CIP-2021 : B21J 5/08 : Forjado por recalcado.
CIP-2021 › B › B21 › B21J › B21J 5/00 › B21J 5/08[2] › Forjado por recalcado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
B21J 5/08 · · Forjado por recalcado.
CIP2021: Invenciones publicadas en esta sección.
Herramienta de conformación para una pieza de trabajo y dispositivo para deformar una pieza de trabajo con una herramienta de esa clase.
(11/03/2020) Dispositivo para deformar una pieza de trabajo con un conjunto de conformación que puede accionarse a través de la presión de un fluido (F), y con un conjunto de sujeción dispuesto sobre un eje longitudinal (X-X) común, que puede accionarse a través de la presión del fluido (F),
caracterizado por una unidad de herramienta que puede cambiarse y por una unidad de cilindro que está diseñada como una unidad premontada que puede manipularse de forma separada de la unidad de herramienta que puede cambiarse, donde la unidad de herramienta que puede cambiarse es una herramienta de conformación para la pieza de trabajo , que está dispuesta sobre el eje longitudinal (X-X) común del…
Un eje a partir de un tubo sin soldadura para vehículos ferroviarios, y un procedimiento de fabricación de un eje a partir de un tubo de acero sin soldadura para vehículos ferroviarios.
(01/05/2019) Un procedimiento para fabricar un eje que tiene un grosor variable forjado a partir de un tubo de acero sin soldadura para vehículos ferroviarios, caracterizado por que comprende las siguientes etapas:
- fundir un material de aleación de metal, generando el material de aleación de acero metálico, teniendo el material de aleación de acero metálico generado la siguiente composición:
del 0,32 al 0,42% en peso de carbono;
del 1,40 al 1,70% en 10 peso de manganeso,
opcionalmente
hasta el 0,020% en peso de azufre,
hasta el 0,020% en peso de fósforo,
del 0,10 al 0,45% en peso de aluminio.
del 0,10 al 0,35% en peso de silicio,
del 0,10 al 0,30% en peso de molibdeno,
del 0,010 al 0,050% en peso de niobio,
del 0,05 al 0,27% en peso de vanadio,
siendo el equilibrio hierro;
…
Aparato y procedimiento de producción de piezas mecánicas con pequeño tamaño.
(21/02/2019) Aparato para fabricar piezas mecánicas que comprende: al menos un primer émbolo y un segundo émbolo ambos móviles y opuestos entre sí; al menos un troquel interpuesto entre dicho primer émbolo y dicho segundo émbolo y destinado a recibir al menos un producto semiacabado (A) que va a formarse; al menos una guía extendida entre dicho troquel hacia dicho primer émbolo para alimentar dicho producto semiacabado (A) al interior de dicho troquel mediante dicho primer émbolo ; al menos un canal de descarga extendido en el lado de dicho troquel que es opuesto a dicha guía con el fin de recoger al menos una pieza mecánica (B) formada y obtenida a partir de dicho producto semiacabado (A); y medios de movimiento para mover dicho…
Un método para la fabricación de ejes huecos.
(21/02/2018) Un método para fabricar ejes huecos a partir de un objeto de entrada para uso en las cajas de engranajes de aplicaciones de energía eólica, caracterizado porque dicho método comprende los pasos de optimización próxima a la forma final mediante forjado seguido del mecanizado y el alivio de tensión, dicho objeto de entrada es un tocho de concast o lingote, dicha fundición de concast o dicho lingote es redondo o poligonal en sección transversal, en donde dicho paso de optimización próxima a la forma final comprende los pasos de:
a. calentar dicho tocho o lingote en un horno
b. primer recalcado de dicho tocho o lingote a una altura intermedia
c. dibujar el tocho moldeado o lingote alterado a un diámetro intermedio
d. proporcionar calentamiento de refuerzo al tocho…
DISPOSITIVO DE RECALCADO Y PRENSA.
(09/11/2017). Solicitante/s: CIE AUTOMOTIVE, S.A.. Inventor/es: LARRUCEA DE LA RICA,Francisco, MANSO RODRÍGUEZ,Virginia.
