CIP-2021 : B29C 53/54 : Guiado, alimentación o formación de bordes.
CIP-2021 › B › B29 › B29C › B29C 53/00 › B29C 53/54[4] › Guiado, alimentación o formación de bordes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad).
B29C 53/54 · · · · Guiado, alimentación o formación de bordes.
CIP2021: Invenciones publicadas en esta sección.
Instalación de conformación de botellas con medios de conformación, y procedimiento correspondiente.
(27/05/2013) Instalación de conformación de botellas por termoconformado de una lámina de material plástico ,comprendiendo la citada instalación una caña de soplado y/o de llenado , medios de soldadura , y medios demoldeo de las citadas botellas, medios de conformación en cilindro de la citada lámina, estandocolocados los citados medios de conformación aguas arriba de los citados medios de moldeo ,caracterizada porque los citados medios de conformación comprenden una primera y una segunda mordazas dispuestas alrededor de la citada caña cuyos contornos interiores definen un cilindro,presentando la citada segunda mordaza una abertura que se extiende longitudinalmente al menos en unaporción de su longitud y enfrente de la cual se extienden los citados medios de soldadura , medios de paradaque forman tope para…
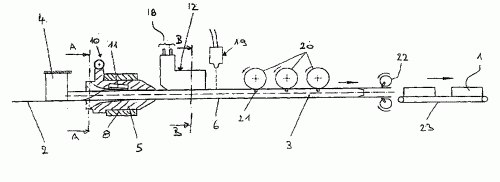
PROCEDIMIENTO PARA CONTROLAR LA POSICION DE LOS BORDES DE UNA CINTA DE PELICULA.
(01/08/2005). Ver ilustración. Solicitante/s: AISAPACK HOLDING S.A. Inventor/es: KELLER, GERHARD.
Procedimiento para controlar la posición de los bordes de una cinta de película, que es alimentada con ayuda de una cuña de guía a una tolva de conformar de un dispositivo para fabricar cuerpos tubulares a partir de la cinta de película con una costura de solapamiento, siendo luego soldada, caracterizado por el hecho de que después de la soldadura, un sensor infrarrojo de líneas permite medir un perfil de temperaturas transversalmente a la costura solapada , siendo valorado y en caso de variaciones del perfil real emitir una señal para hacer girar la tolva de conformar con el canal de guía.
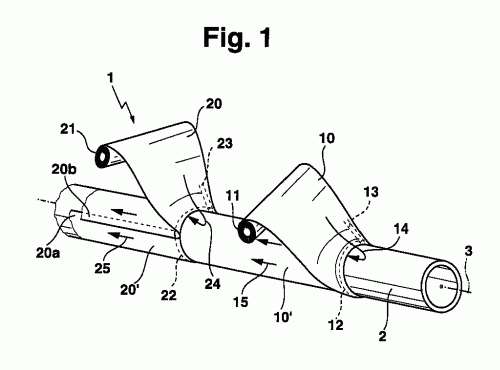
DISPOSITIVO PARA FABRICAR UNA MANGUERA DE REVESTIMIENTO.
(16/10/2003). Ver ilustración. Solicitante/s: BKP BEROLINA POLYESTER GMBH & CO. KG. Inventor/es: ODENWALD, RALF, DIPL.-ING.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA FABRICAR UNA MANGUERA FORMADA POR VARIAS CAPAS (10', 20'), CON UN NUCLEO DE ARROLLAMIENTO EN TORNO AL CUAL UN DISPOSITIVO DE DESVIACION Y CONFORMACION SE ENCARGA DE ENROLLAR LAS DISTINTAS CAPAS (10', 20'), CON SUS DOS LADOS LONGITUDINALES SOLAPADOS, SUMINISTRADAS EN FORMA DE BANDAS DE MATERIAL . LAS CAPAS ENROLLADAS (10', 20') EN TORNO AL NUCLEO DE ARROLLAMIENTO PARA FORMAR UNA MANGUERA SE ALIMENTAN LEJOS DEL DISPOSITIVO , SE CORTAN EN LA SECCION TRANSVERSAL EN QUE LAS APOTEMAS A CADA SUPERFICIE EXTERIOR PLANA DEL NUCLEO DE ARROLLAMIENTO Y LAS NORMALES A CADA TANGENTE TRAZADA EN LA SUPERFICIE EXTERIOR CURVADA DEL NUCLEO DE ARROLLAMIENTO COINCIDEN EN UN PUNTO DE CORTE COMUN. ES CONVENIENTE QUE EL NUCLEO DE ARROLLAMIENTO SEA UN TUBO DE SECCION CIRCULAR EN SU EXTERIOR. DE ESTA FORMA, LAS FUERZAS DE TRACCION ACTUANTES EN LOS DOS LADOS LONGITUDINALES (20A, 20B) TIENEN IGUAL VALOR Y LAS FUERZAS TRANSVERSALES EJERCIDAS EN LA BANDA DE MATERIAL SE COMPENSAN.
METODO Y APARATO PARA EL TERMOFORMADO DE PRODUCTOS SEMIACABADOS EXTRUIDOS EN FORMA DE LAMINAS O PANELES ALVEOLADOS, EN ESPECIAL DE POLIPROPILENO.
(01/09/1991). Solicitante/s: KARTON S.P.A. Inventor/es: BRESSAN, MATTEO.
METODO DE TERMOFORMACION DE PRODUCTOS SEMIACABADOS EXTRUIDOS EN FORMA DE LAMINAS O PANELES CONTINUOS ALVEOLARES, EN ESPECIAL DE POLIPROPILENO. DURANTE EL PROCESO DE EXTRUSION, LA TERMOFORMACION SE EFECTUA EN ESTADO ELASTOPLASTICO DEL PRODUCTO SEMIACABADO EXTRUIDO. DICHO ESTADO SE CONSIGUE MEDIANTE GENERADORES DE CALOR CAPACES DE ABLANDAR EL MATERIAL DEL PRODUCTO SEMIACABADO, SOBRE CUYOS BORDES ACTUA UN ELEMENTO FORMADOR PARA EVITAR ESFUERZOS Y DEFORMACION EN LA LAMINA, OBTENIENDOSE ASI UN TERMOFORMADO CORRECTO DE LOS BORDES DEL PRODUCTO SEMIACABADO CONTINUO . SE DESCRIBE ADEMAS UN APARATO PARA PONER EN PRACTICA DICHO METODO.
{kind=link}
{kind=link}