CIP-2021 : B29D 22/00 : Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
CIP-2021 › B › B29 › B29D › B29D 22/00[m] › Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B29D 22/02 · Artículos inflables.
B29D 22/04 · Artículos esféricos, p.ej. bolas (B29D 22/02 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
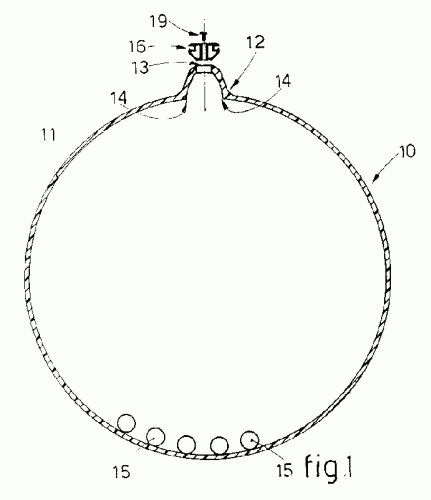
PELOTA PARA EJERCICIOS PSICOMOTORES Y PROCEDIMIENTO PARA SU OBTENCION.
(16/02/1994). Ver ilustración. Solicitante/s: LEDRAPLASTIC DI A. COSANI & C. SNC. Inventor/es: COSANI, AQUILINO.
PELOTA PARA EJERCICIOS PSICOMOTORES Y PROCEDIMIENTO PARA SU OBTENCION, SIENDO DICHA PELOTA DE GRANDES DIMENSIONES Y CONTENIENDO PELOTITAS AUXILIARES AUTONOMAS DE PEQUEÑO DIAMETRO, PRESENTANDO EN UNO DE SUS POLOS UN ORIFICIO DE DIMENSIONES COORDINADAS CON DICHAS PELOTITAS Y ESTANDO DICHO ORIFICIO POLAR OBTURADO POR UN TAPON MOVIL AXIALMENTE PERFORADO, QUE LLEVA UN TAPON OBTURADOR MOVIBLE PARA EL INSUFLADO DE AIRE. EL PROCEDIMIENTO PARA LA OBTENCION DE LA PELOTA SE REALIZA, POR ROTACION, HINCHANDOSE UNA PELOTA DE PEQUEÑO DIAMETRO AL DIAMETRO DESEADO Y ESTABILIZANDOSE, SIENDO REALIZADO DICHO HINCHADO A TRAVES DEL ORIFICIO POLAR, QUE SE CIERRA A CONTINUACION CON EL REFERIDO TAPON MOVIBLE.
METODO PARA LA FABRICACION DE BARRILES DE TABLESCADO CON UN CUELLO ANCHO.
(01/01/1994) EL DESARROLLO DE UN METODO PARA FABRICAR BARRILES DE TABLESCADO CON TAPAS DE FUNDICION DE UNA MEDIDA EXACTA Y BARRILES DE SOPLADO, SE CARACTERIZA POR EL SOPLADO DE LOS BARRILES DOBLES DE PLASTICO Y POR LA SEPARACION DE LOS MISMOS EN DOS BARRILES CENTRALES, POR LA FUNDICION INYECTADA DE PLASTICOS DE LAS TAPAS DE TABLESCADO, POR EL ENFRIAMIENTO DE LOS BARRILES Y DE LAS TAPAS DE TABLESCADO SOBRE LA FORMA ADECUADA EN LOS TRAMOS DE ENFRIAMIENTO Y DE CALIBRE QUE ESTAN COLOCADOS EN LA MAQUINA DE SOPLADO PARA LA FABRICACION DE LOS BARRILES DOBLES Y PARA LA FUNDICION INYECTADA DE PLASTICO EN LAS TAPAS DE LOS BARRILES Y PARA LA SOLDADURA…
MAQUINA DE FUNDICION POR INYECCION.
(16/05/1993). Solicitante/s: ENGEL MASCHINENBAU GESELLSCHAFT M.B.H. HYDAC TECHNOLOGY GMBH. Inventor/es: STEINBICHLER, GEORG, LAMPL, ALFRED.
