CIP-2021 : B21J 5/06 : para efectuar operaciones particulares.
CIP-2021 › B › B21 › B21J › B21J 5/00 › B21J 5/06[1] › para efectuar operaciones particulares.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
B21J 5/06 · para efectuar operaciones particulares.
CIP2021: Invenciones publicadas en esta sección.
Método para densificar y dimensionar un cuerpo sinterizado.
(19/02/2020) Método para comprimir y dimensionar un cuerpo sinterizado obtenido sinterizando una pieza compacta de un polvo metálico para densificar una superficie del cuerpo sinterizado, que comprende las siguientes etapas:
proporcionar una matriz de dimensionamiento que comprende:
un elemento de matriz para densificar la superficie del cuerpo sinterizado, teniendo dicho elemento de matriz:
una porción de sección decreciente proporcionada en una porción (13, 13A, 23, 23A) superior de dicho elemento de matriz; y
una porción recta proporcionada en una porción inferior de dicho elemento de matriz,
en el que
al menos una porción superior de la porción de sección decreciente está compuesta por un material que tiene un módulo de Young que es mayor que el módulo de Young de un material…
Procedimiento de realización de un elemento de red de protección contra incendios mediante aspersores y elemento asociado.
(06/11/2019) Procedimiento de fabricación de un elemento de red de protección contra incendios mediante aspersores que comprende las etapas que consisten en:
i) fabricar un conducto mediante un procedimiento que comprende las etapas que consisten en:
a. prever un conducto metálico que comprende una pared globalmente cilíndrica cerrada; y
b. realizar en el conducto una serie de casquillos roscados realizados de una sola pieza por deformación plástica de la pared , por fluoperforación yo fluorroscado,
comprendiendo además dicho procedimiento de fabricación de un conducto, previamente a la realización de la serie de casquillos roscados, una etapa de perforación de orificios lisos con arranque de material en la pared ,
ii) prever…
Procedimiento y dispositivo para colocar un tornillo.
(09/10/2019). Solicitante/s: Weber Schraubautomaten GmbH. Inventor/es: STÜTZER,ROBERT, SCHÖNIG,CHRISTIAN.
Procedimiento para colocar un tornillo especialmente un tornillo formador de agujero por fluencia, en el que se acciona el tornillo durante una primera fase (tA) de tiempo limitado con un primer número de revoluciones (n0%) y con una primera fuerza de avance axial (Fa 0%) para hacer pasar el tornillo por al menos un componente , y se determina si el tornillo ha penetrado en el componente , y en el caso de que el tornillo no ha penetrado en el componente durante la primera fase (tA), durante una segunda fase (tB) siguiente a la primera fase (tA) se acciona automáticamente el tornillo con un segundo número de revoluciones (n) que es superior al primer número de revoluciones (n0%) y/o con una segunda fuerza de avance axial (Fa) que es superior a la primera fuerza de avance axial (Fa 0%).
PDF original: ES-2763171_T3.pdf
Procedimiento para fabricar una pieza moldeada templada en prensa, así como útil para el templado en prensa.
(04/10/2017) Procedimiento para la fabricación de una pieza moldeada templada en prensa, que presenta al menos dos zonas que se diferencian en relación con su resistencia mecánica, utilizando un útil de templado en prensa, en el que se conforma una pieza en bruto calentada a una temperatura de conformación y se mantiene en el útil con el fin de una bonificación, en el que para el ajuste de la resistencia mecánica en la al menos una zona de menor resistencia mecánica, esta zona es enfriada más lentamente con respecto a las zonas a ajustar con una resistencia mecánica elevada, en el que durante la etapa de conformación toda…
Un husillo de válvula de escape para un motor de combustión interna y método para su fabricación.
(03/05/2017). Solicitante/s: MAN DIESEL & TURBO, FILIAL AF MAN DIESEL & TURBO SE, TYSKLAND. Inventor/es: HOEG, HARRO, ANDREAS.
