CIP-2021 : B29C 39/18 : incorporando capas o partes preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
CIP-2021 › B › B29 › B29C › B29C 39/00 › B29C 39/18[2] › incorporando capas o partes preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad).
B29C 39/18 · · incorporando capas o partes preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
CIP2021: Invenciones publicadas en esta sección.
Lámina continua de material de gel y lámina continua de material de aerogel.
(18/09/2019). Solicitante/s: ASPEN AEROGELS INC. . Inventor/es: LEE,KANG P, GOULD,GEORGE L, GRONEMEYER,WILLIAM, STEPANIAN,CHRISTOPHER JOHN.
Una lámina continua de material de gel de sílice, obtenible por
introducir un material fibroso de guata o esterilla en un elemento móvil para combinarlo con un sol catalizado antes de la gelificación;
dispensar el sol catalizado que comprende un precursor de sílice prepolimerizado sobre el elemento móvil como una lámina continua;
permitir que se produzca gelificación en el sol catalizado en el elemento móvil para formar un compuesto de gel reforzado con fibra;
enrollar el compuesto de gel reforzado con fibra en una pluralidad de capas, y
secar el compuesto de gel enrollado.
PDF original: ES-2762972_T3.pdf
PROCESO DE FABRICACIÓN DE PISOS PARA CALZADO CON CERCO Y PISO OBTENIDO.
(24/07/2019) 1. Proceso de fabricación de pisos para calzado con cerco, en particular pisos , vulcanizados o moldeados, que cuentan con un cerco (c) perimetral que queda más elevado por la cara superior del piso de modo que define un espacio vacío interior a dicho cerco (c) y de mayor profundidad donde se puede incorporar un elemento tal como una plantilla, planta o similar, caracterizado por comprender las siguientes etapas:
- se parte de una tira y un bloque , donde la tira tiene una altura (a) mayor que la altura (a') del bloque, una longitud adecuada para rodear completamente el canto del bloque , y una anchura tal que, sumado al bloque defina el borde del piso con cerco a formar,
- se fija la tira en el canto del bloque , de modo que determina el cerco (c), y de modo que por la…
PROCESO DE FABRICACIÓN DE PISOS PARA CALZADO CON CERCO Y PISO OBTENIDO.
(08/03/2019). Solicitante/s: AZORIN SORIANO, Jose Manuel. Inventor/es: AZORIN SORIANO,Jose Manuel, AZORIN SORIANO,Verónica.
Proceso de fabricación de pisos para calzado con cerco y piso obtenido, que comprende: unir una tira y un bloque , donde la tira tiene una altura (a) mayor que la altura (a') del bloque, para definir un vacío interior al cerco (c), colocar el conjunto bloque-tira en un molde para vulcanizado o moldeado, con partes macho (5b) con un reborde perimetral (5c) complementariamente coincidente al perfil que define el vaciado , de manera que, una vez incorporado en la parte hembra al cerrar la parte macho la presión ejercida es la misma sobre la parte del bloque que sobre el cerco (c) que define la tira , cerrar el molde haciendo que las piezas macho (5b) encajen en todo su relieve sobre el conjunto de bloque-tira unidos, e introducirlo en prensa que aplicará la presión del vulcanizado o moldeado, abrir el molde y extraer el piso con cerco resultante.
PDF original: ES-2703371_A1.pdf
Cables compatibles con IRM y RF.
(23/11/2016). Solicitante/s: BOSTON SCIENTIFIC NEUROMODULATION CORPORATION. Inventor/es: BOTTOMLEY,PAUL,A, KARMARKAR,PARAG V, ALLEN,JUSTIN M, EDELSTEIN,WILLIAM A, PIFERI,PETER, GORE,BRIAN, SHIFFLETTE,J. MICHAEL.
Un cable médico flexible que tiene al menos un conductor, en el que cada conductor comprende una pluralidad de segmentos, comprendiendo cada segmento una configuración de bobina apilada multicapa preformada, comprendiendo cada configuración de bobina apilada multicapa una primera sección bobinada hacia delante que se extiende en una dirección longitudinal hacia delante, a continuación se da la vuelta en una sección bobinada inversa que se extiende en una dirección longitudinal inversa sustancialmente opuesta, a continuación se da la vuelta en una segunda sección bobinada hacia delante que se extiende en la dirección longitudinal hacia delante, en el que las secciones primera bobinada hacia delante, bobinada inversa y segunda bobinada hacia delante están dispuestas en una pluralidad de capas apiladas unas sobre otras.
PDF original: ES-2615402_T3.pdf
Cables compatibles con MRI y RF.
