CIP-2021 : B28B 3/00 : Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 );
Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
CIP-2021 › B › B28 › B28B › B28B 3/00[m] › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
Notas[t] desde B21 hasta B32: CONFORMACION
B28B 3/02 · en la que un punzón ejerce una presión sobre el material en una cavidad de moldeo; Punzones de forma particular.
B28B 3/04 · · con un punzón por molde (B28B 3/10 tiene prioridad).
B28B 3/06 · · · con varios punzones y juegos de moldes.
B28B 3/08 · · con varios punzones por molde.
B28B 3/10 · · estando cada carga del material comprimida contra el objeto precedente.
B28B 3/12 · en la que uno o varios cilindros ejercen una presión sobre el material.
B28B 3/14 · · con cilindros alveolados sincronizados.
B28B 3/16 · · con cilindros perfilados sincronizados.
B28B 3/18 · · Máquinas de anillo y cilindro, es decir, con un cilindro dispuesto en un anillo y funcionando en combinación con la superficie interior del anillo.
B28B 3/20 · en la que el material es extrusado.
B28B 3/22 · · por tornillo.
B28B 3/24 · · por pistones de movimiento alternativo.
B28B 3/26 · · Matrices de extrusión.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BALDOSAS DE COMPACTACION Y ESPESOR UNIFORMES, Y BALDOSAS ASI OBTENIDAS.
(01/05/2000). Solicitante/s: MASS S.P.A. Inventor/es: BARDELLI, LODOVICO.
UN METODO PARA FABRICAR TEJAS DE CERAMICA EN GENERAL POR PRENSAR EN UN MOLDE ISOSTATICO EN EL QUE LA MATRIZ PROVISTA PARA FORMAR EL PIE CONTIENE UNA MEMBRANA RIGIDAMENTE SOPORTADA EN EL PIE, DICHO MOLDE SIENDO MONTADO EN UNA PRENSA EQUIPADA CON UN CARRO PARA CARGAR MATERIAL EN LAS CAVIDADES DE LOS MOLDES, A INTERVALOS PREDETERMINADOS, A) MEDIR DENTRO DE LA TEJA LAS DESVIACIONES MAXIMAS DESDE UN PLANO DE REFERENCIA DE ESAS REGIONES ADYACENTES AL PIE , B) PROCESAR DICHA DESVIACIONES EN UN MICROPROCESADOR, Y C) MODIFICAR, EN LAS BASES DE LA EXTENSION Y DISTRIBUCION DE LAS DESVIACIONES MEDIDAS Y PROCESADAS, AL MENOS UNO DE LOS SIGUIENTES PARAMETROS: VELOCIDAD DE RECORRIDO DE CARRO , EL PRINCIPIO DEL DESCENSO DE LA MATRIZ INFERIOR DEL MOLDE EN RELACION A LA POSICION DEL CARRO , LA INCLINACION DE LAS ALAS DIVISORIAS PRESENTES EN LA CAVIDAD DEL CARRO.
MATERIAL DE TAPONAMIENTO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/05/2000). Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE. Inventor/es: DARDAINE, MICHEL.
UN MATERIAL DE COLMATAJE, UTILIZABLE PARTICULARMENTE SOBRE UN LUGAR DE ALMACENAMIENTO DE DESECHOS RADIACTIVOS, COMPRENDE UNA MEZCLA DE GRANULADOS (29A, 29B, 29C), DE DIMENSIONES MAXIMAS A LO SUMO IGUALES A APROXIMADAMENTE 10 MM, Y DE ARIDOS O BLOQUES DE GEOMETRIA TRIDIMENSIONAL DEFINIDA. LOS BLOQUES SE OBTIENEN POR COMPACTACION DE UN POLVO DE ARCILLA CUALQUIERA O ESMECTITICA EN UNA MAQUINA DE RUEDAS TANGENCIALES EQUIPADAS CON ZUNCHOS. LOS ARIDOS (29A, 29B, 29C) FORMADOS DE TRES LORES DE GRANULOMETRIA INFERIOR A 3 MM, COMPRENDIDA ENTRE 3 Y 6 MM Y COMPRENDIDA ENTRE 6 Y 10 MM, SE OBTIENEN POR TRITURACION DE UNA PARTE DE LOS BLOQUES Y TAMIZADO DE LOS ARIDOS OBTENIDOS.
BALDOSA CON DISEÑO INCORPORADO Y METODO PARA SU FABRICACION.
(16/12/1999). Solicitante/s: MINO GANRYO KAGAKU CORPORATION. Inventor/es: KAKAMU, YOSHINORI, KAKAMU, SHINICHI, KAKAMU, SHUKICHI.
SE PROPORCIONA UNA BALDOSA QUE TIENE UN MOLDE O MODELO DESEADO. EL MOLDE VA A TRAVES DE LA BALDOSA EN LA DIRECCION DEL GROSOR. PARA FABRICAR TAL CLASE DE BALDOSA SE DISPONE, POR EJEMPLO, DE UNA PLACA 84 DE DIVISION EN UN TROQUEL 91 DE FORMACION A PRESION, PARA DIVIDIR SU ESPACIO INTERNO EN OTRO ESPACIO 95 DE FORMACION EXTERIOR, Y UN ESPACIO 96 DE FORMACION INTERNO. LOS ESPACIOS 95 Y 96 DE FORMACION EXTERIOR E INTERIOR SE LLENAN CON GRANULOS LIGEROS NEGROS Y GRANULOS LIGEROS ROJOS RESPECTIVAMENTE. A CONTINUACION, LA PARED 84 DIVISORIA SE EXTRAE DEL TROQUEL 91, Y SE LLENA TODO CON GRANULOS DE REVESTIMIENTO SOBRE LOS GRANULOS COLOREADOS. DESPUES, SE PRENSAN EN UN CUERPO Y SE CUECEN EN HORNO.
DISPOSITIVO PARA LA ELABORACION DE PRODUCTOS CILINDRICOS HUECOS.