Un husillo de válvula de escape para un motor de combustión interna, en particular, un motor de cruceta de dos tiempos, cuyo husillo de válvula de escape comprende una cabeza de válvula con una parte de base de un acero aleado, y un revestimiento externo que forma la superficie del husillo de la válvula hacia una cámara de combustión, cuyo revestimiento externo se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa coherente, caracterizado por que, al menos en la zona de transición hacia la parte de base, las partículas del material particulado del revestimiento externo se han deformado hasta formas ovaladas o alargadas debido al esfuerzo de cizalla provocado al forjar el revestimiento externo y la parte de base, y por qué el revestimiento externo forjado tiene una densidad de al menos 98,0 %.
PDF original: ES-2651311_T3.pdf
(07/12/2016) Equipo de manipulación para la manipulación de una pieza constructiva metálica entre un equipo de horno y un equipo de procesamiento posterior, presentando el equipo de manipulación una cámara de atemperado en la que puede introducirse la pieza constructiva metálica , presentando la cámara de atemperado un equipo de atemperado para el atemperado de la pieza constructiva metálica ,
un equipo de desplazamiento, que está configurado de tal manera que la cámara de atemperado puede desplazarse entre una posición de recepción, en la que la pieza constructiva metálica puede transportarse desde el equipo de horno al interior de la cámara de atemperado , y una…
Método de fabricación de miembro metálico con reborde hacia fuera.
(23/11/2016) Un método de fabricación de un miembro metálico con reborde hacia fuera que comprende partes de reborde hacia fuera que sobresalen radialmente hacia fuera desde una pluralidad de posiciones a lo largo de una dirección circular en un lado de una superficie periférica exterior en una dirección axial, el método que comprende:
proporcionar un troquel y un punzón , el troquel que comprende un troquel estacionario y un troquel móvil al cual se aplica una fuerza elástica hacia el troquel estacionario , al menos uno del troquel estacionario y el troquel móvil que forma cavidades de moldeo de reborde (32, 32a, 32b) adaptadas para trabajar las partes de reborde hacia fuera, el punzón que es móvil a través del…
Procedimiento para el atornillado directo de componentes, especialmente para el atornillado de perforación continua, así como dispositivo para el atornillado directo de componentes.
(16/12/2015) Procedimiento para el atornillado directo de componentes , especialmente para el atornillado de perforación continua, en el que en una primera fase de proceso (I) se practica un agujero en un componente y en el que en una segunda fase de proceso (II) se moldea en el agujero practicado una rosca y
- generándose para ello con ayuda de un accionamiento de avance un avance, así como una fuerza de avance (F) y transmitiéndose a un eje de atornillador ,
- haciéndose girar el eje de atornillador ,
- ajustándose en la primera fase del proceso (I) un número de revoluciones elevado (ns1) del movimiento giratorio y por medio…
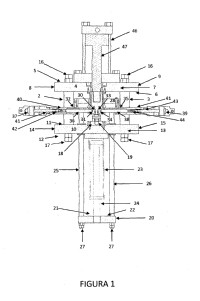
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS.
(12/06/2014). Ver ilustración. Solicitante/s: KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio. Inventor/es: MAYRL-SADA,Fernando.
Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
PROCEDIMIENTO PARA EL TALADRADO POR FRICCIÓN SIN GENERACIÓN DE VIRUTA EN ACEROS CON CONTENIDO EN ZINC O RECUBIERTOS DE ZINC.
(16/04/2013) Procedimiento para el taladrado por fricción sin generación de viruta en aceros con contenido en zinc o recubiertos de zinc.
Procedimiento de taladrado por fricción de chapas de acero con contenido o recubrimientos de zinc mediante husillo, sin generación de viruta, que se lleva a cabo en una atmósfera de gas inerte. Gracias a la atmósfera inerte (de arón o helio por ejemplo) se consigue que la copa o rebaba resultante sea más homogénea.