(28/09/2016) Un sistema de cable seguro de MRI que comprende:
un cable flexible alargado con una pluralidad de conductores que tienen una longitud con partes extremas proximal y distal opuestas, los conductores cada uno que tiene una pluralidad de módulos de supresión de corriente que se extienden a lo largo de la longitud del conductor, en donde cada módulo de supresión de corriente se configura y dispone para suprimir considerablemente corriente inducida por RF utilizada durante un procedimiento de MRI; y una pluralidad de electrodos, uno o más de los conductores en comunicación con uno respectivo de los electrodos;
caracterizado por que cada…
Procedimientos de producción de láminas de gel.
(17/08/2016). Solicitante/s: ASPEN AEROGELS INC. . Inventor/es: LEE,KANG P, GOULD,GEORGE L, GRONEMEYER,WILLIAM, STEPANIAN,CHRISTOPHER JOHN.
Un procedimiento que comprende las etapas de:
proporcionar una lámina de material de refuerzo;
introducir una cantidad de un material separador para separar la lámina de material de refuerzo y enrollar la lámina de material de refuerzo y el material separador en un rollo de preforma que tiene una pluralidad de capas de material de refuerzo;
infundir una cantidad de solución de sol que comprende un precursor de gel y un disolvente en el rollo de preforma ;
gelificar la solución de sol en el rollo de preforma para formar un rollo de lámina gelificado, y
retirar el disolvente de la lámina gelificada.
PDF original: ES-2603063_T3.pdf
Procedimientos de producción de láminas de gel.
(12/08/2015) Un procedimiento para colar de forma continua láminas continuas rellenas de disolvente de material de gel flexible reforzado con fibras que comprende:
combinar de forma continua un sol y un agente inductor de gel para formar un sol catalizado; proporcionar un primer elemento móvil y un segundo elemento móvil , moviéndose el segundo elemento móvil en la misma dirección que el primer elemento móvil; proporcionar una napa en forma de capas o láminas de materiales fibrosos entre el primer y el segundo elemento móvil ; combinar el sol catalizado con la napa ; y
formar una lámina de gel de la combinación que tiene una primera superficie y una segunda superficie suministrando el sol catalizado de forma que la primera…
Procedimientos de producción de láminas de gel.
(01/10/2014) Un procedimiento de fabricación de láminas de gel, que comprende las etapas de:
proporcionar un cantidad de material fibroso de napa;
introducir una cantidad de un material impermeable para separar la cantidad de material fibroso de napa y enrollarlo en una preforma de rollo-fibra que tiene una pluralidad de capas fibrosas;
someter a infusión una cantidad de sol catalizado en el interior de la preforma de rollo-fibra , y
someter a formación de gel el sol catalizado en la preforma de rollo-fibra para formar un rollo de lámina de gel.
MÉTODO DE FABRICACIÓN DE UNA CORREA, Y UNA CORREA UTILIZADA PARA FABRICAR PAPEL TISÚ Y TOALLAS, Y ARTÍCULOS NO TEJIDOS Y TELAS.
(05/05/2011) Un método de fabricación de una correa para su uso en la fabricación de un tejido tisú a granel y de toallas, y de artículos no tejidos y telas, comprendiendo el mencionado método las etapas de: a) proporcionar un sustrato de base para la correa; b) depositar un material de resina polimérica sobre el mencionado sustrato de base con una forma controlada con el fin de controlar las dimensiones x, y, z del material depositado para crear un patrón predeterminado de depósitos, en donde cada depósito comprenda gotitas de material de resina polimérica; y c) al menos parcialmente vulcanizar el mencionado material de resina polimérica
PROCEDIMIENTO DE FABRICACION DE UN MOLDE DE PLACAS DE MOLDE Y PLACA DE MOLDE DE UNA PLACA PLANA.
(16/12/2005). Ver ilustración. Solicitante/s: VELCRO INDUSTRIES B.V.. Inventor/es: PROVOST, GEORGE A., JENS, STEPHEN, C., HARVEY, ANDREW, C., FORMATO, RICHARD, M., POLLARD, SAMUEL, W., STUMPF, JAMES.
Un método de hacer un molde incluyendo formar placas de molde a partir de material de placa plana, incluyendo, para las placas de molde, formar una serie de superficies de molde que se extienden hacia dentro de dichas placas de molde ; caracterizado por cortar con láser cada placa para formar dicha serie de superficies de molde en una superficie abierta en un lado de la placa de molde ; y configurar las superficies de molde de tal manera que las superficies de molde definan cavidades en forma de elemento sujetador.
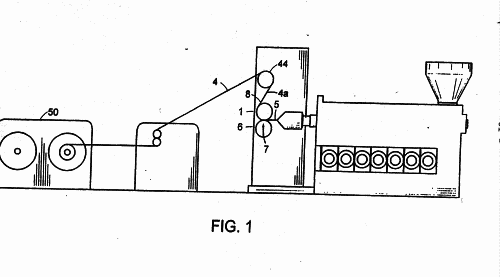
PERFILES COMPUESTOS DE ALUMINIO Y RESINA Y METODO PARA SU PRODUCCION.
