CIP-2021 : B21J 5/00 : Métodos para forjar, martillar o prensar (para trabajar las chapas,
tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
CIP-2021 › B › B21 › B21J › B21J 5/00[m] › Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
Notas[t] desde B21 hasta B32: CONFORMACION
B21J 5/02 · Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
B21J 5/04 · por aplicación directa de una presión de fluido o por explosión.
B21J 5/06 · para efectuar operaciones particulares.
B21J 5/08 · · Forjado por recalcado.
B21J 5/10 · · Perforado de paquetes para laminar (en combinación con la extrusión B21C 23/00).
B21J 5/12 · · Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
CIP2021: Invenciones publicadas en esta sección.
Método de construir y forjar para preparar piezas forjadas homogéneas.
(25/12/2019) Un método de construir y forjar para preparar piezas forjadas homogéneas, en donde:
en primer lugar, preparar palanquillas preformadas; recortar una pluralidad de palanquillas de colada continua para tener ciertos tamaños, fresar y alisar las superficies de las palanquillas a ser soldadas mediante una fresadora-cepilladora, ejecutar una operación de limpieza con plasma al vacío a las superficies a ser soldadas, apilar la pluralidad de palanquillas y sellar en su contorno las superficies a ser soldadas en una cámara de vacío mediante soldeo por haz de electrones;
entonces, soldar con forja y homogeneizar las palanquillas preformadas; calentar las palanquillas preformadas hasta una temperatura determinada en un horno de calentamiento y sacar del…
Procedimiento de fabricación de núcleo de sal por compactación isostática para unas piezas que implementan unas operaciones sucesivas de fundición y de forjadura.
(02/05/2018). Solicitante/s: SAINT JEAN INDUSTRIES. Inventor/es: EPALE,ROMAIN.
Procedimiento de fabricación de una pieza de aluminio, aleación de aluminio o aleación ligera, comprendiendo el procedimiento las siguientes etapas:
- fabricar un núcleo de polvo de sal,
- introducir el núcleo obtenido con las formas deseadas en un molde de fundición para realizar la forma que hay que obtener,
- realizar una preforma de fundición que consta del núcleo de polvo de sal, por vertido de fundición,
- forjar dicha preforma con su núcleo con vistas a la obtención de la forma final de la pieza que hay que obtener,
- evacuar el núcleo,
estando el procedimiento caracterizado por que el núcleo experimenta para su conformación una operación de compresión isostática del polvo de sal,
y por que dicha preforma con su núcleo se forja a una presión comprendida entre 600 y 700 MPa.
PDF original: ES-2675808_T3.pdf
Un método para la fabricación de ejes huecos.
(21/02/2018) Un método para fabricar ejes huecos a partir de un objeto de entrada para uso en las cajas de engranajes de aplicaciones de energía eólica, caracterizado porque dicho método comprende los pasos de optimización próxima a la forma final mediante forjado seguido del mecanizado y el alivio de tensión, dicho objeto de entrada es un tocho de concast o lingote, dicha fundición de concast o dicho lingote es redondo o poligonal en sección transversal, en donde dicho paso de optimización próxima a la forma final comprende los pasos de:
a. calentar dicho tocho o lingote en un horno
b. primer recalcado de dicho tocho o lingote a una altura intermedia
c. dibujar el tocho moldeado o lingote alterado a un diámetro intermedio
d. proporcionar calentamiento de refuerzo al tocho…
Procedimiento de fabricación de levas con estructura de grano submicrométrica y/o nanométrica y sección transversal maciza.
(08/05/2017) Procedimiento de fabricación de levas con estructura de grano submicrométrica y/o nanométrica y sección transversal maciza.
La presente invención se refiere a un procedimiento de fabricación de levas de sección transversal maciza con estructura de grano submicrométrica y/o nanométrica que comprende el procesado de preformas de un material de partida mediante deformación plástica severa (SPD) por extrusión en canal angular (ECAP), y el posterior forjado isotérmico de dicha preforma procesada, mediante la aplicación de una matriz de estampación de forjado configurada para aplicar una determinada geometría a la preforma mediante su forjado. Las levas obtenidas mediante el procedimiento de la invención presentan propiedades mecánicas mejoradas en cuanto a mayor resistencia, dureza o tenacidad, así como propiedades funcionales mejoradas,…
Un husillo de válvula de escape para un motor de combustión interna y método para su fabricación.
