO A DICHOS PRIMER Y SEGUNDO EXTREMOS , DE MANERA QUE DICHO PRODUCTO ES FLEXIBLE, TIENE UN FALDON CONTIGUO A UNO DE DICHOS PRIMER Y SEGUNDO EXTREMOS . EL TRAMO DE FUELLE SE CONFORMA EN UNA OPERACION DE MOLDEO POR SOPLADO, Y EL TRAMO DE FALDON SE CONFORMA MEDIANTE MOLDEO POR COMPRESION. UNA REALIZACION PREFERIDA DEL PRODUCTO TIENE UNA NERVADURA QUE SE EXTIENDE INTERNAMENTE A LA PARED DEL TRAMO MOLDEADO POR SOPLADO, PARA REFORZAR LA ZONA DE TRANSICION ENTRE EL TRAMO DE FUELLE Y EL TRAMO DE FALDON , EL TRAMO POR COMPRESION. LAS ETAPAS DE CONFINAR UN PARISON EN UN MOLDE ,…
PROCEDIMIENTO DE FORMACION DE BALON MEDIANTE ESTRECHAMIENTO POR ESTIRADO EN FRIO.
(16/03/2001). Ver ilustración. Solicitante/s: SCIMED LIFE SYSTEMS, INC.. Inventor/es: WANG, LIXIAO, CHEN, JIANHUA, LEE, NAO, HORN, DANIEL, J.
METODO PARA FORMAR UN BALON PARA UN CATETER DE DILATACION QUE COMPRENDE LAS ETAPAS DE EXTRUSION DE UN SEGMENTO DE MATERIAL TERMOPLASTICO, MANTENIENDO LA PORCION CENTRAL A UNA TEMPERATURA INFERIOR A LA TRANSICION DE VIDRIO DEL MATERIAL TERMOPLASTICO, ESTIRANDO EL SEGMENTO HASTA UNA LONGITUD PREDETERMINADA, DONDE DESPUES DEL ESTIRAMIENTO EL GROSOR DE LA PARED DE LA PORCION CENTRAL NO VARIA DE MANERA APRECIABLE, Y EXPANDIENDO EL SEGMENTO EN UN MOLDE PARA PRODUCIR EL BALON.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}