(16/03/2005) LA INVENCION SE REFIERE A UN PERFIL MIXTO DE RESINA-ALUMINIO, ESPECIALMENTE A UN PERFIL DE ALUMINIO TERMOAISLANTE QUE TIENE UNA PIEZA FORMADA POR UNION DE DOS ELEMENTOS LAMINARES LATERALES (2A, 2B) DE UN PERFIL DE ALUMINIO FORMADO A PARTIR DE UN MATERIAL DE RESINA . ASIMISMO, SE DESCRIBE UN METODO DE PRODUCCION DE DICHO PERFIL Y UN APARATO, ESPECIALMENTE UN APARATO DE TRATAMIENTO POR DESCARGA, UTILIZADO PARA LA PRODUCCION DE DICHO PERFIL. SE EFECTUA UN TRATAMIENTO DE DESCARGA SOBRE LA SUPERFICIE DE LA PARTE DE UN PERFIL DE ALUMINIO REVESTIDO, DESTINADO A LA UNION CON RESINA, Y SE UNE UN MATERIAL DE RESINA A DICHA PARTE. CUANDO EL PERFIL TIENE UN ENTRANTE QUE SE QUIERE RELLENAR CON RESINA, EL TRATAMIENTO DE DESCARGA SE REALIZA EN LA SUPERFICIE INTERNA DEL ENTRANTE Y DICHO ENTRANTE SE RELLENA CON EL MATERIAL DE RESINA . DURANTE LA PRODUCCION…
PELOTAS DE GOLF DE DOS Y TRES PIEZAS BASADAS EN POLIURETANO.
(01/01/2005). Solicitante/s: DUNLOP MAXFLI SPORTS CORPORATION. Inventor/es: DEWANJEE, PIJUSH, K., TZIVANIS, MICHAEL, KUTTAPPA, SANJAY, M., CALABRIA, JOHN, SITLER, KATHERINE, HOBBS, THOMAS.
Una nueva composición que se utiliza para el recubrimiento de bolas de golf que comprende una mezcla de un prepolímero de poliuretano diisocianato/poliol con un agente de polimerización que comprende una mezcla de una diamina de reacción lenta con una diamina de reacción rápida tales como dimetiltio 2,4-toluenodiamina y dietil 2,4-toluenodiamina, respectivamente, se lleva a cabo con un nuevo procedimiento de fabricación y construcción de bola. Una bola de golf fabricada con esta invención presenta características de tacto y capacidad de juego de una bola recubierta de balata con características de mayor durabilidad (resistencia al corte y a la cizalla) que las bolas con recubrimiento de balata o ionómero.
PROCEDIMIENTO PARA FABRICAR UN PRODUCTO EN CAPAS.
(16/07/2004). Ver ilustración. Solicitante/s: COLOPLAST A/S. Inventor/es: OEELUND, JAKOB, PETERSEN, JAN, MARCUSSEN, JAN.
Un procedimiento para la fabricación de un producto en capas que comprende al menos dos capas, una primera capa primaria y una segunda capa moldeable, en el que se proporciona un suministro continuo de un material en capas de una hoja deformable primaria y un suministro de material moldeable y en el que el material primario en capas y el material moldeable se mezclan en cavidades de moldeo, situándose dichas cavidades de moldeo en un bucle sin fin, en el que posteriormente la capa primaria se hace entrar en contacto con las paredes del molde y que mezcla el material moldeable y la capa primaria situando el material moldeable sobre la capa primaria en comunicación con las cavidades de moldeo, caracterizado porque las paredes de la cavidad de moldeo se calientan a una temperatura idónea para dilatar el material de la primera capa y mantener la forma dada por las cavidades de moldeo.
Un procedimiento para fabricar una correa (10) de fabricación de papel que comprende una estructura (40) de refuerzo y una armadura resinosa (50a) unida a la misma.