(01/01/1999) LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA ELABORACION DE TUBOS DE PARED DELGADA A BASE DE MATERIALES CERAMICOS FINAMENTE DIVIDIDOS POR MEDIO DE PRENSADO ISOSTATICO, EN DONDE DENTRO DE UN CABEZAL DE PRESION SE CONFIGURA UN ESPACIO HUECO DE MOLDEADO PARA EL PRODUCTO A SER PRESIONADO ENTRE UN MANDRIL DE ACERO DESPLAZABLE AXIALMENTE Y UNA MEMBRANA DE FORMACION DE MOLDEADO. LA MEMBRANA CON RESPECTO AL CABEZAL DE PRESION ESTA LIMITADA POR UNA CAMARA DE PRESIONADO IMPULSADA HIDRAULICAMENTE. PARA OBTENER UN PRODUCTO CONTROLADO EN EL CONTORNO FINAL EN UN DISPOSITIVO DE ESTE TIPO SIN MECANIZADO POSTERIOR, SE HA PREVISTO DE ACUERDO CON LA INVENCION QUE EL ESPACIO ANULAR POR ENCIMA DEL ESPACIO HUECO DE MOLDEADO SEA LIMITABLE Y BLOQUEABLE POR MEDIO DE UN ANILLO DE ACERO CILINDRICO, QUE PUEDE SUBIR Y…
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS.
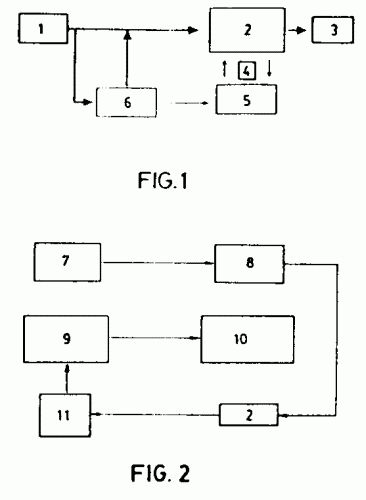
(16/11/1998). Ver ilustración. Solicitante/s: TAULELL, S.A.. Inventor/es: SANCHEZ AZNAR,JAIME, PORTOLES IBAÑEZ,JAVIER, SOLER AGUILAR,CARLOS, BALLESTER BERNA, ENRIQUE.
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS. CONSISTE EN AUTOMATIZAR EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS, QUE HASTA EL MOMENTO REQUIERE DE UNA IMPORTANTE COMPONENTE DE CONTROL MANUAL, MEDIANTE LA PUESTA A PUNTO DE SENSORES ESPECIFICOS QUE HASTA AHORA NO HABIAN SIDO UTILIZADOS EN ESTE TIPO DE PROCESOS; OBTENIENDO UN ALGORITMO DE CONTROL AVANZADO, CON LOS MECANISMOS DE REGULACION ADECUADOS. SE INCREMENTA LA CALIDAD DEL PRODUCTO AL MEJORAR EL CONTROL, CONTINUO Y A TIEMPO REAL, SOBRE EL MANTENIMIENTO DE COMPACTACION. SE DETERMINA LA HUMEDAD DEL POLVO ATOMIZADO MEDIANTE UNA MEDICION ON-LINE DEL MISMO ANTES DEL PRENSADO, MODIFICANDO LA PRESION DEL PRENSADO A MEDIDA QUE VARIA LA HUMEDAD. EL ALGORITMO DE CONTROL SE OBTIENE MEDIANTE DIAGRAMA, DE COMPACTACION ENTRE VALORES DE DENSIDAD APARENTE EN VERDE, PRESION DE PRENSADO Y HUMEDAD Y PUEDE ESTABLECERSE UN CONTROL DE LAZO ABIERTO QUE AUTORREGULE LA OPERACION DE PRENSADO.
MOLDE DE PRENSADO ISOSTATICO PARA LA PRODUCCION DE OBJETOS EN FORMA DE POTES DE PARED ABRUPTA DE GRANULADO CERAMICO.
(01/05/1998) PARA LA ELABORACION DE OBJETOS EN FORMA DE OLLA, DE PARED PENDIENTE, TALES COMO MACETEROS O PRODUCTOS SIMILARES, LA INVENCION PROPONE LA UTILIZACION DE MATERIALES GRANULADOS QUE SE INTRODUCEN DENTRO DE UNA PRENSA Y DE FORMA SUBSECUENTE SON COMPRIMIDOS ISOSTATICAMENTE MEDIANTE HERRAMIENTA DE PRESIONADO CON UN PUNZON , UNA MATRIZ Y UNA MEMBRANA LOCALIZADA ENTRE LOS DOS, FORMANDO LA MEMBRANA CONJUNTAMENTE CON EL PUNZON UNA CAMARA DE CARGA, QUE PUEDE SER RELLENA CON MATERIAL GRANULAR Y CONJUNTAMENTE CON LA MATRIZ EN UNA CAMARA DE PRESION QUE, PUEDE SER LLEVADA BAJO PRESION UTILIZANDO UN FLUIDO COMPRIMIDO. EL PUNZON SE LOCALIZA POR DEBAJO DE LA MATRIZ E INCLUYE UN ELEMENTO DE CENTRADO, MAS UN ELEMENTO…
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO MODELADO CERAMICO E INSTALACION PARA EL PRENSADO DE UNA PREFORMA CERAMICA.
(16/03/1998). Solicitante/s: HUTSCHENREUTHER AG. Inventor/es: STROBEL, KLAUS, SCHWARZMEIER, KARL.
DE ACUERDO CON UN EJEMPLO DE EJECUCION DE LA INVENCION SE PRENSA, EN UN PRIMER PROCESO DE PRENSADO ISOSTATICO, UNA PREFORMA CERAMICA CON FORMAS ESTABLES A PARTIR DE UNA MASA CERAMICA PULVERULENTA, AL MISMO TIEMPO, QUE AL MENOS UNA PARTE DE SU SUPERFICIE SE MODELA EN CONTACTO CON SUPERFICIES DE CONFORMADO RIGIDAS. LA PREFORMA ASI OBTENIDA SE EXPONE A CONTINUACION-EVENTUALMENTE DESPUES DEL VITRIFICADO-EN UN PROCESO DE PRENSADO OMNIDIRECCIONAL ADICIONAL A UNA PRESION DE PRENSADO MAS ALTA Y SE CUECE A CONTINUACION CON UN PROCEDIMIENTO DE COCCION RAPIDA EN UNA SOLA FASE.
ELEMENTO DE TROQUELADO ISOSTATICO.
(01/03/1998). Solicitante/s: ALGERI, MARIS. Inventor/es: ALGERI, MARIS.
