CIP-2021 : B29D 5/00 : Fabricación de elementos de cierre de cursor; Fabricación y fijación conjunta de elementos de cierres de cursor.
CIP-2021 › B › B29 › B29D › B29D 5/00[m] › Fabricación de elementos de cierre de cursor; Fabricación y fijación conjunta de elementos de cierres de cursor.
Notas[t] desde B21 hasta B32: CONFORMACION
B29D 5/02 · teniendo los cierres elementos de enganche separados.
B29D 5/04 · siendo formados los elementos de enganche por ondulación continua de material filamentoso.
B29D 5/06 · siendo formados los elementos de enganche por una hélice continua.
B29D 5/08 · siendo formados los elementos de enganche por el extremo perfilado o almenado de una banda.
B29D 5/10 · siendo formados los elementos de enganche por una banda continua perfilada.
CIP2021: Invenciones publicadas en esta sección.
PERFECCIONAMIENTOS EN LOS APARATOS DE MOLDEO POR INYECCION.
(16/02/1980) Perfeccionamientos en los aparatos de moldeo por inyección, del tipo en el que se fabrican las cadenas de cierre de cremallera continuas repitiendo las etapas de desplazar un molde móvil respecto de un molde fijo para abrir y cerrar los moldes de modo intermitente, moldear por inyección una fila de elementos de acoplamiento en partes de un par de cintas de soporte introducidas a través de dichos moldes y posicionadas entre ellos cuando se cierran los moldes, y luego interrumpir el posicionamiento de dichas cintas soportes y subsiguientemente alimentarlas cuando se abren dichos moldes en preparación a una operación siguiente de moldeo por inyección, caracterizados porque el aparato comprende: unos medios para formar un saliente en una parte de un larguero moldeado conjuntamente con dicha fila de elementos de acoplamiento…
PROCEDIMIENTO Y APARATO DE MOLDEO PARA LA FABRICACION DE CREMALLERAS.
(01/05/1978). Solicitante/s: LIGHTNING FASTENERS LIMITED.
Resumen no disponible.
DISPOSITIVO PARA LA FABRICACION DE FILAS DE ESLABONES DE CIERRES DE CREMALLERA.
(01/03/1978) Mejoras introducidos en el objeto de la patente principal nº 393.929 sobre dispositivo para la fabricación de filas de eslabones de cierres de cremallera, consistente en un elemento de moldeo que tiene una división de dientes y en un mecanismo de colocación para colocar paso a paso los eslabones de cierre con cabeza de acoplamiento y superficies de acoplamiento estampadas así como brazos en los intersticios de los dientes de la división, para lo cual los brazos están superpuestos en los intersticios y partes de unión posteriores se sitúan detrás de los dientes, teniendo además de acuerdo con la patente principal el mecanismo de colocación para cada fila de eslabones…
PROCEDIMIENTO DE MANUFACTURA DE ELEMENTOS DE CIERRE DE CREMALLERA.
(01/07/1977). Solicitante/s: YOSHIDA KOGYO KABUSHIKI KAISHA.
Resumen no disponible.
MEJORAS EN LOS APARATOS PARA LA MANUFACTURA DE ELEMENTOS DE CIERRE DE CREMALLERA.
(01/07/1977). Solicitante/s: YOSHIDA KOGYO K.K.
Resumen no disponible.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA CADENA DE CIERRE DE CREMALLERA.
(16/02/1977). Solicitante/s: YOSHIDA KOGYO KABUSHIKI KAISHA.
Resumen no disponible.
METODO PARA LA FABRICACION DE ELEMENTOS DE ACOPLAMIENTO INDIVIDUALES PARA CIERRES DE CREMALLERA.
(16/10/1976). Solicitante/s: YOSHIDA KOGYO KABUSHIKI KAISHA.
Resumen no disponible.
METODO E INSTALACION PARA PRODUCIR FILAS CONTINUAS DE ESLABONES DE SUJETADORES DE CIERRE CORREDIZO.
(16/03/1976). Solicitante/s: OPTI-HOLDING, A. G..
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE SEPARADORES DE MATERIAL PLASTICO PARA CREMALLERAS ABIERTAS.
(16/01/1976). Solicitante/s: PEQUEÑOS ARTICULOS METALURGICOS, S.L..
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE CIERRES DESLIZANTES A CREMALLERA.
(16/03/1975). Solicitante/s: AUGUSTO MENDONCA,ROBERTO.
Resumen no disponible.
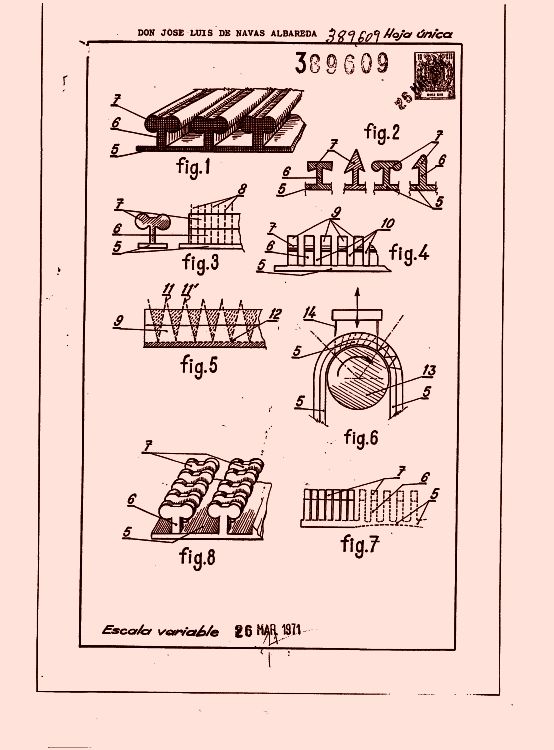
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE ELEMENTOS MONOBLOQUES DOTADOS DE PROTUBERANCIAS DE AGARRE.