Dispositivo de recalcado que comprende una matriz superior y una matriz inferior que pueden desplazarse según una dirección vertical entre una posición abierta y una posición cerrada, donde cada matriz comprende una superficie inclinada , y comprendiendo el dispositivo elementos recalcadores que tienen una superficie inclinada complementaria que está en contacto con la superficie inclinada de cada matriz , tanto en la posición abierta como en la posición cerrada, estando dispuestos dichos elementos recalcadores enfrentados de manera que al menos en cualquier posición distinta de la abierta están en contacto por unas superficies no inclinadas , opuestas a las superficies inclinadas complementarias.
Método para la fabricación de una parte de bola, así como una parte de bola.
(02/11/2016). Solicitante/s: TERWA B.V. Inventor/es: SOM,MICHIEL, NICA,GHEORGHE, BUZDUGAN,DANIEL, PINTILIE,IOAN.
Método para la fabricación de una parte de bola , que comprende una bola , una parte de conexión y una parte de fijación , de un gancho de remolque para un vehículo , que comprende proporcionar una parte de material y modelarla mediante forjado, caracterizado por el hecho de que la forma en sección transversal de la parte de material corresponde a la forma en sección transversal de la parte de conexión , y el volumen de la parte de material se elige dependiendo de la forma de realización de la parte de fijación y la parte de conexión , y el modelado por forjado comprende solamente el forjado del extremo de la parte de fijación que está apartado de la bola.
PDF original: ES-2609775_T3.pdf
Método de procesamiento de ampliación de una pieza de trabajo.
(11/05/2016). Solicitante/s: NETUREN CO., LTD.. Inventor/es: OKABE,NAGATOSHI, YAMASHITA,EIJI.
Un método de ampliación para generar una deformación de ampliación plástica de una superficie exterior de una pieza de trabajo hecha de un material plásticamente deformable, en el que la pieza de trabajo (W) incluye un eje y un área destinada a una ampliación no restringida en la superficie exterior de la misma, comprendiendo el método:
sujetar la pieza de trabajo (W) y
aplicar, en una dirección transversal que intersecta el eje, energía alterna que deforma la pieza de trabajo dentro de un límite elástico de la misma mientras se aplica energía de compresión que produce, en la pieza de trabajo, una tensión de compresión igual o mayor que una resistencia de rotura inicial de la pieza de trabajo (W) para aumentar la energía interna de la pieza de trabajo, en el que
la energía alterna deforma plásticamente y amplía el área destinada a la ampliación mientras se descompone/disipa y consume una porción de la energía interna aumentada por la energía de compresión.
PDF original: ES-2586177_T3.pdf
Cuchilla con un acodado de cuchilla forjado por recalcado.
(27/11/2013) Cuchilla con acodado de cuchilla forjado por recalcado, caracterizada porque la cuchilla presenta varias capas de material.
Procedimiento para la fabricación de una pieza forjada a partir de una aleación gamma a base de titanio-aluminio.
(18/09/2013) Procedimiento para fabricar una pieza forjada, en particular una paleta de turbina, a partir de una aleación gammaa base de titanio-aluminio, en el que se calienta un material de partida o precursor cilíndrico o con forma de barra enuna o varias etapas en aquellos lugares en los que la pieza forjada a ser formada o la paleta de turbina a serformada presenta una concentración de volumen, mediante el paso de corriente eléctrica o a través de inducción a lolargo del corte transversal a una temperatura superior a 1150 ºC y se deforma a través de aplicación de fuerza, enparticular por deformación de recalcado y se elabora de esta manera una pieza forjada en bruto con diferentessuperficies de corte transversal a lo largo de su extensión longitudinal, pieza en bruto que se termina pordeformación…
Proceso de fabricación de componentes conformados de aceros de alta resistencia y ultra alta resistencia.
(04/06/2012) Proceso de fabricación de componentes conformados de aceros de alta resistencia y ultra alta resistencia con resistencias a la tracción superiores a 780 MPa, que consta de una fase de laminación en la que se alimenta un fleje de acero hasta una instalación de laminación y se pasa el fleje a través de las cajas de laminación de la instalación de laminación, de modo que unos rodillos de conformación actúen en el fleje para deformar el fleje de este modo, caracterizado porque la fase de laminación incluye al menos un paso seleccionado entre el grupo que consta de:
La aplicación de un esfuerzo de compresión a un esfuerzo de tracción presente en un canto…
PRENSA DE FORJADO PARA HACER UN EMPALME DE TUBO FLEXIBLE, UN EMPALME DE TUBO FLEXIBLE Y MÉTODO DE FORMACIÓN DE UN EMPALME DE TUBO FLEXIBLE.