UN ELEMENTO DE TROQUELADO, ADECUADO PARA EL MOLDEO ISOSTATICO DE BALDOSAS DE CERAMICA, QUE CONSTA DE DOS TROQUELES, PUNZON (P, 203) Y MATRIZ , EN DONDE AL MENOS UN TROQUEL TIENE UNA CAVIDAD QUE CONTIENE UN FLUIDO INCOMPRESIBLE CAPAZ DE FLUIR A TRAVES DE UNOS CONDUCTOS DE PASO CORRESPONDIENTES, EN DONDE DICHA CAVIDAD SE ENCUENTRA CERRADA POR EL LADO QUE MIRA HACIA LA MEZCLA DE ARCILLA A PRESIONAR MEDIANTE UNA MEMBRANA ELASTICA , EN DONDE DICHA MEMBRANA ELASTICA INCLUYE UNAS ZONAS DE ANCLAJE CENTRALES Y UNA ZONA DE ANCLAJE PERIFERICA (103A), EN DONDE DICHAS ZONAS DE ANCLAJE CENTRALES Y LA ZONA DE ANCLAJE PERIFERICA (103A) SE ENCUENTRAN ANCLADAS AL CUERPO DE DICHO TROQUEL (P); DICHOS CONDUCTOS DE PASO SE ENCUENTRAN DEFINIDOS ENTRE CADA ZONA DE ANCLAJE CENTRAL Y ZONAS DE ANCLAJE CENTRALES Y/O PERIFERICA (103A) ADYACENTES.
ESTAMPADO ISOSTATICO, PARTICULARMENTE PARA BALDOSAS DE CERAMICA Y METODOS RELACIONADOS.
(01/04/1997). Solicitante/s: ALGERI, MARIS. Inventor/es: ALGERI, MARIS, ANNOVI, NUNZIO.
EL ESTAMPADO ISOSTATICO PARA ELEMENTOS MOLDEADOS POR PRESION, EN PARTICULAR BALDOSAS CERAMICAS, HACE PARA MAYOR UNIFORMIDAD DE MOLDEADO POR PRESION, COMPENSACION DE DIFERENCIAS DE DENSIDAD QUE OCURREN CUANDO LA MATRIZ SE CARGA CON LOS POLVOS A SER PRESIONADOS; DICHO ESTAMPADO CONSISTE EN UNA MEMBRANA ELASTICA, QUE DELIMITA EXTERNAMENTE UNA CAVIDAD EN EL TROQUEL O EN LA MATRIZ, ESTANDO LA MEMBRANA CONECTADA A ELEMENTOS (1; 3; 18; 103A; 111; 128; 129; 208; 316) PARA CONTROLAR LA DEFORMACION, ENTRE LOS QUE HAY UNA PLACA CONECTADA DE UN MODO PREDETERMINADO A LA MEMBRANA Y/O A LA CAVIDAD DE LA MATRIZ Y/O DEL TROQUEL. SU USO ESTA PREVISTO EN ESTABLECIMIENTOS PARA LA FABRICACION DE ARTICULOS CERAMICOS.
PROCESO Y DISPOSITIVO PARA PRODUCIR BLOQUES DE TIERRA.
(01/02/1997). Solicitante/s: E.T. - EARTH TECHNOLOGY LIMITED. Inventor/es: TADDEI, VIRGILE SERGE.
PROCESO Y DISPOSITIVO PARA PRODUCIR BLOQUES DE TIERRA, COMPRENDIENDO: RELLENADO DE UN ESPACIO DE MOLDEO CON UNA MATERIA A MOLDEAR COMPRENDIENDO AL MENOS TIERRA; LA AYUDA DE UN PUNZON A LA PRECOMPRESION SOBRE LA MATERIA A MOLDEAR; PRIMERA FUERZA DE COMPRESION SOBRE DICHA MATERIA; OR MATERIA A MOLDEAR DE LAS PAREDES DEL ESPACIO DE MOLDEO EN EL MISMO SENTIDO QUE EL DE LA PRIMERA FUERZA DE COMPRESION MANTENIENDO LA PRIMERA FUERZA DE COMPRESION.
SISTEMA DE CONTROL AUTOMATICO DE COMPACTACION EN PRENSAS.
(01/08/1995) SISTEMA DE CONTROL AUTOMATICO DE COMPACTACION EN PRENSAS. TIENE ESPECIAL APLICACION EN LA FABRICACION DE AZULEJOS Y PAVIMENTO, OBTENIENDOSE ESTAS PIEZAS AL COMPRIMIR EL GRANULADO CON UN DETERMINADO PORCENTAJE DE HUMEDAD, SIGUIENDO DESPUES UN TRATAMIENTO DE SECADO, ESMALTADO, PINTADO, ETC. Y HASTA LA COCCION EN HORNO. EL CONTROL AUTOMATICO DE LA COMPACTACION TIENE LUGAR AL DISTRIBUIR SENSORES DE PRESION EN EL PROPIO MOLDE DE LA PRENSA, INCORPORADOS AL PUNZON SUPERIOR , O AL INFERIOR , LO QUE POSIBILITA LA OBTENCION DE DATOS EN EL MOMENTO DE PRENSADO. SE CONTROLA POR TANTO LA ESTABILIDAD DE CARGA DE FORMA ESTADISTICA, AL COMUNICAR LOS SENSORES LA…
UNA ESTAMPA PARA TEJAS CERAMICAS.
(01/02/1995). Solicitante/s: SICHENIA GRUPPO CERAMICHE S.P.A. Inventor/es: SCARDOVI, ITALO.
LA INVENCION SE REFIERE A UNA ESTAMPA PARA TEJAS CERAMICAS. LA ESTAMPA COMPRENDE DOS SEMIESTAMPAS Y , ENTRE LAS CUALES ES PRENSADO EL MATERIAL QUE HA DE SER COMPACTADO, UNA DE CUYAS SEMIESTAMPAS O TIENE UNA PARED ELASTICA , SOBRE CUYA PARED ELASTICA ESTA INSCRITA EN LA CARA EXTERNA LA IMPRESION DE UNA DE LAS CARAS DE LA TEJA QUE HA DE SER REALIZADA; DICHA PARED ELASTICA ESTA POSICIONADA SOBRE Y EN CONTACTO CON UNA CAVIDAD LLENA DE UN LIQUIDO INCOMPRENSIBLE, CUYA CAVIDAD ESTA DIVIDIA EN PARTES POR UNA REJILLA.