SE DESCRIBE UNA MAQUINA DE FUNDICION POR INYECCION CON UN DISPOSITIVO DE INYECCION DE MATERIAL PLASTIFICADO Y UN AMBOLO ACUMULAR PARA INTRODUCIR A PRESION UNOS GASES PROCEDENTES DE UN DEPOSITO DE RESERVA A UNA HERRAMIENTA DE MOLDE. ENTRE LA HERRAMIENTO DE MOLDE, EL DEPOSITO DE RESERVA Y EL EMBOLO ACUMULADOR SE CONECTA UN DISPOSITIVO PARA ELEVAR LA PRESION DEL GAS.
METODO Y APARATO PARA FIJAR UNA PIEZA INSERTADA EN UN CUERPO HUECO.
(01/04/1993) METODO PARA FIJAR UNA PIEZA INSERTADA , AL MENOS PARCIALMENTE COMPUESTA POR MATERIAL TERMOPLASTICO, EN UN CUERPO HUECO AL MENOS PARCIALMENTE COMPUESTO ASIMISMO PRINCIPALMENTE POR MATERIAL TERMOPLASTICO, QUE ES PRODUCIDO EN UN MOLDE BIEN POR FUSION DEL MATERIAL TERMOPLASTICO EN EL MOLDE O AÑADIENDOLO AL MOLDE EN ESTADO YA FUNDIDO Y, TRAS LA DISTRIBUCION DEL MATERIAL TERMOPLASTICO FUNDIDO EN UNA CAPA SOBRE LAS PAREDES INTERNAS DEL MOLDE DE FORMA APROPIADA, SE SOLIDIFICA O SE RETIRA PARA SU SOLIDIFICACION CON EL FIN DE EXTRAER EL CUERPO DE MATERIAL TERMOPLASTICO ASI OBTENIDO DEL MOLDE, POR LO QUE, DURANTE UNA PRIMERA FASE, LA PIEZA INSERTADA SE POSICIONA EN EL MOLDE A UNA DISTANCIA ESPECIFICA DEL MATERIAL TERMOPLASTICO AUN FUNDIDO, ASEGURANDOSE DE QUE ESTE NO SUFRE DEFORMACIONES SUSTANCIAS COMO RESULTADO DE…
UN SISTEMA INTEGRADO PARA MOLDEADO Y ENGOMADO DE CAJAS.
(01/03/1993). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: CHIESI, FRANCO, DA RE\', MARIO.
UN METODO PARA FABRICAR CAJAS COMPUESTAS POR DOS CAPAS DE ENCOLADO CON MATERIAL POLIMERICO TERMOPLASTICO Y O TERMOSINTETICO, EN QUE LAS OPERACIONES DE MOLDEADO Y PEGADO DE LAS CAPAS SON INTEGRADAS. ESTA INTEGRACION ES POSIBLE EN VIRTUD DEL USO, CON UNA PRESION VERTICAL , DE DE LAS PARTES CON UN PUNZON DESMONTABLE , EN EL CUAL LAS DOS CAPAS SE MOLDEAN SIMULTANEAMENTE Y ENTONCES SON PEGADAS.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS BOLSAS DE EVASADO PARA EL ALMACENAMIENTO Y TRANSPORTE DE PRODUCTOS.