(03/05/2017). Solicitante/s: MAN DIESEL & TURBO, FILIAL AF MAN DIESEL & TURBO SE, TYSKLAND. Inventor/es: HOEG, HARRO, ANDREAS.
Un husillo de válvula de escape para un motor de combustión interna, en particular, un motor de cruceta de dos tiempos, cuyo husillo de válvula de escape comprende una cabeza de válvula con una parte de base de un acero aleado, y un revestimiento externo que forma la superficie del husillo de la válvula hacia una cámara de combustión, cuyo revestimiento externo se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa coherente, caracterizado por que, al menos en la zona de transición hacia la parte de base, las partículas del material particulado del revestimiento externo se han deformado hasta formas ovaladas o alargadas debido al esfuerzo de cizalla provocado al forjar el revestimiento externo y la parte de base, y por qué el revestimiento externo forjado tiene una densidad de al menos 98,0 %.
PDF original: ES-2651311_T3.pdf
Procedimiento de fabricación de piezas metálicas o de material compuesto de matriz metálica resultantes de la fabricación aditiva seguida de una operación de forjado de dichas piezas.
(08/03/2017). Solicitante/s: SAINT JEAN INDUSTRIES. Inventor/es: PERRIER, FREDERIC, DI SERIO,EMILE THOMAS, DUPERRAY,LIONEL, DESRAYAUD,CHRISTOPHE.
Procedimiento de fabricación de una pieza de aleación metálica o de material compuesto de materia metálica, según el cual:
- se realiza una preforma por fabricación aditiva por añadido de material por apilamiento de capas sucesivas,
- se somete la preforma a una operación de forjado en una sola etapa entre dos matrices de cara a la obtención de la forma final de la pieza que se va a obtener,
caracterizado por que la preforma contiene zonas en donde el polvo no está soldado o parcialmente consolidado.
PDF original: ES-2668373_T3.pdf
Método para la fabricación de una parte de bola, así como una parte de bola.
(02/11/2016). Solicitante/s: TERWA B.V. Inventor/es: SOM,MICHIEL, NICA,GHEORGHE, BUZDUGAN,DANIEL, PINTILIE,IOAN.
Método para la fabricación de una parte de bola , que comprende una bola , una parte de conexión y una parte de fijación , de un gancho de remolque para un vehículo , que comprende proporcionar una parte de material y modelarla mediante forjado, caracterizado por el hecho de que la forma en sección transversal de la parte de material corresponde a la forma en sección transversal de la parte de conexión , y el volumen de la parte de material se elige dependiendo de la forma de realización de la parte de fijación y la parte de conexión , y el modelado por forjado comprende solamente el forjado del extremo de la parte de fijación que está apartado de la bola.
PDF original: ES-2609775_T3.pdf
Procedimiento de revestimiento de matriz de forjado en la implementación de piezas obtenidas por dos operaciones sucesivas de colado de fundición y de forjado.
(22/01/2016). Solicitante/s: SAINT JEAN INDUSTRIES. Inventor/es: DI SERIO, EMILE, SOUBRAS,FABIEN.
Procedimiento que consiste en el colado en fundición de una preforma según unas formas de dimensiones deseadas, en la transferencia de dicha preforma de fundición en un horno túnel, luego en una operación de precalentamiento a una temperatura del orden de 400 a 500°, en la transferencia de la preforma de fundición precalentada en una matriz de forjado con unas dimensiones y forma claramente menores, y en la realización del proceso de troquelado a una presión del orden de 600 a 700 MPa, siendo el procedimiento caracterizado porque, previamente a la transferencia de la preforma de fundición precalentada en la matriz de forjado, dicha matriz de forjado y los medios de posicionamiento de la preforma constituidos por unas espigas, se someten a una operación de pulverización de un polvo, y sobre la superficie interior entera de la matriz de forjado susceptible de recibir la preforma de fundición precalentada y sobre las espigas.
PDF original: ES-2557190_T3.pdf
Procedimiento para la producción de un componente de acero templado.