METODO DE FABRICACION PARA CERAMICAS CON PATRONES DE CAUDAL O PATRONES DE EXPANSION.
(16/10/1994). Solicitante/s: INAX CORPORATION. Inventor/es: SHIBACHI, TOMOAKI, MORISHITA, MITSUO.
SE DESCRIBE UN METODO DE FABRICACION PARA CERAMICAS, DONDE LIQUIDOS DE MATERIAL EN BRUTO DECORATIVOS (6A, 6B) SE MEZCLAN APROPIADAMENTE DENTRO DE UN RECIPIENTE O EN LA SUPERFICIE DE UNA SUPERFICIE PLANA , DE TAL FORMA QUE APAREZCAN PATRONES DE TIRAS NATURALES Y FANTASTICAS O PATRONES EN ESPIRAL EN LA SUPERFICIE DEL LIQUIDO O EN LA SUPERFICIE PLANA. TALES PATRONES SE TRANSFIEREN A UN MATERIAL EN LAMINA QUE ABSORBE EL AGUA Y DESPUES SE TRANSFIERE A UN MOLDE ANTES DE COCERLO. ESTE METODO SE PUEDE APLICAR A TODAS LAS CERAMICAS, TALES COMO MATERIALES DE CONSTRUCCION, TEJAS PARA TEJADOS, UTENSILIOS SANITARIOS, TALES COMO BANQUETAS O LAVABOS, Y UTENSILIOS DE MESA. LOS PATRONES NO TIENEN AGUJEROS DE PASADORES, BURBUJAS NI ENTRANTES RELATIVAMENTE GRANDES.
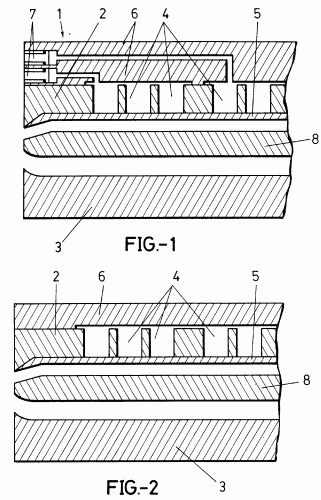
DISPOSITIVO PARA MEJORAR LA COMPACTACION EN LA PRENSA DE PIEZAS CERAMICAS PERFECCIONADO.
(01/02/1994). Ver ilustración. Solicitante/s: COCA DOMENECH, TERESA.
DISPOSITIVO PARA MEJORAR LA COMPACTACION EN LA PRENSADA DE PIEZAS CERAMICAS, PERFECCIONADO, DE LOS DESTINADOS A UNIFORMIZAR LA COMPACTACION DE LAS PIEZAS CERAMICAS EVITANDO DEFORMACIONES Y ROTURAS DURANTE LA COCCION, CARACTERIZADO POR ESTAR CONSTITUIDO A PARTIR DE UNOS PUNZONES O MACHOS O , LOS CUALES DISPONEN DE UNAS CAMARAS QUE SE LLENAN DE ACEITE O CUALQUIER OTRO LIQUIDO SIMILAR, ESTANDO INTERCOMUNICADAS ENTRE SI, DISPONIENDO UNO DE LOS PUNZONES O MACHOS POR UNA DE SUS CARAS DE UNA PLANCHA DE MATERIAL FLEXIBLE FABRICADA PREFERENTEMENTE EN POLIURETANO, CAUCHO O MATERIAL SIMILAR, MIENTRAS QUE POR LA OTRA DISPONE DE UNA PIEZA DE ACERO QUE CIERRA LAS POSIBLES FUGAS DE ACEITE O LIQUIDO SIMILAR HACIA EL EXTERIOR.
BRAZO ARTICULADO PARA EXTRACCION DE FABRICADOS EN PRENSAS AUTOMATICAS DE BALDOSAS DE TERRAZO, CON SISTEMA DE PALETIZACION AUTOMATICO DE LAS MISMAS.
(01/02/1992) BRAZO ARTICULADO PARA EXTRACCION DE FABRICADOS EN PRENSAS AUTOMATICAS DE BALDOSAS DE TERRAZO CON SISTEMA DE PALETIZACION AUTOMATICO DE LAS MISMAS, CUYA FUNCION CONSISTE EN RETIRAR DE LA PRENSA LAS PIEZAS FABRICADAS EN ELLA, APILARLAS SOBRE PALETS QUE UNA VEZ LLENOS, SE ALMACENAN AUTOMATICAMENTE EN PILAS DE 4 O 5 UNIDADES, PARA POSTERIORMENTE, SER RETIRADOS A OTRA FASE DE FABRICACION. LA FABRICACION DE LA BALDOSA SE HACE DE PLANO Y HORIZONTAL EN EL MOLDE LA PRENSA Y ES NECESARIO APILARLAS EN VERTICAL PARA QUE LAS PIEAS SUFRAN LAS MENOS DEFORMACIONES POSIBLES Y DADO QUE EN EL MOMENTO DE ESTA OPERACION, LAS BALDOSAS FABRICADAS EN HORMIGON AUN NO SE HAN FRAGUADO, LA MANIOBRA ES MUY DIFICIL Y DELICADA. EL INVENTO CONSISTE…
PROCEDIMIENTO PARA LA FABRICACION DE PIEZA DE FORMA.
(01/11/1991). Solicitante/s: ENGEL, RUDOLF. Inventor/es: ENGEL, RUDOLF.
CON LA FABRICACION DE PIEZAS DE FORMA DE MATERIAL CERAMICO CON ARMADURAS INCRUSTADAS SE DEJA ALCANZAR, UNA CALIDAD BUENA DE SUPERFICIE Y UNA MEJORA CALCULADA DE LA RESISTENCIA Y TENACIDAD, A TRAVES QUE LA ARMADURA ESTA CONFORMADA COMO ESTRUCTURA SOPORTANTE EN EL ESPACIO, TIESO CON LA GEOMETRICA ACONDICIONADA A LA GEOMETRICA DE LAS PIEZAS DE FORMA, QUE SE FIJA ANTES DEL RELLENO DEL ESPACIO HUECO DE FORMA CON MATERIAL CERAMICO, POR MEDIO DE UNA REGLETA DE SUJECCION . Y QUE MUESTRA UNA ESTRUCTURA FORMADA A TRAVES ESTERAS DE FIBRAS C REFORZADAS, PERMEABLE AL MATERIAL CERAMICO EN FORMA DE POLVO ENCERRADO EN EL ESPACIO HUECO DE FORMA A TRAVES DE EVACUACION DE REPENTE.