(01/10/1989). Ver ilustración. Solicitante/s: ZARANDONA UGALDE, JON ECHEGUIBEL SALUTREGUI, JOSE MARIA. Inventor/es: ZARANDONA UGALDE, JON, ECHEGUIBEL SALUTREGUI, JOSE MARIA.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS BOLSAS DE ENVASADO PARA ALMACENAMIENTO Y TRANSPORTE DE PRODUCTOS. PROPONE LA INVENCION CONSTITUIR UNOS PERFECCIONAMIENTOS INTRODUCIDOS EN LAS BOLSAS DE ENVASADO PARA ALMACENAMIENTO Y TRANSPORTE DE PRODUCTOS, CUYA BOLSA TIENE LOS SIGUIENTES PERFECCIONAMIENTOS: HILOS LONGITUDINALES ORIENTADOS QUE CONSTITUYEN LA SUPERFICIE INTERNA DE LA BOLSA Y QUE POR SU CARACTER DESLIZANTE FACILITA EL LLENADO Y VACIADO DE LA BOLSA. HILOS HORIZONTALES, COLOCADOS TODOS EXTERNAMENTE A LOS HILOS LONGITUDINALES QUE CONFIGURA LA SUPERFICIE EXTERNA, DANDO A ELLA LA CARACTERISTICA DE ANTIDESLIZANTE. EMBOCADURA DE LA BOLSA, CON UN CARACTER ELASTICO, EN LOS DOS SENTIDOS.
PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE, TAL COMO UN BIDON.
(01/07/1989). Ver ilustración. Solicitante/s: SOLVAY & CIE (SOCIETE ANONYME). Inventor/es: HENIN, PIERRE, MAQUET, NESTOR.
EL DEPOSITO ESTA CONSTITUIDO POR UNA ENVOLTURA EXTERNA METALICA Y POR UNAENVOLTURA INTERNA ADHERENTE, PRODUCIDA POR ROTOMOLDEO, A PARTIR DE UN MATERIAL TERMOPLASTICO SUSCEPTIBLE DE SUFRIR UNA CONTRACCION DESPUES DEL MOLDEO Y, DESPUES DEL MOLDEO Y CONTRACCION DE ESTA ENVOLTURA, SE INYECTA UNA RESINA ELASTOMERICA ENTRE LA ENVOLTURA EXTERNA Y LA ENVOLTURA INTERNA A FIN DE LLENAR EL ESPACIO ORIGINADO ENTRE ESTAS ENVOLTURAS, Y DE SOLIDARIZARLAS ENTRE SI SOBRE TODAS SUS SUPERFICIES ENFRENTADAS.
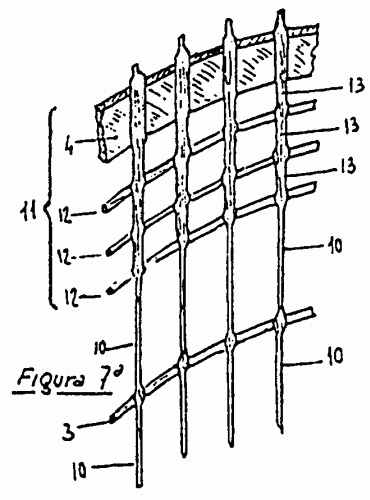
PROCEDIMIENTO DE FABRICACION DE SACOS PARTIENDO DE REDES DE PLASTICO EXTRUIDO.
(16/05/1989). Ver ilustración. Solicitante/s: ZARANDONA UGALDE, JON ECHEGUIBEL SALUTREGUI, JOSE MARIA.
PROCEDIMIENTO DE FABRICACION DE SACOS PARTIENDO DE REDES DE PLASTICO EXTRUIDO. LA INVENCION COMPRENDE UN PROCEDIMIENTO DE FABRICACION DE SACOS PARTIENDO DE REDES DE PLASTICO EXTRUIDO, EN CUYO PROCEDIMIENTO SE PREVE QUE PARTIENDO DE UNA MALLA, CON UNOS HILOS LONGITUDINALES QUE QUEDAN NECESARIAMENTE EN EL INTERIOR DEL TUBO EXTRUSIONADO SE VERIFICA UNA UNION PARA FORMAR EL FONDO DEL SACO, SEGUIDAMENTE UN ESTIRADO QUE SOLAMENTE AFECTA A LOS HILOS LONGITUDINALES, MEDIANTE UN CORTE SE INDEPENDIZA UN SACO DE OTRO, SE PRODUCE POR FIN UNA OPERACION EN UNA FRANJA DE LA EMBOCADURA PARA DOTAR A ESTA DE UNA ELASTICIDAD EN SUS DOS SENTIDOS. LOS SACOS FORMADOS TIENEN APLICACION PREFERENTE PARA EL ENVASADO Y TRANSPORTE DE PRODUCTOS EN GENERAL.