(12/07/2011) Prensa de forjado para realizar una pieza compleja tal como un empalme de tubo flexible de freno de tipo banyo , teniendo la prensa una placa de la matriz y una deslizadera que se desplaza con un movimiento de vaivén que la acerca y la separa de la placa de la matriz, una pluralidad de terminales de conformado separados en los que la pieza es progresivamente perfilada y entre los cuales la pieza es transferida, estando la prensa equipada con unas herramientas para perfilar la pieza a partir de una pieza inicial de cable redondo (10a) por recalcado de una parte de la pieza en forma de bola (10e); extrusión de otra parte de la pieza en una estructura laminar extrema cilíndrica abierta , y manteniendo una parte de cuello cilíndrica entre la forma de bola y la estructura laminar, todo esto mientras que un eje de la pieza es paralelo…
PROCEDIMIENTO PARA FABRICAR UN CUERPO HUECO COMO PRODUCTO SEMIACABADO PARA UN CRISOL O UN RODILLO DE FUNDICION.
(16/03/2007). Ver ilustración. Solicitante/s: KM EUROPA METAL AKTIENGESELLSCHAFT. Inventor/es: RIECHERT, FRED, WOBKER, HANS-GUNTER, DR..
Procedimiento para la fabricación de un cuerpo hueco cilíndrico de cobre o de una aleación de cobre como producto semiacabado para un crisol o un rodillo de fundición en el cual en primer lugar se funde un bloque cilíndrico, a continuación en estado caliente se recalca en dirección longitudinal dicho bloque , seguidamente se perfora y finalmente utilizando un mandril se deforma hasta la obtención de un cuerpo hueco, caracterizado porque tanto el recalcado como también el perforado se efectúan soportando radialmente el bloque permaneciendo un fondo en el bloque (1b) perforado y porque entonces el bloque (1b) perforado es ensanchado en diámetro (ID) interior y en diámetro (AD) exterior por medio de un mandril y finalmente el bloque (1c) mandrilado así ensanchado en toda su periferia mediante un mandril hasta formar el cuerpo hueco.
(16/06/2005). Ver ilustración. Solicitante/s: AMORNTATKUL, NOPPADOL. Inventor/es: AMORNTATKUL, NOPPADOL, BIHLER, RAINER.
Aparato para el forjado en frío de piezas de trabajo metálicas de diámetro variable, que comprende dos troqueles opuestos , teniendo cada troquel una primera parte de troquel y una segunda parte de troquel , cuya segunda parte de troquel está ensanchada con respecto a la primera parte de troquel , para formar un medio para atenuar la tensión de la pieza de trabajo durante el forjado, estando adaptada la segunda parte de troquel para permitir que parte de la pieza de trabajo sobresalga de la misma, siendo la disposición tal que, durante el uso, la parte que sobresale de la pieza de trabajo se recalca y ensancha, caracterizado por un medio para ajustar la distancia de la parte que sobresale de la pieza de trabajo más allá de la segunda parte de troquel y por el medio para permitir una presión de forjado uniforme para cualquier diámetro de la pieza de trabajo.
PROCEDIMIENTO PARA AUMENTAR EL ESPESOR DE PARED EN PERFILES HUECOS.
(16/01/2003). Ver ilustración. Solicitante/s: AUDI AG FAHRZEUGWERK WERDAU GMBH & CO. KG. Inventor/es: FISCHER, FRANK, HALDENWANGER, HANS-GUNTHER, OSWALD, JURGEN, WENZEL, HOLGER.
LA INVENCION ESTA RELACIONADA CON UN PROCEDIMIENTO PARA PRODUCIR UNA ZONA DE MAYOR ESPESOR DE PARED EN UN PERFIL HUECO ALARGADO QUE A ESTOS EFECTOS SE EXPONE A UNA PRESION RADIAL Y AXIAL DEFORMANDOSE PLASTICAMENTE. EL PERFIL HUECO SE FIJA EN UNA MATRIZ CORRESPONDIENTE A LAS MEDIDAS EXTERIORES DEL PERFIL, PRESENTANDO LA MATRIZ EN LA ZONA DE DEFORMACION, UNA AMPLIACION DE SECCION ADAPTADA A LAS DIMENSIONES FINALES DEL PERFIL HUECO DESPUES DEL PROCESO DE DEFORMACION. EL PERFECCIONAMIENTO FUNDAMENTAL CONSISTE EN QUE LA DEFORMACION PARA ALCANZAR UN MAYOR ESPESOR DE PARED SE LLEVA A CABO EN UNA ZONA SITUADA ENTRE LOS EXTREMOS DEL PERFIL. EL INCREMENTO DEL GROSOR DE PARED ES, ADEMAS, POSIBLE EN, AL MENOS, UNO DE LOS EXTREMOS DEL PERFIL.