(17/09/2014) Procedimiento para la producción de un componente de acero templado con protección anticorrosiva catódica, en el que:
a) sobre una chapa de acero templable, en un proceso de revestimiento continuo, se aplica un revestimiento, estando b) compuesto el revestimiento básicamente de cinc, y
c) en el que el revestimiento, además, contiene uno o varios elementos afines al oxígeno, en una cantidad total de entre el 0,1 y el 15 % en peso en relación a todo el revestimiento, y
d) a continuación, la chapa de acero revestida se lleva, al menos por zonas parciales, bajo la entrada de oxígeno atmosférico, a la temperatura de austenización necesaria para el temple y se calienta hasta alcanzar la trasformación estructural necesaria para el temple,
e) formándose sobre el revestimiento una película superficial…
Procedimiento para la producción de un componente perfilado templado.
(17/09/2014) Procedimiento para la producción de un componente perfilado templado de una aleación de acero templable con protección anticorrosiva catódica, en el que:
a) sobre una chapa de una aleación templable de acero se aplica un revestimiento, estando
b) compuesto el revestimiento básicamente de cinc, y
c) en el que el revestimiento, además, contiene uno o varios elementos afines al oxígeno, en una cantidad total de entre el 0,1 y el 15 % en peso en relación a todo el revestimiento, y
d) la chapa de acero revestida se perfila a continuación por rodillos en un dispositivo de perfilado, de modo que el fleje de chapa se conforma por rodillos formando una barra perfilada, y
e) a continuación, la chapa de acero revestida se lleva, al menos por zonas parciales, bajo la entrada de oxígeno atmosférico, a la temperatura de austenización necesaria para el…
Procedimiento de fabricación de piezas forjadas de aleación ligera que incorporan secciones transversales macizas o huecas.
(25/06/2014) Procedimiento de fabricación de piezas huecas realizadas en dos operaciones sucesivas, la primera de colada de material para la realización de un producto semi acabado, la segunda de forjado, dicho procedimiento llevándose a la práctica en las etapas de:
a) elección de la pieza hueca que se va a fabricar,
b) elección del material para el noyo de mono material reciclable, por ejemplo de arena o sal,
c) modelización de la pieza hueca y del noyo o de los noyo de mono materia en su configuración deseada después del forjado que incluye la modelización de las zonas funcionales del noyo , tales como las superficies de apoyo (1a) del noyo necesarias para su colocación dentro del…
Procedimiento y dispositivo para la gasificación de protección de instalaciones de producción para la transformación con calor.
(20/11/2013) Procedimiento para la generación de una atmósfera de gas protector en una instalación de producción para latransformación con calor de metales, que está constituida por un horno de circulación , en la que el horno decirculación se calienta a través de tubos de chorro, por una prensa con espacio de prensa y por un canal detransporte cerrado entre el horno de circulación y el espacio de prensa, en la que el metal es calentado en elhorno de circulación , es transferido a través del canal de transporte hasta la prensa en el espacio de prensa y allí es transformado y al mismo tiempo es refrigerado, caracterizado por que el gas protector es alimentado totalo parcialmente a través del…
Método de fabricación de una pieza dotada de elevadas características mecánicas, formada por embutición, a partir de chapa de acero laminado, en particular chapa laminada en caliente y dotada de un recubrimiento.
(08/11/2013) Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir deuna chapa de acero laminado, en particular laminada en caliente y recubierta con un metal o una aleación metálicaque asegura una protección de la superficie y del acero, caracterizado porque:
- el metal o la aleación metálica del recubrimiento es zinc o una aleación a base de zinc de un grosor comprendidoentre 5μm y 30μm,
- se lleva a cabo el corte de la chapa para obtener una pieza de chapa en bruto,
- se somete la pieza de chapa en bruto, dotada de recubrimiento, a una elevación de temperatura comprendida entre700ºC y 1200ºC con el objetivo de formar una pieza en caliente,
- se realiza por este hecho un compuesto aleado intermetálico, en la superficie, asegurando…
Componente de chapa de acero con una capa de protección anticorrosiva catódica.
(29/08/2013) Componente de chapa de acero con una capa de protección anticorrosiva catódica producido de la siguiente manera:
a) conformándose en frío a partir de una chapa de acero provista de una protección anticorrosiva catódica una pieza moldeada, si bien
b) antes, durante y después de la conformación en frío de la pieza conformada se realizan un recorte final de la pieza conformada y el punzonado necesario o la creación de un patrón de agujeros,
c) realizándose la conformación en frío y el recorte, así como el punzonado y la disposición del patrón de agujeros, en el componente de tal modo que la pieza conformada sea entre un 0, 5 y 2 % menor que el componente templado final,
d) calentándose a continuación la pieza conformada en frío al menos por áreas parciales y con entrada de oxígeno…
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método.