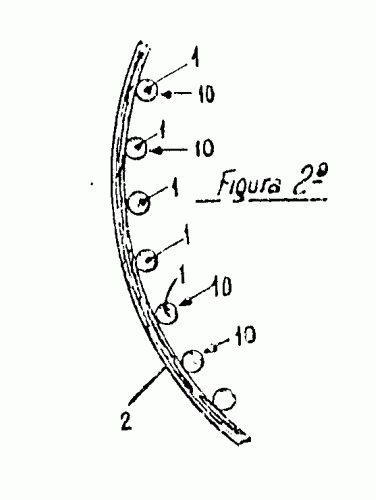
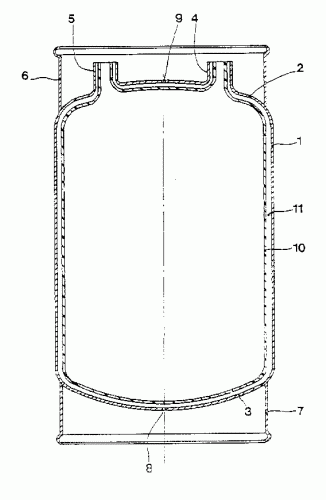
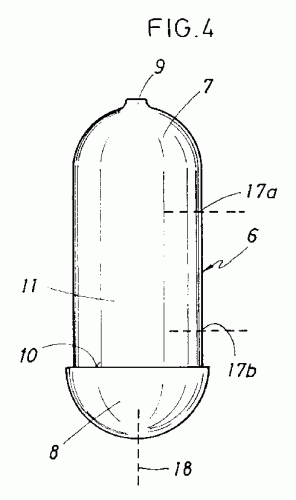
PROCEDIMIENTO PARA LA OBTENCION DE UN RECIPIENTE PARA FLUIDOS RESISTENTE A LA PRESION.
(16/10/1988). Ver ilustración. Solicitante/s: PRODUCTOS ESTRATIFICADOS DE VIDRIO S.A. (PEVASA). Inventor/es: BULLICH TRALLERO,JAVIER.
EL PROCEDIMIENTO OBJETO DE LA INVENCION PARA OBTENER UN RECIPIENTE EN MATERIAL TERMOPLASTICO, SE DESARROLLA SEGUN UNA PRIMERA FASE DE MOLDEO POR INYECCION DE LA QUE RESULTA UNA PREFORMA, Y SEGUN UNA SEGUNDA FASE DE MOLDEO POR SOPLADO EN LA QUE DICHA PREFORMA ADQUIERE LA FORMA DEFINITIVA, DE MODO QUE LA MISMA PRESENTA UNAS ZONAS EXTREMAS ABOMBADAS CONVEXAMENTE Y REFORZADAS, EN QUE UNA POSEE UNA BOCA CON ROSCADO INTERIOR Y LA SEGUNDA PUEDE POSEER UN RESALTE EXTERIOR PARA EL ACOPLAMIENTO A PRESION DE UN ZUNCHO DE ASIENTO, SIENDO POTESTATIVA LA FORMACION DE OTRAS BOCAS LATERALES O INFERIORES EN OPOSICION A LA PRIMERA BOCA, ASIMISMO ROSCADAS.
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS INFLABLES ANULARES.
(16/12/1980). Solicitante/s: SEVYLOR.