(16/12/1971). Ver ilustración. Solicitante/s: DE NAVAS ALBAREDA,JOSE LUIS.
Resumen no disponible.
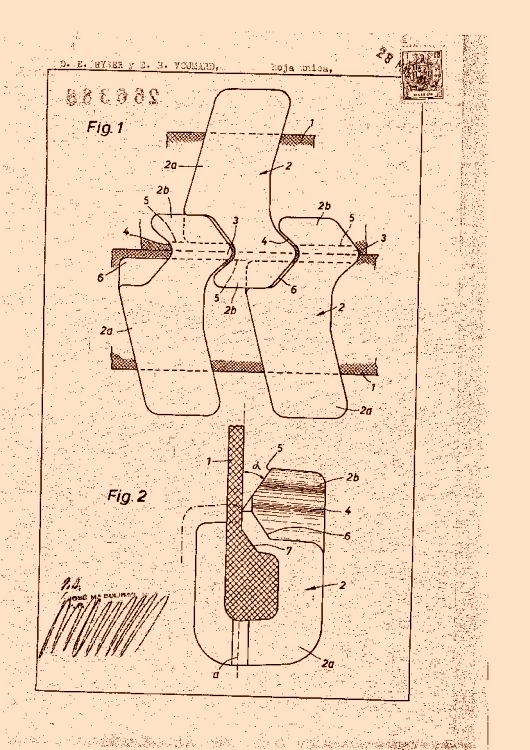
CIERRE OCULTO DE CREMALLERA.
(16/06/1961). Ver ilustración. Solicitante/s: RYSER, ERNST
VOUMARD, BERTRAND.
Resumen no disponible.
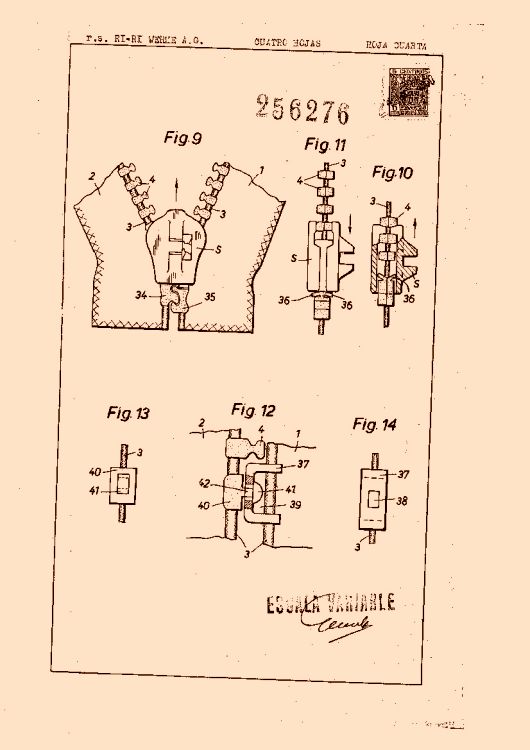
MEJORAS EN LA FABRICACIÓN DE CIERRES CORREDIZOS.
(01/08/1960). Ver ilustración. Solicitante/s: RI-RI WERKE A.G.
Mejoras en la fabricación de cierres corredizos con eslabón terminal, caracterizadas porque el eslabón terminal se compone de varias partes y porque las partes del eslabón terminal están constituidas de tal modo que si bien son acoplables por la corredera, sin embargo no son desacoplables y muestran un órgano de retención para la corredera.
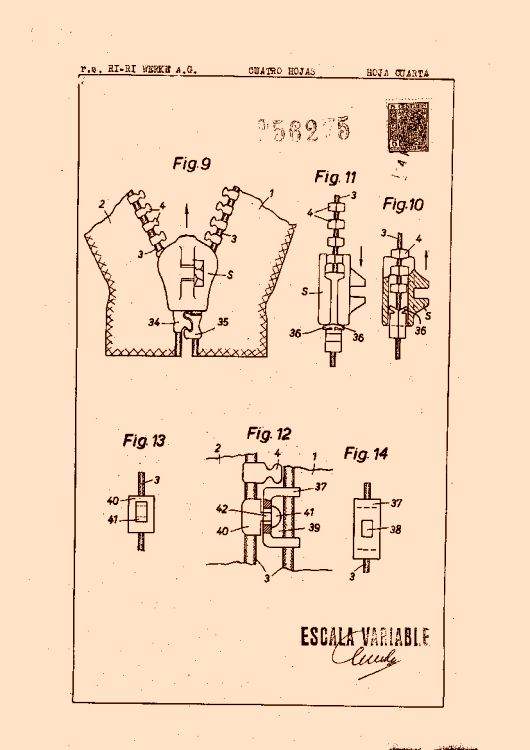
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CIERRE CORREDIZO CON ESLABÓN TERMINAL.
(16/07/1960). Ver ilustración. Solicitante/s: RI-RI WERKE A.G.
Procedimiento para la fabricación de un cierre corredizo con eslabón terminal, en el que los eslabones de cierre se vacían inmediatamente sobre la cinta soportadora según el procedimiento de fundición a presión o fundición inyectada, caracterizado porque el eslabón terminal se aplica sobre las cintas soportadoras en la misma fase de trabajo y en el mismo molde de inyección que los eslabones de cierre, dándosele al mismo tiempo la forma definitiva requerida para la unión de ambas mitades del cierre y para la retención de la corredera en su posición terminal.
{kind=link}
{kind=link}
{kind=link}
{kind=link}