CIP-2021 : B29D 24/00 : Fabricación de objetos con paredes huecas.
CIP-2021 › B › B29 › B29D › B29D 24/00[m] › Fabricación de objetos con paredes huecas.
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
METODO PARA HACER UNA ESTRUCTURA RIGIDA.
(01/12/1995). Solicitante/s: PLASCON TECHNOLOGIES (PROPRIETARY) LIMITED. Inventor/es: SYMONS, MICHAEL WINDSOR.
UN METODO PARA HACER UNA ESTRUCTURA RIGIDA, TAL COMO UNA ESCALERA DE MANO , DE UNA O MAS LONGITUDES DE TUBERIA , O SECCIONES DE TUBERIA DE UN MATERIAL DE FIBRA NATURAL TAL COMO PAPEL, INCLUYE LAS FASES DEL MONTAJE DE LAS LONGITUDES DE TUBERIA DENTRO DE LA ESTRUCTURA DESEADA, IMPREGNANDO LAS LONGITUDES DE TUBERIA CON UNA COMPOSICION LIQUIDA, QUE COMPRENDE RESINA TERMOINDURANTE, TAL COMO UNA RESINA FENOLICA, UN LIQUIDO EXTENSIBLE PARA LA RESINA TERMOINDURANTE, Y UN CATALIZADOR PARA LA RESINA TERMOINDURANTE, Y LA POLIMERIZACION DE LA RESINA TERMOINDURANTE PARA FORMAR LA ESTRUCTURA.
METODO PARA HACER UNA ESTRUCTURA COMPUESTA.
(01/05/1995). Solicitante/s: PLASCON TECHNOLOGIES (PROPRIETARY) LIMITED. Inventor/es: SYMONS, MICHAEL WINDSOR.
UN METODO PARA HACER UNA ESTRUCTURA COMPUESTA PARTIENDO DE DOS PRIMERAS LAMINAS , DE UN MATERIAL DE FIBRA NATURAL TAL COMO PAPEL, Y UNA SEGUNDA LAMINA ACANALADA, DE UN MATERIAL DE FIBRA NATURAL TAL COMO PAPEL, ESTANDO LA SEGUNDA LAMINA INTERCALADA ENTRE LAS DOS PRIMERAS LAMINAS , INCLUYE LAS FASES DE IMPREGNAR LAS LAMINAS CON UNA COMPOSICION LIQUIDA QUE COMPRENDE RESINA TERMOINDURANTE, TAL COMO UNA RESINA FENOLICA, UN LIQUIDO DE EXTENSION, PARA LA RESINA TERMOINDURANTE, Y UN CATALIZADOR PARA LA RESINA TERMOINDURANTE, SITUANDO LA SEGUNDA LAMINA ENTRE LAS DOS PRIMERAS LAMINAS , Y POLIMERIZANDO LA RESINA TERMOINDURANTE PARA UNIR LA SEGUNDA LAMINA A LAS DOS PRIMERAS LAMINAS , PARA FORMAR LA ESTRUCTURA COMPUESTA . LA ESTRUCTURA COMPUESTA SE UTILIZA EN LA INDUSTRIA DE LA CONSTRUCCION Y DEL EMPAQUETADO.
ALMA TEXTIL, PROCESO DE FABRICACION Y PRODUCTO COMPOSITO OBTENIDO CON TAL ALMA TEXTIL.
(16/01/1994). Solicitante/s: ISOFRAN. Inventor/es: DE SMET, GABRIEL, NICOT, JEAN-PHILIPPE, SACHS, HAROUN.
LA INVENCION TIENE POR OBJETO UN ALMA TEXTIL COMPUESTA DE AL MENOS UNA CAPA TRICOTADA O NO TEJIDA COMPUESTA DE UNA O VARIAS NATURALEZAS DE HILOS, ESTANDO DICHA CAPA IMPREGNADA DE UNA RESINA Y CONFORMADA. LA CAPA SE COMPONE DE ZONAS PREDETERMINADAS, DE SALIENTES DE ALTURA Y/O DE DENSIDAD VARIABLE. EL ALMA TEXTIL ESTA INSERTADA ENTRE DOS PIELES PARA FORMAR UN PRODUCTO COMPOSITO. LA INVENCION SE REFIERE TAMBIEN AL PROCESO DE FABRICACION Y AL PRODUCTO COMPOSITO OBTENIDO CON TAL ALMA TEXTIL.
MEJORAS EN, Y RELACIONADAS CON, CAJAS PARA EL TRANSPORTE DE PESCADO Y CARNE FRESCOS.