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS INFLABLES ANULARES PARTIENDO DE LAMINAS DE PLASTOMERO O ELASTOMERO CON O SIN SOPORTE, UNIDAS MEDIANTE SOLDADURAS. UNA VEZ CORTADAS LAS LAMINAS , MONTADAS ADECUADAMENTE Y CON LA AYUDA DE UN ELECTRODO ANULAR Y DOS CONTRA-ELECTRODOS SE SUELDAN LOS BORDES EN CONTACTO DE LAS LAMINAS CITADAS. PARA UNIR LOS BORDES DE LA PIEZA DE CIERRE A LOS BORDES DE LAS LAMINAS ANULARES , SE DISPONE ADECUADAMENTE LA PIEZA ENTRE EL ELECTRODO ANULAR Y LOS CONTRA-ELECTRODOS , MANTENIENDO UNOS REPLIEGUES . ASIMISMO, SE INSERTAN DOS TIRAS DE PAPEL (27, 27') ENTRE LOS REPLIEGUES PARA EVITAR LA UNION AL SOLDAR ENTRE LOS BORDES (16'-26', 16''-26''). UNA VEZ INFLADO EL ELEMENTO, LAS TIRAS DE PAPEL (27, 27') QUEDAN LIBRES EN EL INTERIOR.
PROCEDIMIENTO PARA PRODUCIR UNA LONGITUD DE TUBO INFLABLE CON UN DOBLEZ.
(16/05/1980). Solicitante/s: DUNLOP LIMITED.
Procedimiento para producir una longitud de tubo inflable con un doblez, que comprende las fases de hacer el tubo a partir de un material laminar apropiado; marcas, sobre la superficie del material laminar, una línea de doblez correspondiente a la posición deseada del pliegue; hacer dos áreas, una a cada lado de la línea de doblez; doblar al material laminar a lo largo de la línea de doblez para unir las dos áreas y cerrar herméticamente los extremos del tubo; caracterizado porque los bordes u orillos longitudinales del material laminar se superponen y se unen entre sí para formar un tubo aplastado, antes de marcas la línea de doblez, y la línea de doblez y las áreas se marcan entonces sobre una superficie solamente del tubo aplastado.
UN METODO DE MOLDEAR UN ARTICULO DE CAUCHO HUECO.
(01/11/1977). Solicitante/s: DUNLOP LIMITED.
Resumen no disponible.
(01/03/1977). Solicitante/s: YUGEN KAISHA WATANABE KENKYUSHO.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACIÓN DE LAVABOS, BAÑERAS, PLATOS DE DUCHA O ANÁLOGOS.
(01/11/1964). Solicitante/s: WIMMER, ROBERT.
Resumen no disponible.
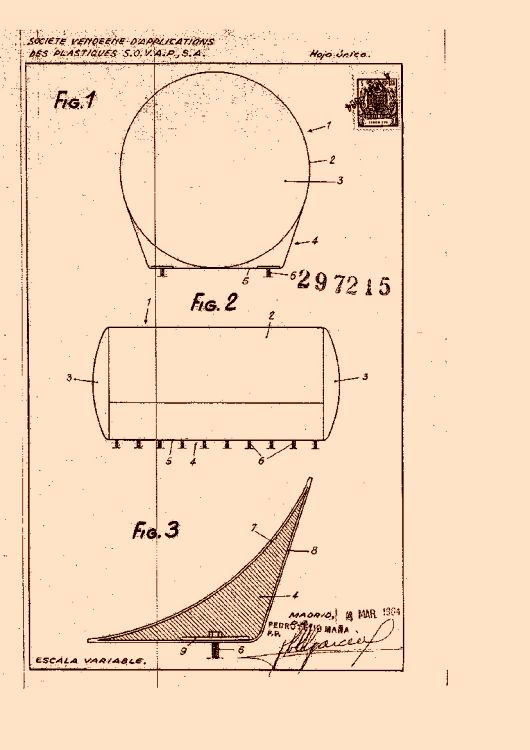
PROCEDIMIENTO DE FABRICACIÓN DE UN CUBA CON MATERIAL PLÁSTICO.
(01/05/1964). Ver ilustración. Solicitante/s: SOCIÉTÉ VENDEENNS D'APPLICATIONS DES PLASTIQUES (S. O. V. A. P.), SOCIÉTÉ ANONYME.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}