UN METODO Y UN APARATO PARA PRODUCIR UN OBJETO ALARGADO.
(01/01/1997) EN UN METODO DE ELABORAR UN OBJETO ALARGADO CON UN CABEZAL EN UN EXTREMO Y UNA PUNTA EN EL OTRO, SE COLOCA UN HUECO EN UN COJINETE CON FORMA DE UN CANAL QUE LO ATRAVIESA, A CONTINUACION DE LO CUAL SE SOMETE EL CABEZAL A TRABAJO DE PRESION CON O CONTRA UNA HERRAMIENTA , MIENTRAS QUE SE MANTIENE UNA PLATAFORMA CON RODILLO ENGRANADA CON EL COJINETE A SU OTRO EXTREMO. PRIMERO SE COLOCA UN CABEZAL PREFORMADO SOBRE EL HUECO DE MANERA POR SI CONOCIDA DE TAL FORMA QUE EL CABEZAL TENGA UN EXCESO DE MATERIAL CON RESPECTO AL TAMAÑO FINAL DEL CABEZAL Y ENTONCES SE USA UNA PLATAFORMA CON RODILLOS CON UNA DEPRESION OPUESTA AL COJINETE Y EL HUECO SE SOMETE A UNA PRESION DE UNA MANERA TAL QUE LA PRESION QUE ACTUA ENTRE LA HERRAMIENTA…
"METODO Y APARATO PARA CALENTAR PIEZAS DE TRABAJO METALICAS NO MAGNETICAS".
(16/11/1986). Solicitante/s: PARK-OHIO INDUSTRIES,INC.
METODO PARA CALENTAR UN TOCHO DE MATERIAL METALICO NO MAGNETICO A TEMPERATURA DE FORJA. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PRECALIENTA LA PIEZA DE TRABAJO EN UN HORNO DE CALOR RADIANTE ELECTRICO, DE ALTA EFICACIA, HASTA UNA TEMPERATURA DE PRECALENTAMIENTO SITUADA POR DEBAJO DE LA TEMPERATURA DE ELABORACION DE DICHA PIEZA; SEGUNDA, SE TRANSFIERE LA PIEZA DE TRABAJO PRECALENTADA DESDE EL HORNO DE CALOR RADIANTE HASTA UNA BOBINA DE CALENTAMIENTO POR INDUCCION; Y POR ULTIMO, SE POST-CALIENTA DICHA PIEZA DE TRABAJO EN EL INTERIOR DE LA BOBINA DE CALENTAMIENTO POR INDUCCION, HASTA ALCANZAR LA TEMPERATURA DE FORJA POR INDUCCION. DE APLICACION EN EL CALENTAMIENTO DE LATON O COBRE, HASTA SUS TEMPERATURAS DE FORJA RESPECTIVAS.
DISPOSITIVO DE CONFORMACION EN FRIO DE PIEZAS METALICAS.
(01/03/1985). Solicitante/s: ATELIERS MECANIQUES ET INDUSTRIES SPECIALES AMIS.
1. Dispositivo de conformación en frío de piezas metálicas del tipo que comprende una hilera fija que asegura el hilado de elementos axiales o longitudinales y que está zunchada estáticamente en la parte fija del utillaje para resistir a los esfuerzos de conformación, caracterizado porque incluye, además, una hilera tubular solidaria de la parte móvil del utillaje y destinada a realizar por hilado un segundo elemento opuesto a los primeros, viniéndose a zunchar dicha hilera dinámicamente en el interior de un elemento de la parte fija del utillaje. 2. Dispositivo de conformación en frío de piezas metálicas.
UN PROCEDIMIENTO PERFECCIONADO PARA EL FORJADO DE LINGOTES DE COLADA.
(16/04/1977). Solicitante/s: ABAD ESTRAGUES,JOSE MARIA.
Resumen no disponible.
{kind=link}