PROCEDIMIENTO PARA LA FABRICACION DE BALDOSAS, AZULEJOS DE REVESTIMIENTOS Y PAVIMENTOS CERAMICOS.
(16/06/1991). Ver ilustración. Solicitante/s: MAXIMO PORTALES, JOSE.
PROCEDIMIENTO PARA LA FABRICACION DE BALDOSAS, AZULEJOS DE REVESTIMIENTOS Y PAVIMENTOS CERAMICOS. EN LA ESTACION DE PRENSADO SE EFECTUA EL CONFORMADO Y ESMALTADO DE LA PIEZA . PARA ELLO, LA PRENSA RECIBE, POR UNA PARTE, ARCILLA PULVERULENTA HUMECTADA, Y POR OTRA PARTE, UNA LAMINA DE ESMALTE SECA QUE SE POSICIONA SOBRE LA CARGA DE ARCILLA. A CONTINUACION SE EFECTUA UN PRENSADO CONJUNTO DE LA ARCILLA Y LAMINA DE ESMALTE, CUYO RESULTADO ES UNA PIEZA YA ESMALTADA. EL PROCESO PERMITE ELIMINAR LAS LINEAS DE ESMALTACION DE LA CADENA DE PRODUCCION, ASI COMO LAS SECCIONES AUXILIARES DE PREPARACION DE ESMALTES.
DISPOSITIVO DE APOYO REGULABLE PARA MOLDES DE PRENSAS CERAMICAS.
(01/07/1990). Solicitante/s: SACMI IBERICA, S.A. Inventor/es: GALVEZ MAESTRO, JOSE.
DISPOSITIVO DE APOYO REGULABLE PARA MOLDES DE PRENSAS CERAMICAS, QUE SIENDO APLICABLE A AQUEL TIPO DE PRENSAS CERAMICAS CUYOS MOLDES HAN DE SER LLENADOS DE PRODUCTOS EN POLVO, DEPOSITANDOSE ESTE A TRAVES DE UN CAJON SUPERIOR SIN FONDO PARA LLENAR EL CORRESPONDIENTE CONTRAMOLDE DESPLAZABLE VERTICALMENTE EN EL INTERIOR O HUECO DETERMINADO AL EFECTO EN EL CUERPO PRINCIPAL DE LA PRENSA, ESENCIALMENTE SE CARACTERIZA PORQUE EL DISPOSITIVO DE APOYO PARA EL CONTRAMOLDE REFERIDO ESTA CONSTITUIDO MEDIANTE UNA SERIE DE PIEZAS IGUALES DESPLAZABLES AXIALMENTE EN SENTIDO ASCENDENTE Y DESCENDENTE, ALOJADAS CADA UNA DE ELLAS EN UN HUECO PRACTICADO AL EFECTO EN UNA PLACA INFERIOR, PIEZAS QUE SE COMPLEMENTAN CON UN VASTAGO PERTENECIENTE A UN EMBOLO DESPLAZABLE EN UNA CAMARA DETERMINADA EN CADA UNA DE ESAS PIEZAS, DETERMINANDO LOS EXTREMOS EMERGENTES DE ESOS VASTAGOS EL APOYO PARA EL CONTRAMOLDE, Y ESTANDO CADA PIEZA SOLIDARIZADA A UNA RUEDA DENTADA HELICOIDALMENTE QUE ENGRANA CON UN SIN-FIN ACCIONABLE DESDE UN MOTOR.
PROCEDIMIENTO DE FABRICACION DE BALDOSAS CON SU CORRESPONDIENTE PRENSA.
(16/05/1989). Ver ilustración. Solicitante/s: GRESFASA, S.A. Inventor/es: FABRA PEREZ,FRANCISCO.
PROCEDIMIENTO Y PRENSA PARA LA FABRICACION DE BALDOSAS. CONSISTE EN VERTER DENTRO DE UN MOLDE ACERO INOXIDABLE CON BASE O FONDO PULIDA Y BRILLANTE, UNA MASA COMPUESTA DE CEMENTO PURO Y COLOR, CON UNA PREPARACION PREVIA ADECUADA PARA OBTENER LA IMITACION DE MARMOL DESEADA, INCORPORANDO EL MOLDE DENTRO DE UN MARCO MONTADO A UN JUEGO DE MESAS SUPERPUESTAS Y , MONTADAS POR MEDIO DE SILEMBLEKS , LLEVANDO EN UN PUNTO E INFERIORMENTE, UN CILINDRO HIDRAULICO DE ACCION VERTICAL ASCENDENTE, CUYO EMBOLO , ACTUA SOBRE LAS MESAS Y ELEVANDOLAS HASTA UN TOPE SUPERIOR , LLEVANDO LAS CITADAS MESAS, UN MECANISMO VIBRADOR Y UN EXTRACTOR , DESPRENDIENDOSE LOS MOLDES CON LA BALDOSA PRENSADA INCORPORADA, PARA SU SECADO, PARA QUE EL BRILLO DE LA BASE DEL MOLDE, SE TRANSMITA A LA PROPIA BALDOSA AL FRAGUAR.
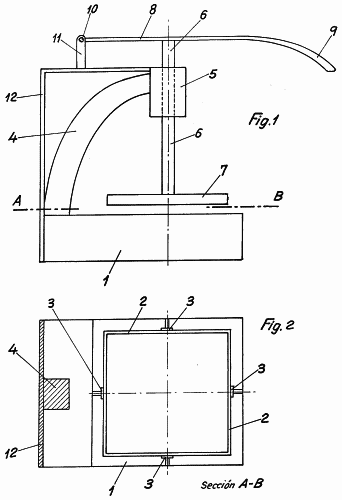
APARATO PRENSADOR DE BALDOSAS Y TERRAZOS.
(16/05/1989). Ver ilustración. Solicitante/s: GRESFASA, S.A. Inventor/es: FABRA PEREZ,FRANCISCO.