(30/07/2013) Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material de aleación de titanio que tenga una primeradimensión del grano;
calentar el mencionado titanio o el material de la aleación de titanio a una primera temperatura, en dondela primera temperatura está por debajo de la temperatura de tratamiento de la solución y la temperatura defusión del mencionado titanio o el material de la aleación de titanio;
introducir el mencionado titanio calentado o el material de la aleación de titanio dentro de un dispositivo de instrumentación de…
Deformación plástica severa de metales.
(22/04/2013) Un método para tratar una pletina de metal para cambiar sus propiedadesmecánicas y/o físicas reduciendo el grano, el método incluyendo la carga de lapletina a través de un primer canal y un segundo canal inclinado hacia el primercanal caracterizado por la deformación de la pletina al cargarla y descargarlarepetidamente utilizando al menos una matriz oscilante (c) en una intersecciónentre el primer y el segundo canal con tal de procesar la longitud total de lapletina, en el que la matriz oscilante (c) define parte del segundo canal y elprimer y el segundo canal empujan la pletina en una dirección perpendicular…
PROCEDIMIENTO DE FABRICACION DE PIEZAS MOLDEADAS Y DESPUES FORJADAS QUE COMPRENDEN UNO O UNOS VACIADOS E INSTALACION PARA LA REALIZACION DEL MISMO.
(18/11/2009) Procedimiento de fabricación de piezas de aleaciones ligeras del tipo aleaciones de aluminio moldeadas y después forjadas que presentan uno o unos vaciados, caracterizado porque utiliza las etapas siguientes:
- realizar una preforma de fundición que presenta uno o unos vaciados o cavidades pasantes o ciegas, que corresponden a unas formas útiles o buscadas de la pieza acabada a obtener;
- transferir la preforma a un horno túnel que asegura la homogeneización en temperatura de dicha preforma;
- posicionar la preforma de fundición en una matriz de estampación dispuesta en una prensa;
- introducir una o varias brocas multidireccionales en el o los vaciados o cavidades de la preforma de fundición, según un mando que precede a la operación de forjado;
- estampar la…
PROCEDIMIENTO PARA EL TRATAMIENTO DE MATERIALES METALICOS.
(01/04/2007). Solicitante/s: GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH. Inventor/es: APPEL, FRITZ, DR., EGGERT, STEPHAN, LORENZ, UWE, OEHRING, MICHAEL, DR.
Procedimiento para el tratamiento de materiales metálicos de difícil confor- mación, para la consolidación de la estructura cristalina de los materiales metálicos, comprendiendo las fases del procedimiento, producción de una pieza bruta de material metálico, calentamiento de la pieza bruta a la temperatura de conformación, así como la deformación de la pieza bruta, ejerciéndose la deformación en forma de una torsión y de una compresión simultánea.
METODO PARA LA FABRICACION DE UNA PLACA QUE IMPLICA UNA PREFORMACION INTERMEDIA Y UNA CONFORMACION FINAL.
(01/03/2006). Ver ilustración. Solicitante/s: MORPHIC TECHNOLOGIES AKTIEBOLAG. Inventor/es: OLSSON, HAKAN.
Método para la fabricación de una placa de metal o de un material cerámico, comprendiendo la placa uno o más campos que ocupan la mayor parte de la superficie de la placa y que en al menos un lado de la placa está labrada en altorrelieve, más específicamente, labrada de manera que la placa en dicho al menos un lado en la zona de dicho campo o campos tiene/tienen relieves con salientes altos y depresiones o rebajos profundos, alternativamente, y una alma delgada entre los lados, estando dichos campo o campos labrados en altorrelieve rodeados parcialmente por unas anchas partes de borde que tienen un espesor más grande que el espesor medio de la placa en la región de dichos campo o campos labrados en altorrelieve.
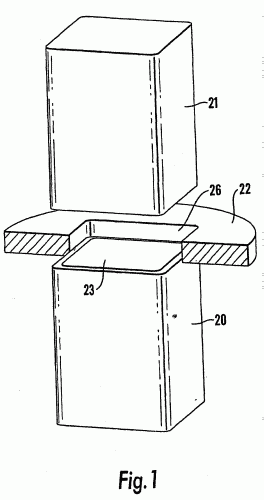
HERRAMIENTA DE RECALCADO PARA CONFORMAR DESBASTES PLANOS OBTENIDOS POR COLADA CONTINUA EN PRENSAS DE RECALCADO DE DESBASTES PLANOS.