(16/12/1993). Solicitante/s: NORSK HYDRO A/S. Inventor/es: GRONNEVIK, ODDBJORN.
UNA CAJA "TERMO" PARA EL TRANSPORTE DE PRODUCTOS FRESCOS, COMO CARNE, PESCADO, MEDICINAS O SIMILARES, CONSTA DE UNA DOBLE PARED LATERAL, UNA TAPA Y UN FONDO DE MATERIAL TERMOPLASTICO, ENCONTRANDOSE LLENO DE AIRE U OTRO GAS EL ESPACIO HUECO EN LA BASE QUE DEFINE EL FONDO DE LA CAJA, LAS PAREDES LATERALES Y LA TAPA. LA FORMA BASICA DE LA CAJA ES UN MOLDEADO PLANO HUECO EN EL QUE LAS PAREDES LATERALES ESTAN PLEGADAS HACIA ARRIBA A LO LARGO DE LINEAS DE BAJA RESISTENCIA Y UNIDAS EN LAS ESQUINAS. LA LAMINA INTERIOR DE LA BASE DE LA CAJA LLEVA CANALES DE DRENAJE Y ORIFICIOS QUE PERMITEN QUE EL HIELO Y EL AGUA EXUDADOS DE LOS PRODUCTOS HUMEDOS PENETREN EN EL ESPACIO HUECO EN EL FONDO DE LA CAJA, DONDE QUEDAN ATRAPADOS. EL MOLDEADO HUECO SE OBTIENE POR EXTRUSION DEL MATERIAL PLASTICO A TRAVES DE UNA BOQUILLA EN FORMA DE ANILLO, FORMANDOSE UN TUBO FLEXIBLE QUE SE INFLA Y, A CONTINUACION, RECIBE LA FORMA ENTRE LOS TROQUELES.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE PLASTICO TERMOPLASTICO CON ARMAZON EN ESPIRAL.
(01/11/1993). Solicitante/s: TECHNOFORM CAPRANO + BRUNNHOFER KG. Inventor/es: BRUNNHOFER, ERWIN.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE PLASTICO TERMOPLASTICO CON ARMAZON EN FORMA DE ESPIRAL EXTRUYENDO PRIMERO UN TUBO NUCLEO RODEADO POR LO MENOS CON UNA CAPA DE HILO MONOFILO DE PLASTICO DE ARMAZON. EL TUBO NUCLEO SE LLEVA POR UN ANILLO DE TOBERAS QUE ROTA CON UN VELOCIDAD TRASLATORIA PREVIAMENTE DADA AL REDEDOR DEL TUBO NUCLEO. EL ANILLO TIENE POR LO MENOS UNA TOBERA PARA EL HILO MONOFILO Y QUE ESTA CONECTADO A UNA EXTRUSORA PARA EL PLASTICO DE ARMAZON. EL HILO MONOFILO SE ENFRIA EN EL RECORRIDO HASTA EL TUBO NUCLEO ASI COMO ESTIRADO POR LA DIFERENCIA ENTRE LA VELOCIDAD DE SALIDA DEL PLASTICO DE ARMAZON DE LA TOBERA Y LA VELOCIDAD DE ENBOBINADO DEL HILO MONOFILO DEL TUBO NUCLEO. EL HILO MONOFILO ESTIRADO SE ENBOBINA SOBRE EL TUBO NUCLEO PARA EL ARMAZON EN FORMA DE ESPIRAL.
UN SISTEMA INTEGRADO PARA MOLDEADO Y ENGOMADO DE CAJAS.
(01/03/1993). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: CHIESI, FRANCO, DA RE\', MARIO.
UN METODO PARA FABRICAR CAJAS COMPUESTAS POR DOS CAPAS DE ENCOLADO CON MATERIAL POLIMERICO TERMOPLASTICO Y O TERMOSINTETICO, EN QUE LAS OPERACIONES DE MOLDEADO Y PEGADO DE LAS CAPAS SON INTEGRADAS. ESTA INTEGRACION ES POSIBLE EN VIRTUD DEL USO, CON UNA PRESION VERTICAL , DE DE LAS PARTES CON UN PUNZON DESMONTABLE , EN EL CUAL LAS DOS CAPAS SE MOLDEAN SIMULTANEAMENTE Y ENTONCES SON PEGADAS.