APARATO PRENSADOR DE BALDOSAS Y TERRAZOS, ESENCIALMENTE CARACTERIZADO POR COMPRENDER UNA PLATAFORMA BASE DE PIE O SOBREMESA, EN CUYO PLANO SUPERIOR, SE ENCUENTRA UN ALOJAMIENTO DONDE SE APLICA EL MOLDE PROVISTO DE LOS ELEMENTOS Y MATERIALES PARA LA FORMACION DE LAS BALDOSAS, DISPONIENDO LA PLATAFORMA DE MEDIOS DE APOYO REGULABLES PARA EL CENTRADO DEL MOLDE, INCORPORANDO LA PROPIA PLATAFORMA BASE EN LA PARTE POSTERIOR, SEGUN EL LUGAR DE TRABAJO, UNA COLUMNA ASCENDENTE EN POSICION ARQUEADA HACIA EL CENTRO DEL APARATO, EN CUYO EXTREMO SUPERIOR LLEVA SOLIDARIA MENTE MONTADO, UN CASQUILLO GUIA QUE CONSTITUYE EL COJINETE PARA EL DESPLAZAMIENTO VERTICAL DEL EJE COM PRENSOR REMATADO INFERIOMENTE EN UN PLATO DE PRENSADO QUE SE ALOJA DENTRO DEL MOLDE, EJECUTANDO LA ACCION PRENSADORA CON PRESION REGULABLE.
METODO Y APARATO PARA LA FABRICACION DE TEJAS Y SIMILARES.
(16/08/1988). Ver ilustración. Solicitante/s: MONIER LIMITED. Inventor/es: COLLETT, GORDON WALLACE, WYNANDS, HENRY, SMALL, BRUCE GORDON, TOMLINSON, ROBERT KEITH, THOMPSON, JOHN CHARLES.
METODO Y APARATO PARA LA FABRICACION DE TEJAS Y SIMILARES. PARA LA PREPARACION DE UN PRODUCTO PRENSADO EN VERDE PARA HORNEADO POSTERIOR EN LA FABRICACION DE TEJAS, UNA MEZCLA DE ARCILLA Y MATERIAL INERTE TAL COMO BASALTO SON ALIMENTADOS A UN DISPOSITIVO DE ARRASTRE MEDIANTE AIRE PARA EL LLENADO DE UNA MATRIZ , MIENTRAS LA CAVIDAD DE LA MATRIZ SE ENCUENTRA EN PARTE DEFINIDA POR UN FALSO ELEMENTO DE MATRIZ QUE TIENE UN CONTORNO EXAGERADO, SUSTITUYENDOSE EL FALSO ELEMENTO DE MATRIZ ANTES DE SITUAR LA MATRIZ EN UNA PRENSA MEDIANTE UN ELEMENTO DE MATRIZ CONFORMADO DE ACUERDO CON EL PRODUCTO PRENSADO.
PROCEDIMIENTO PARA OBTENER PIEZAS MOLDEADAS DE ELEVADOS PESOS ESPECIFICOS, PARTIENDO DE HORMIGONES O MEZCLAS DE DIFERENTES ARIDOS DENSOS Y DISTINTOS COMPONENTES FRAGUANTES O ALGOMERANTES ENDURECEDORES.
(16/06/1984). Solicitante/s: VERDE FRANCO,RAFAEL MATORRAS GALAN,IGNACIO.
SISTEMA PARA OBTENER PIEZAS MOLDEADAS DE ELEVADO PESO ESPECIFICO, PARTIENDO DE HORMIGONES O MEZCLAS DE DIFERENTES ARIDOS DENSOS Y DE DISTINTOS COMPONENTES FRAGUANTES O AGLOMERANTES ENDURECEDORES.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE REALIZA EN UNA MEZCLADORA DE TIPO CONVENCIONAL UNA MEZCLA INTIMA DE UNAS MATERIAS PRIMAS ADECUADAS DE ELEVADO PESO ESPECIFICO CON UN GRADO DE HUMEDAD NO SUPERIOR A UN 1, JUNTO CON COMPONENTES FRAGUANTES O AGLOMERANTES ENDURECEDORES; SEGUNDA, SE PROCEDE A LA OPERACION DE MOLDEO EN UNOS MOLDES DE ACEROS ESPECIALES;TERCERA, LOS MOLDES SE SOMETEN A UNA OPERACION DE PRENSADO EN VIBRO-COMPRESORES; Y POR ULTIMO, SE PROCEDE AL DESMOLDEO DE LAS PIEZAS OBTENIDAS.
PROCEDIMIENTO PARA LA FABRICACION DE LADRILLOS REFRACTARIOS COCIDOS CON CANALES PASANTES.
(03/04/1984). Solicitante/s: OSTERREICHISCH-AMERIKANISCHE MAGNESIT AG.
PROCEDIMIENTO PARA LA FABRICACION DE LADRILLOS REFRACTARIOS COCIDOS, CON CANALES PASANTES, HECHOS A BASE DE UN MATERIAL REFRACTARIO BASICO FORMADO POR MEZCLAS DE MAGNESIA Y MINERAL DE CROMO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE INTRODUCE EN UN MOLDE UNA CAPA DE MATERIAL REFRACTARIO EN ESTADO GRANULADO Y SOBRE ELLA SE COLOCA UNA REJILLA DE METAL HECHA DE UN DETERMINADO NUMERO DE VARILLAS COLOCADAS EN POSICION PARALELA ENTRE SI Y ENTRELAZADAS CON UN CONJUNTO DE VARILLAS TRANSVERSALES; SEGUNDA, DICHAS VARILLAS SE CUBREN CON UNA CIERTA CANTIDADDE MATERIAL REFRACTARIO Y A CONTINUACION SE CONSOLIDA EL CONTENIDO DEL MOLDE; Y POR ULTIMO, EL LADRILLO OBTENIDO SE CUECE Y EN CASO DE QUE SE DESEE SE APLICA SOBRE DICHO LADRILLO UNA ENVOLTURA DE CHAPA, QUE EVENTUALMENTE TIENE UN TUBO DE CONEXION PARA GAS.
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS PARA LECHO DE FUSION CONTINUO PARA LA FABRICACION DE CARBURO DE CALCIO.
(16/10/1983). Solicitante/s: VEB GASKOMBINAT SCHWARZE PUMPE.