(01/11/2005) Herramienta de recalcado para conformar desbastes planos obtenidos por colada continua en prensas de recalcado con al menos una superficie de recalcado que se extiende inclinada hacia la dirección de transporte del desbaste plano, y una superficie de recalcado que se extiende paralela a la dirección de transporte del desbaste plano y a las superficies laterales longitudinales del mismo, de modo que las superficies de recalcado se unen entre sí con un ángulo á de inclinación en cada caso, y la herramienta de recalcado presenta tanto superficies de recalcado planas, como también superficies (6, 6) de recalcado calibradas, que están dispuestas unas sobre otras en la herramienta de recalcado, y los ángulos á de inclinación de las superficies de recalcado…
UN PROCEDIMIENTO Y DISPOSITIVO PARA LA DEFORMACION DE UN CUERPO MATERIAL.
(01/07/2004). Solicitante/s: HYDROPULSOR AB. Inventor/es: TROIVE, LARS, BERGSTRIM, YNGVE.
Un procedimiento para la deformación de un cuerpo material , en el que un miembro estampador con una masa m es conducido hacia delante y golpea el cuerpo material a tal velocidad que, al menos se genera un movimiento de rebote del miembro estampador , mientras se genera una deformación permanente del cuerpo, caracterizado porque el movimiento de rebote se contrarresta, de modo que se genera al menos, un impacto adicional del miembro estampador contra el cuerpo material dentro de un periodo, durante el cual la energía cinética del cuerpo material genera una deformación adicional del cuerpo, estando definida la energía cinética del cuerpo material por las ondas alternativas que se generan en el cuerpo material en el momento en que el miembro estampador rebota hacia atrás.
PROCEDIMIENTO PARA FABRICAR LAS PIEZAS DE ALEACION LIGERA.
(01/05/2004) Procedimiento de fabricación de las piezas de aleación ligera que pone en práctica las fases siguientes: - colada de la preconformación a una temperatura del orden de 250ºC a 500ºC; - transmisión de la preconformación a una matriz que crea una cavidad de dimensiones ligeramente inferiores a las del molde, estando presionadas las partes de la matriz de forja una contra otra para ejercer el esfuerzo de forjado y de estampado de la pieza bruta final; - refrigeración de la pieza bruta a la temperatura ambiente, caracterizándose el procedimiento porque después de la colada de la preconformación calentada y antes de la transmisión de la preconformación a una matriz de forja, dicha preconformación, a temperatura de fin de colada se transfiere y se sumerge totalmente en un recipiente para baño de grafito, para permitir el depósito…
PROCEDIMIENTO Y DISPOSITIVO PARA EL PRENSADO EN CALIENTE DE PIEZAS DE TRABAJO.
(01/03/2003). Solicitante/s: HATEBUR UMFORMMASCHINEN AG. Inventor/es: SUTER,MICHAEL, SCHINENBERGER, RAYMOND, MATT, ANDREAS.
Procedimiento para el prensado en caliente de piezas de trabajo, en el cual se descascarilla una pieza de trabajo , calentada hasta la temperatura de forjado, fuera de una matriz mediante compresión previa mediante un punzón de moldeo y a continuación es moldeada, en una o varias matrices , a la forma deseada, caracterizado porque la compresión previa y el moldeado por compresión tienen lugar en la primera o única matriz mediante el mismo punzón de moldeo en el mismo ciclo de movimiento que el punzón de moldeo.
(16/12/1992) PLATO DAMASQUINADO, QUE SIENDO DEL TIPO DE LOS QUE ESTAN ESTRUCTURADOS MEDIANTE LA COMBINACION FUNCIONAL DE DOS PIEZAS, UNA FORNITURA O CUERPO BASE, Y UN DAMASQUINO QUE RECUBRE DICHA FORNITURA, ESENCIALMENTE SE CARACTERIZA PORQUE EL CITADO DAMASQUINO INCORPORA EN CORRESPONDENCIA CON SU BORDE LIBRE UN FALDON PERIMETRAL Y PROYECTADO HACIA ABAJO, QUE EN FUNCION DE SU PROPIA CONFIGURACION Y DIMENSIONES ORIGINA UNA DETERMINADA SENSACION DE GRUESO PARA EL PLATO EN SU CONJUNTO, FALDON QUE POR SU ZONA MARGINAL SE SOLAPA AL BORDE DE LA FORNITURA QUE QUEDA OCULTO POR DICHO FALDON, HABIENDOSE PREVISTO QUE FORNITURA Y DAMASQUINO, QUE CONTACTAN INTIMAMENTE POR SU AMPLIO SECTOR CENTRAL DONDE SE FIJA MEDIANTE ADHESIVO O POR CUALQUIER OTRO MEDIO CONVENCIONAL, SE…
PROCEDIMIENTO PARA LA OBTENCION DE ESTUCHES DAMASQUINADOS.