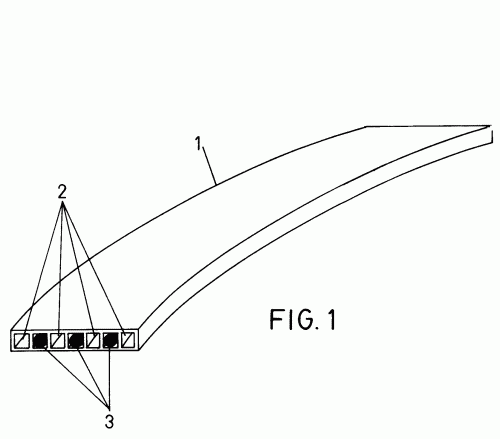
(16/05/1991). Ver ilustración. Solicitante/s: SOMIERES INDUSTRIALES, S.A. (SOINSA). Inventor/es: BAGUES SERAL, ROBERTO JULIAN, BUENO IBAÑEZ, LUIS.
LAMA PARA SOMIERES, LA CUAL ES DE LONGITUD SEMEJANTE A LA SEPARACION DE LOS LARGUEROS DEL BASTIDOR DEL SOMIER, Y ESTA PROVISTA DE UNA LIGERA CURVATURA LONGITUDINAL, CARACTERIZANDOSE ESENCIALMENTE POR CONFORMARSE LA LAMA POR UN CUERPO DE MATERIAL PLASTICO CON UNA SERIE DE ORIFICIOS LONGITUDINALES, SUSCEPTIBLES DE ALOJAR UNAS VARILLAS DE ACERO.
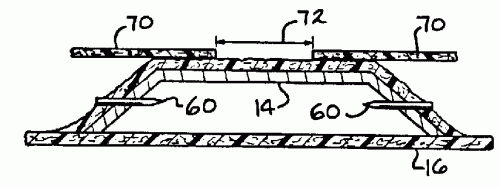
DEPOSITOS DE ALMACENAMIENTO CON NERVADURAS DE SOPORTE FABRICADAS Y SU METODO DE FABRICACION.
(01/03/1990). Ver ilustración. Solicitante/s: OWENS-CORNING FIBERGLAS CORPORATION. Inventor/es: WEAVER, ANTHONY MICHAEL, WIEGAND, JOSEPH RALPH, STICKLEY, DEWEY CRAIG.
DEPOSITOS DE ALMACENAMIENTO CON NERVADURAS DE SOPORTE FABRICADAS Y SU METODO DE FABRICACION. SE DESCRIBEN DEPOSITOS DE PLASTICO REFORZADOS MEJORADOS Y NUEVOS PROCEDIMIENTOS UTILIZANDO MANDRILES PARA PRODUCIRLOS. UN ASPECTO DE LA INVENCION ESTA RELACIONADO CON UNA NERVADURA DE SOPORTE EXTERNA Y UN METODO PARA PRODUCIRLA. DE ACUERDO CON LA INVENCION, LA NERVADURA SE FABRICA SOBRE UN MOLDE DE NERVADURA HUECO SUJETO EN LA PARTE EXTERNA DE UN DEPOSITO CON UNA CINTA DE MALLA Y CON HILOS ELASTICOS. SE DESCRIBE TAMBIEN UN METODO PARA PRODUCIR UN DEPOSITO DEL TIPO DE DOBLE PARED QUE INCLUYE LA NUEVA NERVADURA . DE ACUERDO CON ESTE ASPECTO DE LA INVENCION, LAS NERVADURAS SE ENDURECEN HASTA QUE ADQUIERAN UNA CONSISTENCIA POR LO MENOS PEGAJOSA. A CONTINUACION, UNOS DELGADOS PANELES FLEXIBLES SE ENROLLAN ALREDEDOR DEL LADO EXTERNO DE LAS NERVADURAS Y SE MANTIENEN EN SU SITIO POR MEDIO DE UNENROLLAMIENTO . UNA PORCION DE LA PARTE SUPERIOR DE CADA NERVADURA QUEDA AL DESCUBIERTO ENTRE PANELES ADYACENTES.
METODO DE FABRICACION DE UNA BANDA DE RECUBRIMIENTO DE PAREDES CILINDRICAS CON ESTRUCTURA ALVEOLAR.
(01/03/1989). Solicitante/s: INSTITUT FRANCAIS DU PETROLE.