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS PARA LECHO DE FUSION CONTINUO PARA LA FABRICACION DE CARBURO DE CALCIO.SE OBTIENEN BRIQUETAS ESPECIALES A PARTIR DE MATERIAS PRIMAS EN BRUTO, A PARTIR DE LAS CUALES PUEDE FABRICARSE, SEGUN UN PROCEDIMIENTO DE PIROLISIS MONOFASICO, UN LECHO DE FUSION CONTINUO ENTERIZO DE GRAN CALIDAD. ESTE LECHO CONTIENE TODAS LAS MATERIAS PRIMAS PARA EL PROCESO QUIMICO DE LA FABRICACION DE CARBURO DE CALCIO EN LAS RELACIONES ESTEQUIOMETRICAS NECESARIAS. SE CONSIGUE UNA ELEVADA RESISTENCIA Y UN COMPORTAMIENTO OPTIMO A LA REACCION.
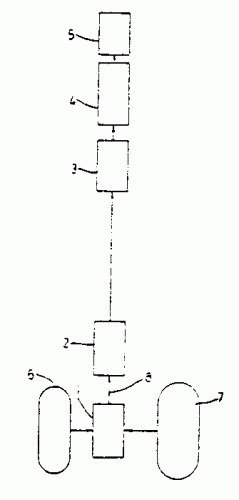
"MAQUINA PONEDORA AUTOMATICA, PARA LA FABRICACION DE PIEZAS DE HORMIGON VIBRO-COMPRIMIDAS".
(01/04/1983). Solicitante/s: PRENSOLAND, S.A..
MAQUINA PONEDORA AUTOMATICA PARA FABRICAR PIEZAS DE HORMIGON VIBRO-COMPRIMIDAS. UN CHASIS RODANTE ENCIERRA UN GRUPO HIDRAULICO Y UN JUEGO DE MOLDE Y CONTRAMOLDE , ESTE ASOCIADO A UNA PRENSA CON UN EJE COMPENSADOR DEL CONTRAMOLDE QUE SOBRESALE POR LA PARTE SUPERIOR DEL CHASIS. EL MOLDE LLEVA ASOCIADO UN VIBRADOR Y UNA BIELA DE DESMOLDEO , RECIBIENDO EL MATERIAL DESDE UN CAJON ALIMENTADOR PROVISTO DE UN TOPE DE APERTURA Y CIERRE DE LA PUERTA DE LA TOLVA DE CARGA DEL MATERIAL Y DESPLAZABLE POR EFECTO DE UNA BIELA ASOCIADA A UN BRAZO LATERAL DE LA TOLVA ACCIONADO POR UN CILINDRO HIDRAULICO . LA TOLVA INCORPORA OTRO TOPE DE PUERTA DELANTERO Y EL CHASIS INCLUYE UN MOTORREDUCTOR QUE ACCIONA LA RUEDA MOTRIZ DE AVANCE DE LA MAQUINA, UN DISPOSITIVO PALPADOR Y UN JUEGO DE ELEVACION HIDRAULICO.
"MAQUINA PARA EL MOLDEO, MEDIANTE COMPRESION Y VACIO, DE PIEZAS DE HORMIGON Y MATERIALES SIMILARES".
(01/03/1983). Solicitante/s: SAUS MASFERRER,ENRIQUE MARTINEZ CABANA,ANTONIO.
MAQUINA PARA EL MOLDEO, MEDIANTE COMPRESION Y VACIO, DE PIEZAS DE HORMIGON Y DE PIEZAS DE MATERIALES SIMILARES.CONSTA DE UN BASTIDOR GENERAL COMPUESTO POR UN MARCO EXTERIOR QUE ESTA FORMADO POR LARGUEROS UNIDOS POR ELEMENTOS DISTANCIADORES ; DE RUEDAS ACANALADAS UNIDAS AL BASTIDOR GENERAL Y APOYADAS EN DOS CARRILES EMPOTRADOS EN EL PAVIMENTO , QUE PERMITEN EL TRASLADO DE LA MAQUINA; DE DOS PORTICOS INTERMEDIOS QUE SOSTIENEN UNA TOLVA LONGITUDINAL A TRAVES DE LA CUAL SE INTRODUCE EN LA MAQUINA LA MASA A MOLDEAR EN ESTADOFLUIDO; DE PLACAS ENCOFRADORAS MOVILES EN LAS CUALES SON MOLDEADAS LAS PIEZAS DE HORMIGON; Y DE CONJUNTOS ELEVADORES QUE PERMITEN REALIZAR EL DESMOLDEO DE LAS PIEZAS CONFORMADAS.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS DE CONSTRUCCION REFRACTARIAS.
(16/12/1982). Solicitante/s: BREST,INDUSTRIJA POHISTVA,CERKNICA.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS DE CONSTRUCCION REFRACTARIAS E INCOMBUSTIBLES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE FORMAN LAS CAPAS EXTERIORES DE LA PLACA A BASE DE UNA TORTA DE GRANULADO EXPANDIDO DE VERMICULITA O PERLITA, ENCOLADA CON UNA SOLUCION DE VIDRIO SOLUBLE; SEGUNDA, SE FORMA LA CAPA CENTRAL DE LA PLACA A BASE DE UNA TORTA OBENIDA MEZCLANDO UN GRANULADO EXPANDIDO DE VERMICULITA O PERLITA CON LOS RESIDUOS SECOS PROCEDENTES DEL PROCESO DE EXPANSION DEL GRANULADO Y DEL DESMENUZAMIENTO DE LOS RECORTES DE LAS PLACAS, SIENDO TRATADA ESTA MEZCLA CON UNA SOLUCION DE RESINA FENOLICA Y ENCOLADA CON UNA SOLUCION DE FOSFATO MONOALUMINICO; TERCERA, SE PRENSAN LAS TRES CAPAS SUPERPUESTAS HASTA DARLES LA CONSISTENCIA REQUERIDA; Y POR ULTIMO, SE CORTA EL CUERPO PRENSADO PARA OBTENER PLACAS DE LAS DIMENSIONES REQUERIDAS.
PROCEDIMIENTO Y APARATO PARA FORMAR CUERPOS A PARTIR DE POLVOS CERAMICOS.
(16/09/1982). Solicitante/s: BRITISH NUCLEAR FUELS LIMITED.