(01/01/1990) PROCEDIMIENTO PARA LA OBTENCION DE ESTUCHES DAMASQUINADOS. DICHO PROCEDIMIENTO CONSISTE EN OBTENER POR UN LADO EL CUERPO Y LA TAPA DE LOS ESTUCHES, MEDIANTE MOLDEO, A BASE DE UN MATERIAL METALICO, COMO POR EJEMPLO ZAMAC, Y SEGUIDAMENTE PINTAR DICHOS ELEMENTOS DE UN COLOR APROPIADO, MIENTRAS QUE POR OTRO LADO SE OBTIENEN EN UN PROCESO DE TROQUELADO, UNA SERIE DE PIEZAS LAMINARES A BASE DE CHAPA METALICA, FORMAL Y DIMENSIONALMENTE ADECUADAS A UNA O MAS DE LAS CARAS EXTERIORES DEL CUERPO Y LA TAPA, A LOS QUE HAN DE ADAPTARSE PIEZAS LAMINARES QUE, EN LA MISMA O EN UNA SUBSIGUIENTE OPERACION DE TROQUELADO, SUFREN UNA DEFORMACION…
UN PROCEDIMIENTO MEJORADO PARA LA PRODUCCION CONTINUA DE PIEZAS METALICAS CONFORMADAS.
(01/06/1985). Solicitante/s: ITT INDUSTRIES, INC..
PROCESO MEJORADO PARA LA PRODUCCION CONTINUA DE PIEZAS METALICAS CONFORMADAS Y DISPOSITIVO CORRESPONDIENTE.COMPRENDE: A) SUJETAR Y COLOCAR EN POSICION UNAS PREFORMAS METALICAS; B) HACER PASAR A LAS PREFORMAS A TRAVES DE VARIAS ZONAS DE CALENTAMIENTO POR INTRODUCCION PARA AUTOESTABILIZARLAS; C) TRANSFERIR A LAS PREFORMAS AUTOESTABLES DESDE LOS SUJETADORES A UN DISPOSITIVO DE FORMADO MIENTRAS ESTAS PERMANECEN EN ESTADO SEMISOLIDO; D) FORMAR A LA PREFORMA QUE ESTAN EN ESTADO SEMISOLIDO EN UNA PIEZA METALICA Y E) EXTRAER A LA PIEZA METALICA FORMADADA Y SOLIDIFICADA.
UN DISPOSITIVO MEJORADO PARA LA PRODUCCION CONTINUA DE PIEZAS METALICAS CONFORMADAS.
(16/05/1985). Solicitante/s: ITT INDUSTRIES, INC..
DISPOSITIVO MEJORADO PARA LA PRODUCCION CONTINUA DE PIEZAS METALICAS CONFORMADAS.INCLUYE: UN ELEMENTO , PARA PASAR LAS PREFORMAS A TRAVES DE VARIAS ZONAS DE CALENTAMIENTO POR INDUCCION; UN ELEMENTO DE CALENTAMIENTO QUE CONTIENE VARIAS ZONAS DE CALENTAMIENTO POR INDUCCION ; UN DISPOSITIVO PARA TRANSFERIR A LAS PREFORMAS AUTOESTABLES ; UN ELEMENTO PARA DARLE A LA PREFORMA, MIENTRAS ESTA EN ESTADO SEMISOLIDO, UNA FORMA DE PIEZA METALICA, Y UN DISPOSITIVO PARA EXTRAER LA PIEZA METALICA FORMADA Y YA SOLIDIFICADA.
PROCEDIMIENTO PARA FORJA CON ESTAMPA LIQUIDA Y SEMILIQUIDA E INSTALACION PARA SU REALIZACION.