Procedimiento y dispositivo para formar metales.
(16/12/2002) Procedimiento para procesar una pieza de metal por recalco en un dispositivo de recalco, que contiene un dispositivo de sujeción, una estampa y un martillo de recalco, caracterizado por los siguientes pasos de procedimiento: a) empotrar la pieza de metal en el dispositivo de sujeción, formando una cámara de recalco en la estampa, empotrándose la pieza fuera de la cámara de, recalco de tal manera que las fuerzas de recalco son absorbidas directamente por el medio circundante; b) aplicar un martillo de recalco a la pieza de metal de tal manera que, cuando se aplica una fuerza a la misma, el material de la pieza de metal puede penetrar en la cámara de recalco; c) tensar previamente la…
FORMACION DE ROSCAS EN BARRAS.
(16/10/2000). Solicitante/s: ANCON CCL LIMITED. Inventor/es: CARTER, NIGEL.
LA INVENCION SE REFIERE A LA FORMACION DE ROSCAS Y PARTICULARMENTE A LA FORMACION DE ROSCAS SOBRE VARILLAS DE REFUERZO DE ACERO, DEFORMADAS. EL METODO DE FORMACION DE UNA ROSCA SOBRE LA VARILLA DE REFUERZO DE ACERO COMPRENDE LOS PASOS DE ACORTAR EN FRIO UNA REGION DEL EXTREMO DE UNA VARILLA DE REFUERZO DE ACERO DEFORMADA QUE TIENE UN DIAMETRO NOMINALMENTE, EL ACORTADO SE EFECTUA PARA INCREMENTAR EL DIAMETRO DE LA REGION DEL EXTREMO HASTA UN NUEVO DIAMETRO ACORTADO MAYOR QUE EL DIAMETRO NOMINAL, ROSCAR LA REGION DEL EXTREMO DE MANERA QUE SE PRODUZCA UNA REGION ROSCADA QUE TENGA UN DIAMETRO MAYOR DE LA ROSCA QUE SEA MAYOR QUE EL DIAMETRO NOMINAL Y UN DIAMETRO MENOR DE LA ROSCA QUE SEA MENOR QUE EL DIAMETRO NOMINAL. LA FORMACION DE LA ROSCA HACE POSIBLE LA PRODUCCION DE CONEXIONES MECANICAS ENTRE PARES DE VARILLAS, LAS CONEXIONES TIENEN UNA RESISTENCIA MAYOR QUE LA DE LAS VARILLAS QUE SON CONECTADAS ENTRE SI.
METODO Y APARATO PARA LA FABRICACION DE UN ELEMENTO METALICO.
(16/09/1999). Solicitante/s: CHIAVETTE UNIFICATE S.P.A. Inventor/es: TRIOLO, INNOCENZO, SALERNO, CLAUDIO.
UN METODO PARA LA FABRICACION DE UN ELEMENTO METALICO PARA UNA JUNTURA, TENIENDO EL ELEMENTO METALICO UNA CABEZA PARA EMPAREJARSE CON UN CUERPO DE LA JUNTURA Y UN VASTAGO INTEGRAL CON LA CABEZA Y TENIENDO UN AGUJERO CIEGO PARA EL ENSAMBLAJE POSITIVO POR UN MIEMBRO DE CONTROL PARA EL ELEMENTO METALICO (29; EL METODO INCLUYE LOS PASOS DE PRODUCIR UNA PIEZA DE METAL SUSTANCIALMENTE CILINDRICA , DE DEFORMAR PERMANENTEMENTE CON FRIO UNA PRIMERA PORCION DE LA PIEZA (179 A BASE DE AL MENOS UN PRIMER ENSAMBLAJE DE FORMACION DE TAL MANERA QUE SE FORME LA CABEZA Y DE ESTRUJAR CON FRIO UNA SEGUNDA PORCION (809 DE LA PIEZA PARA FORMAR EL VASTAGO Y EL AGUJERO CIEGO AXIAL A BASE DE AL MENOS UN SEGUNDO ENSAMBLAJE DE FORMACION.