PRENSADO DE POLVOS CERAMICOS APLICABLE A LA FABRICACION DE PELLETS COMBUSTIBLES PARA REACTORES NUCLEARES. EL POLVO METALICO CONTENIENDO DIOXIDO DE URANIO ES COMPACTADO EN UNA MATRIZ EJERCIENDO PRESION HIDROSTATICA A TRAVES DE UN MEDIO FLUIDO QUE PENETRA POR LA MATRIZ, MIENTRAS QUE, AL MENOS EN UNO DE LOS EXTREMOS DE ESTA SE APLICA PRESION MECANICA SOBRE EL POLVO. LA MATRIZ, QUE VA INCLUIDA EN UN PRENSA, ESTA COMPUESTA DE CARBURO DE SILICIO SINTETIZADO POR REACCION HECHO EN PARTE PERMEABLE A LOS FLUIDOS MEDIANTE SEPRACION PARCIAL DE SU FASE DE SILICIO LIBRE CONTINUA.
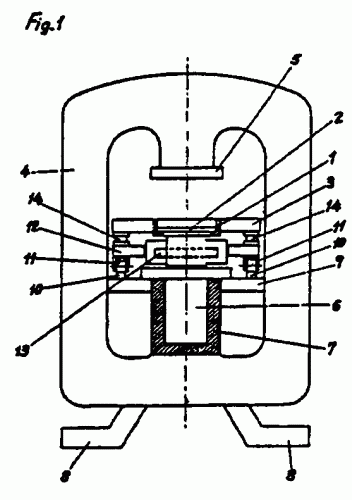
PERFECCIONAMIENTOS EN LAS PRENSAS HIDRAULICAS.
(16/05/1982). Solicitante/s: OFFICINA MECCANICA GIAVELLI S.P.A.
PRENSA HIDRAULICA DE COMFORMADO DE BALDOSAS DE CERAMICA QUE PERMITE LA OSCILACION DE LA TRAVIESA PARA UNIFORMAS LAS DISTINTAS ALTURAS DE CARGA EN LAS VACIDADES DEL MOLDE. PRESENTA DOS ELEMENTOS VERTICALES UNIDOS POR MEDIO DE UN SOPORTE HORIZONTAL , UN GRUPO DE POTENCIA HIDRAULICO, UNA TRAVIESA SOPORTADA POR UNA PLACA APTA PARA RECIBIR TAMPONES DE CONFORMADO Y DOS BARRAS DE GUIA. ENTRE LA PLACA INTERMEDIA Y LA TRAVIESA Y ENTRE ESTA Y LAS BARRAS GUIAS , SE INTERPONEN UNOS ELEMENTOS DEFORMABLES QUE POSICIONAN HORIZONTALMENTE LA TRAVIESA AL TERMINO DE CADA FASE DE CONFORMADO.
PERFECCIONAMIENTOS EN PRENSAS PARA BLOQUES DE CONSTRUCCION.
(01/11/1980). Solicitante/s: PORTA MAS, JUAN.
PRENSAS PARA BLOQUES DE CONSTRUCCION PERFECCIONADAS POR DISPONER DE UN MOLDE CON MOVIMIENTO VERTICAL ASCENDENTE Y DESCENDENTE SOBRE UN FALSO FONDO DESPLAZABLE Y QUE CONSTITUYE EL SOPORTE DE LA PIEZA DESMOLDEADA HASTA SU FRAGUADO. CONSTA DE UN CAJON SIN FONDO, UNA TOLVA , UNOS VIBRADORES PORTAMOLDES CON COLUMNAS , UN PUENTE Y MEDIOS HIDRAULICOS O NEUMATICOS ; UN CONTRAMOLDE CON CILINDRO , FONDO INDEPENDIENTE , GUIAS FIJAS Y ACCESORIOS. AL LLENARSE EL MOLDE SE MANTIENE LA PRESION POR UN CONTRAMOLDE DE ACCIONAMIENTO INDEPENDIENTE MEDIANTE CILINDRO NEUMATICO O HIDRAULICO CENTRAL QUE ACTUA Y MANTIENE LA PRESION, MIENTRAS EL MOLDE ES VIBRADO POR UN EQUIPO ACTIVO. POR SU PARTE EL CAJON ESTA CONSTITUIDO POR DOS CUERPOS TELESCOPICOS TUBULARES DE SECCION CUADRANGULAR QUE DETERMINAN UNA CAPACIDAD REGULABLE, ENCONTRANDOSE TAL CAJON DISPUESTO SOBRE EL YA MENCIONADO FONDO INDEPENDIENTE Y FIJO A LO LARGO DE LAS GUIAS HASTA LA BOCA DEL MOLDE.
PROCEDIMIENTO PARA PRODUCIR ELEMENTOS DE HORMIGON.
(01/07/1980). Solicitante/s: A-S NORCEM.
Perfeccionamientos en trituradores cilíndricos, para instalaciones mineras y similares, a cuyo triturador se le dota de un cilindro triturador dispuesto por encima de un transportador continuo, especialmente un transportador rascador de cadena, que presenta en su periferia filas de herramientas que transcurren paralela u oblicuamente al eje del cilindro, con herramientas trituradoras extendidas diferentemente en dirección radial, caracterizados porque en el cilindro triturador se dispone, entre filas de herramientas con menor extensión radial, por lo menos una fila de herramientas, con mayor extensión radial que las otras.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS PRENSAS HIDRAULICAS, EN PARTICULAR PARA LA FABRICACION DE OBJETOS CERAMICOS Y SIMILARES.
(16/06/1979) Perfeccionamientos introducidos en las prensas hidráulicas, en particular para la fabricación de objetos cerámicos y similares, que comprende una bancada horizontal a la que se hallan solidamente unidos dos cabezales fijos a los que hallan fijados los extremos por lo menos de dos barras cilíndricas destinadas a sostener, un travesaño fijo al que se halla unido un punzón que reproduce en negativo la forma de una de las superficies o caras del objeto a prensar, un segundo travesaño desplazable sobre las mencionadas barras cilíndiricas paralelas y al que se halla unido un contra-punzón que reproduce en negativo la segunda cara o superficie del objeto sometido a prensado, y, un tercer travesaño, también desplazable sobre dichas barras cilíndricas paralelas o unido a barras desplazables dentro de…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}