(01/07/1977). Solicitante/s: INSTITUT PO METALOSNANIE I TECHNOLOGIA NA METALITE.
Resumen no disponible.
PROCEDIMIENTO PARA EL AGLOMERADO EN FRIO DE GRANULADOS DE CORCHO.
(16/12/1975) Procedimiento para el aglomerado en frío de granulados de corcho, caracterizado esencialmente por el hecho de triturar el corcho natural hasta la granulometría necesaria para los objetos que se trata de fabricar, homogeneizar el granulado o serrín de corcho formado, junto con una composición de resina sintética endurecible o solidificable catalíticamente en frío, en estado fluido hasta que todas las partículas de dicho granulado o serrín de corcho quedan perfectamente envueltas con una película de dicha resina sintética fluida, y prensar el material de moldeo obtenido, en el interior de moldes de la forma deseada de acuerdo con los objetos a fabricar, con…
UN METODO PARA FABRICAR ARTICULOS DE PRECISION CONFORMADOS.
(01/10/1975). Solicitante/s: GWYN BROOKS,REGINAL.
Resumen no disponible.
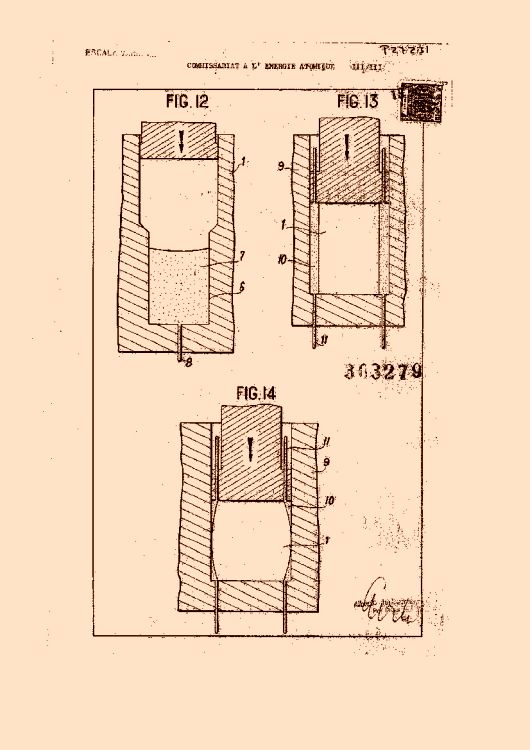
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS DE CONFIGURACIÓN DE LOS METALES BAJO PRESIÓN HIDROSTÁTICA ELEVADA.
(01/11/1964). Ver ilustración. Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Resumen no disponible.
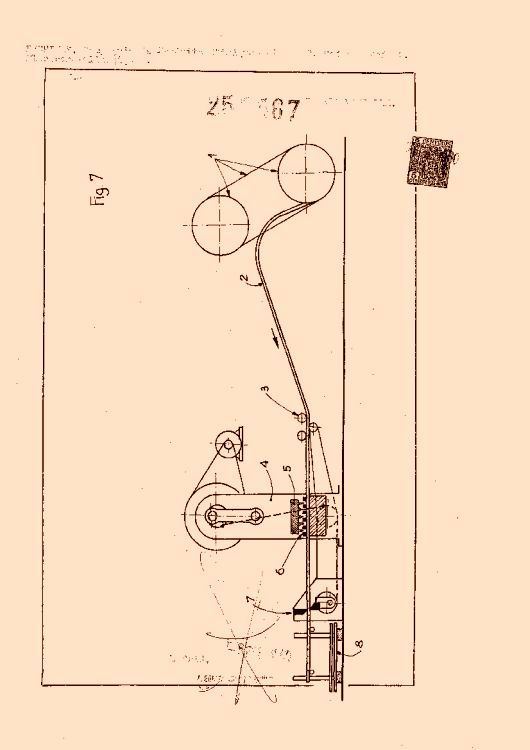
PROCEDIMIENTO DE FABRICACIÓN DE LINGOTES ACANALADOS.
(01/10/1960). Ver ilustración. Solicitante/s: PECHINEY, COMPAGNIE DE PRODUITS CHIMIQUES ET ELECTROMETALLURGIQUES.
Procedimiento de fabricación de lingotes acanalados, que se caracteriza por embutir un bosquejo maleable por medio de una herramienta presentando dentaduras regularmente espaciadas.
{kind=link}
{kind=link}
{kind=link}