METODO DE FABRICACION DE UNA BANDA DE RECUBRIMIENTO DE PAREDES CILINDRICAS CON ESTRUCTURA ALVEOLAR. LA ESTRUCTURA ALVEOLAR SE OBTIENE A PARTIR DE BANDAS CURVAS QUE INCLUYEN VARIAS ZONAS DISPUESTAS TRANSVERSALMENTE RESPECTO A ESTAS BANDAS, CORRESPONDIENDO ALGUNAS DE ELLAS A PAREDES DOTADAS DE ARISTAS SENSIBLEMENTE PARALELAS Y OTRAS DE ARISTAS NO PARALELAS. ALGUNAS DE ESTAS ZONAS, SON ZONAS DE ENSAMBLAJE DESTINADAS A ESTAR SOLIDARIZADAS ENTRE SI, MIENTRAS QUE OTRAS PUEDEN SER ZONAS LIBRES NO UTILIADAS PARA EL ENSAMBLAJE. LA BANDA DE RECUBRIMIENTO INCLUYE ALVEOLOS DELIMITADOS POR VARIAS PAREDES CUYAS ARISTAS TIENEN UNA PROYECCION ORTOGONAL DE LONGITUD NO NULA SOBRE UNA PERPENDICULAR A DICHA SUPERFICIE CILINDRICA QUE PASE POR LA ARISTA CONSIDERADA.
ESTRUCTURA DESTINADA A RECUBRIR POR LO MENOS EN PARTE UNA SUPERFICIE CILINDRICA.
(16/01/1987). Solicitante/s: INSTITUT FRANCAIS DU PETROLE.
ESTRUCTURA ALVEOLAR DESTINADA A RECUBRIR PARTE DE UNA SUPERFICIE CILINDRICA. LA ESTRUCTURA INCLUYE ALVEOLOS DELIMITADOS POR VARIAS PAREDES, DE LAS QUE UNA O MAS TIENEN AL MENOS DOS ARISTAS SENSIBLEMENTE PARALELAS ENTRE I A LA VEZ QUE UNA O MAS TIENEN TAMBIEN AL MENOS DOS ARISTAS NO PARALELAS, TODAS ESTAS CON UNA PROTECCION ORTOGONAL DE LONGITUD NO NULA SOBRE UNA PERPENDICULAR A LA SUPERFICIE CILINDRICA QUE PASA POR LA ARISTA CONSIDERADA. LA ESTRUCTURA ALVEOLAR SE CONSIGUE A PARTIR DE BANDAS CURVAS, CON VARIAS ZONAS DISPUESTAS DE FORMA TRANSVERSAL.
PROCEDIMIENTO PARA LA REALIZACION DE UNA CAPA POROSA DESTINADA A LA ABSORCION DE ENERGIA SONORA Y CAPA OBTENIDA CON DICHO PROCEDIMIENTO.
(16/09/1982). Solicitante/s: SOCIETE NATIONALE INDUSTRIELLE AEROSPATILE,SOCIETE.
PROCEDIMIENTO DE OBTENCION DE UNA CAPA POROSA PARA ABSORCION DE ENERGIA SONORA. SE FORMA UN TEJIDO FLEXIBLE Y FLOJO DE MECHAS COMPUESTAS DE FIBRAAS MINERALES O SINTETICAS, COLOCANDOLAS PARALELAMENTE UNAS A OTRAS. A CONTINUACION, SE CONFORMAN APLICANDOLES UNA ESINA ENDURECIBLE, MIENTRAS SE LES SOMETE A PESION, HASTA QUE QUEDA UN ENREJADO RIGIDO Y DELGADO. LA POROSIDAD DEL TEJIDO ES DEL ORDEN DE 25 A 35 POR 100, MIENTRAS QUE LA DE ENREJADO ES DEL 5 AL 15 POR 100. LAS MECHAS DE TRAMA Y DE URDIMBRE EMPLEADAS SON ORTOGONALES Y DELIMITAN EN EL TEJIDO UNAS ABERTURAS CUADRADAS CUYOS LADOS TIENEN UNA LONGITUD DEL ORDEN DE MAGNITUD DE LA ANCHURA DE LAS MECHAS.
PROCEDIMIENTO PARA PRODUCIR BLOQUES PARALELEPIPEDICOS DE POLIURETANO EXPANDIDO CON SUS CARAS PLANAS Y SECCION RECTANGULAR, CON SU DISPOSITIVO REALIZADOR.
(16/01/1978). Solicitante/s: HERNANDO ROMANILLOS,FEDERICO.
Procedimiento para producir bloques paralelepipédicos de poliuretano expandido, con sus caras planas y sección rectangular, con su dispositivo realizador, caracterizado porque el molde se apoya sobre una arista o sobre un vértice, presentando interiormente el mínimo de superficie, sobre la que se iniciará la espumación, y unas paredes inclinadas que anularán el rozamiento al dar una fuerza componente que resbala sobre ellas, obteniéndose una espumación libre y natural de la espuma la cual producirá el llenado completo del referido molde, acoplándose a la forma de sus paredes, es decir, produciendo un bloque paralelepipédico de caras planas y secciones rectangulares.
{kind=link}
{kind=link}