(16/02/2003) Un procedimiento para fabricar una correa de fabricación de papel que comprende una estructura de refuerzo y una armadura resinosa (50a) unida a la misma, comprendiendo el procedimiento las operaciones de: (a) proporcionar un material resinoso fluido ; (b) proporcionar una estructura de refuerzo que tenga una primera cara , una segunda cara opuesta a la primera cara, y un espesor (h) definido entre ambas, en donde la estructura de refuerzo tiene preferiblemente huecos entre la primera cara y la segunda cara , pudiendo ser penetrados los huecos por el material resinoso fluido ; (c) proporcionar una superficie de trabajo para soportar la estructura de refuerzo; (d) yuxtaponer la estructura de refuerzo con la superficie de trabajo…
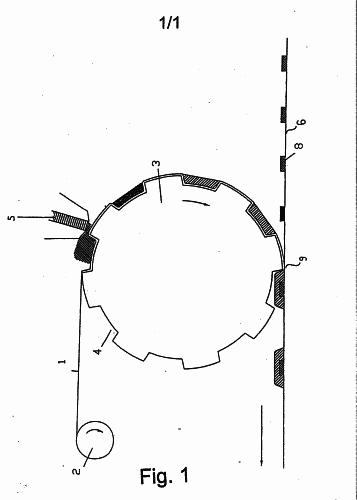
PROCESO Y DISPOSITIVO PARA EL DEPOSITO DE UNA CAPA DE PINTURA REACTIVA AL LASER SOBRE UNA PIEZA MOLDEADA.
(01/04/1996). Solicitante/s: SCHNEIDER ELECTRIC SA. Inventor/es: IZOARD, JEAN, BUISSON, JACQUES.
UNA CAPA DE PINTURA REACTIVA AL LASER SE INTRODUCE EN EL MOLDE DE INYECCION DE LA PIEZA, MEDIANTE UNA CINTA DE TRANSFERENCIA INSERTADA EN UNA CAJITA CON FORMA DE CAJON. DURANTE LA ABERTURA DEL MOLDE, LA CAJITA SE RETIRA LIGERAMENTE PARA PERMITIR UN AVANCE DE UN PASO DE LA CINTA DE TRANSFERENCIA, DEBIENDO APLICARSE LA INTRODUCCION DE UNA NUEVA CAPA SOBRE LA SIGUIENTE PIEZA. DURANTE LA FUNDICION DE LA PIEZA, LA CAPA DE PINTURA SE TRANSFIERE DE LA CINTA A LA PIEZA MOLDEADA, Y LAS INSCRIPCIONES SE OBTIENEN EN UN PUESTO DE MARCAJE DE LA CADENA DE FABRICACION FLEXIBLE UTILIZANDO UN HAZ LASER.
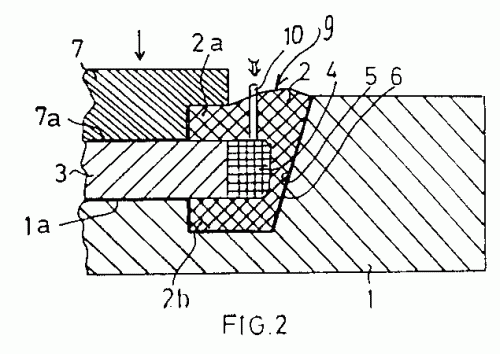
DISPOSITIVO PARA SOBREMOLDEAR LOS CANTOS DE PANELES EN FORMA DE PLACA.
(01/11/1990). Ver ilustración. Solicitante/s: FINKENSIEP, GERD.
DISPOSITIVO PARA SOBREMOLDEAR LOS CANTOS DE PANELES EN FORMA DE PLACA. COMPRENDE UN MOLDE DE UNA PIEZA HECHA DE PLASTICO ELASTOMETO CON SECCION TRANSVERSAL EN FORMA DE C CUYAS RAMAS LIBRES RECIBEN ENTRE ELLAS LOS CANTOS DEL PANEL, SE APOYAN DIRECTAMENTE SOBRE EL MISMO POR ENCIMA Y POR DEBAJO DE LAS ZONAS QUE LIMITAN LOS CANTOS Y DEJAN A PARTIR DE ESTOS UN ESPACIO DONDE HA DE SER SOBREMOLDEADO EL PLASTICO, ESTANDO EL MOLDE RODEADO POR UNA CAJA DE MOLDE DIVIDIDA, Y SE CARACTERIZA POR EL HECHO DE TENER PREVISTO EN LA CARA EXTERIOR DEL MOLDE , EN LA REGION DE SUS RAMAS LIBRES (2A, 2B) Y ENTRE EL MOLDE Y LA CAJA DE MOLDE , UNOS ESPACIOS DE EXPANSION ENFRENTADOS AL ESPACIO HUECO DESTINADO AL SOBREMOLDEO Y CUYO VOLUMEN ES AL MENOS TAN GRANDE COMO EL VOLUMEN EXPULSADO POR EL APRIETE DE LOS EXTREMOS EXTERIORES DE LAS RAMAS (2A, 2B) DEL MOLDE EN DIRECCION DE DICHO ESPACIO HUECO . SE EVITA LA APARICION DE CAVIDADES EN LA SUPERFICIE DE LOS CANTOS. SE APLICA A LA FABRICACION DE MUEBLES.
{kind=link}
{kind=link}
{kind=link}