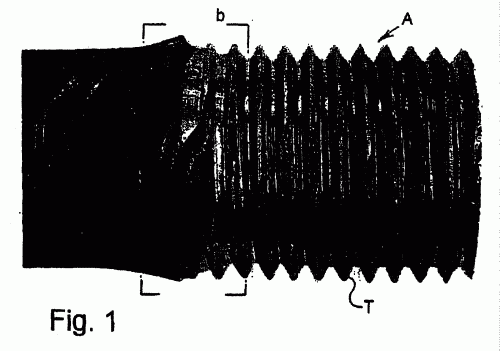
PROCEDIMIENTO PARA LA REALIZACION DE UNA ROSCA DE TORNILLO EN UN REDONDO CORRUGADO.
(01/07/1999). Solicitante/s: TARTUNTAMARKKINOINTI OY. Inventor/es: VILJAKAINEN, KARI.
SE PRESENTA UN PROCEDIMIENTO PARA FABRICAR UNA ROSCA SOBRE UNA VARILLA ONDULADA, EN EL CUAL LA ROSCA SE HACE SOBRE UN EXTREMO DE LA VARILLA ONDULADA , EN EL PROCEDIMIENTO EL EXTREMO DE LA VARILLA ONDULADA SE EXPANDE MEDIANTE BATIDO DE MANERA QUE EL AREA DE LA SECCION DE CORTE DE LA ROSCA A FORMAR SERA AL MENOS IGUAL AL AREA DE LA SECCION DE CORTE DEL RESTO DE LA VARILLA ONDULADA , Y EN EL PROCEDIMIENTO LA ROSCA SE FORMA SOBRE UN EXTREMO EXPANDIDO DE LA VARILLA ONDULADA. LAS NERVADURAS DE LAS ONDULACIONES Y LAS FAJAS DE LOS LADOS SON ELIMINADAS DEL EXTREMO DE LA VARILLA ONDULADA . ADEMAS, EL EXTREMO DE LA VARILLA ONDULADA SE EXPANDE MEDIANTE BATIDO EN CALIENTE.
UN METODO Y UN APARATO PARA FORMAR UNA CABEZA EN UNA PIEZA ELEMENTAL ALARGADA.
(16/12/1996) EN UN METODO DE ELABORAR UN CABEZAL SOBRE UN HUECO ALARGADO SE MUEVE UN HUECO DENTRO DE UN COJINETE QUE TIENE UN TOPE EN EL FONDO DE TAL FORMA QUE PARTE DEL HUECO SE EXTIENDE POR EL EXTERIOR DEL EXTREMO DEL COJINETE OPUESTO AL TOPE DEL FONDO , A CONTINUACION DEL CUAL LA PARTE PROTUBERANTE DEL HUECO ESTA FORMADA POR UN PRE-DEPRESOR QUE TIENE UN BUJE PREDEPRESOR COLOCADO A CONTINUACION DEL COJINETE Y UNA PERFORACION QUE SE PUEDE MOVER POR DESLIZAMIENTO EN EL MENCIONADO BUJE PREDEPRESOR, APARTANDOSE LOS MENCIONADOS PRE-DEPRESOR Y COJINETE EL UNO DEL OTRO DURANTE PARTE DEL PROCESO DE FORMACION. EL MOVIMIENTO DE LA PERFORACION Y DEL PRE-DEPRESOR CON RESPECTO AL COJINETE SE CONTROLA POSITIVAMENTE DE TAL FORMA QUE EL PRE-DEPRESOR…
UN METODO Y UN APARATO PARA FABRICAR TORNILLOS, REMACHES U OBJETOS SIMILARES.
(16/12/1996) EN UN METODO DE ELABORAR TORNILLOS, REMACHES U OBJETOS SIMILARES A PARTIR DE UN CABLE METALICO , EL CABLE SE MUEVE A TRAVES DE UN BUJE PARA DESMOCHAR ESTACIONARIO HACIA UN BUJE PARA DESMOCHAR MOVIL QUE ESTA EN POSICION RECEPTORA, A CONTINUACION DE LO CUAL EL BUJE PARA DESMOCHAR MOVIL SE APARTA DE LA POSICION RECEPTORA EN SENTIDO TRANSVERSAL A LA DIRECCION AXIAL DEL CABLE PARA LIBERAR UN HUECO DEL CABLE . EL BUJE PARA DESMOCHAR MOVIL SE MUEVE ENTONCES JUNTO CON EL HUECO LIBERADO HACIA UN POSICION DE DESCARGA EN LA QUE UNA PERFORACION ESTA ADAPTADA PARA MOVER PARCIALMENTE EL HUECO DENTRO DE UN COJINETE Y PARA COMPRIMIR LO SUFICIENTE EL HUECO PARA PRE-DEPRIMIRLO POR FLUJO FRIO EN LA REGION ENTRE EL COJINETE Y EL BUJE DE DESMOCHAR…
PROCEDIMIENTO PARA LA FABRICACION DE SEMIPRODUCTOS.
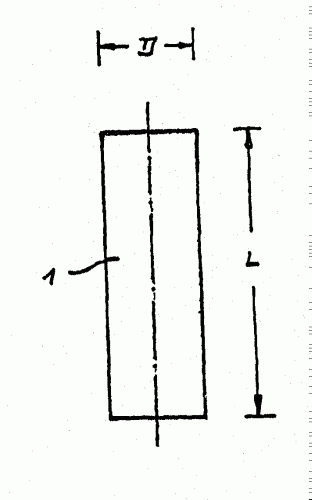
(16/10/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE SEMIPRODUCTOS DE FORMATO DE GRAN DIAMETRO COMO BASE PARA LA FABRICACION DE TUBERIAS SIN JUNTA DE FABRICACION EN CALIENTE DE UN DIAMETRO EXTERIOR DE MAS DE 250 MM. PARA DESARROLLAR UN PROCEDIMIENTO CON EL QUE PUEDAN FABRICARSE SIMPLE Y ECONOMICAMENTE LOS SEMIPRODUCTOS APROPIADOS PARA LA FABRICACION DE TUBOS EN CALIENTE CIN COSTURAS CON DIAMETROS EXTERIOR DE MAS DE 250 MM SE PROPONE EL CALENTAMIENTO DE UN BLOQUE DE SALIDA RECTO CILINDRICO CIRCULAR O REGULAR EN FORMA DE PRISMA DE UN MATERIAL BASE DE FUNCION POR EXTRUSION CON UNA SECCION FO O BIEN UN DIAMETRO DO DE UNA SECCION CIRCULAR DE SUPERFICIE IGUAL Y UNA LONGITUD LO Y UNA RELACION DE TO A DO MAYOR QUE UNO, A UNA TEMPERATURA DETERMINADA DEL MATERIAL PARA SU TRANSFORMACION,…
PROCEDIMIENTO PARA ELIMINAR COSTURAS LONGITUDINALES DE RECALCADO.
(01/03/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA ELIMINAR COSTURAS LONGITUDINALES, QUE SE FORMAN EN EL RECALCADO EN CALIENTE DE EXTREMOS DE TUBERIAS, POR MEDIO DE MEDIAS CARCASAS EMPAREJADAS Y COMPRIMIDAS Y DE UNA ESPINA DE SOPORTE, QUE TIENE UN CUELLO DE TOPE Y EJERCE UNA PRESION AXIAL. PARA IDEAR UN PROCEDIMIENTO, QUE SE PUEDA INTEGRAR EN EL PROCESO DE FABRICACION Y PARA QUE PUEDAN SER ELIMINADAS LAS COSTURAS LONGITUDINALES DE RECALCADO, QUE SE FORMAN DURANTE EL RECALCADO EN CALIENTE, DE FORMA QUE PUEDA INCREMENTARSE LA CALIDAD CON LA PRODUCCION DE MEJORES SUPERFICIES, Y LA SUBSIGUIENTE ELABORACION POSEA CALIDAD Y NO DISMINUYA LA DURACION…
METODO PARA RECALCAR BARRAS ALARGADAS.
(01/03/1976). Solicitante/s: INSTYTUT OBROBKI PLASTYCZNEJ.
Resumen no disponible.
UN DISPOSITIVO PARA FORJAR ELEMENTOS DE DIVERSAS FORMAS SOBRE UNA BARRA ALARGADA.
(01/09/1975). Solicitante/s: INSTYTUT OBROBKI PLASTYCZNEJ.
Resumen no disponible.
UN METODO DE FORJAR ELEMENTOS DE DIVERSAS FORMAS SOBRE BARRAS ALARGADAS.
(16/07/1975). Solicitante/s: INSTYTUT OBROBKI PLASTYCZNEJ.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}