CIP-2021 : B21D 51/44 : Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00;
fabricación y colocación simultánea de los cierres B67B).
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/44[3] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/44 · · · Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
CIP2021: Invenciones publicadas en esta sección.
TAPA PARA LATAS METALICAS DE APERTURA FACIL Y MEJORADA, Y METODO DE FABRICACION DE LA MISMA.
(01/11/2002) SE PRESENTA UNA TAPA DE LATA METALICA DE APERTURA FACIL Y UN PROCESO PARA PRODUCIR LA MISMA, EN DONDE SE MEJORA LA CAPACIDAD DE APERTURA DE LA LATA Y SE ELIMINA LA OCURRENCIA DE DEFECTOS EN LA PELICULA DE RESINA EN EL MOMENTO DE LA CONFORMACION, HACIENDOSE INNECESARIO EL REVESTIMIENTO DE REPARACION DE LAS SUPERFICIES INTERNA Y EXTERNA AL DAR FORMA DE S A LA SECCION TRANSVERSAL DE LA RANURA GUIA DE APERTURA DE LA TAPA DE LA LATA DE APERTURA FACIL, EN DONDE, CUANDO SE FORMA EN LA TAPA METALICA LA PIEZA DE APERTURA PARA LA APERTURA FACIL MANUAL, LAS PROPIEDADES DE LA PELICULA DE RESINA EN LA CHAPA METALICA, LA FORMA Y LAS DIMENSIONES DE LOS ESCALONES DEL TROQUEL Y DE LA MATRIZ, EL ESPACIO DE SEPARACION, EL GROSOR RESIDUAL…
SISTEMA PARA LA FABRICACION DE PIEZAS DE TRABAJO, EN PARTICULAR DE CAPSULAS DE CIERRE PARA RECIPIENTES.
(16/08/2002). Solicitante/s: KORDYLA, HANS. Inventor/es: KORDYLA, HANS.
UN SISTEMA DE FABRICACION DE PIEZAS, EN PARTICULAR DE CAPSULAS DE CIERRE PARA RECIPIENTES, -CON UNA SERIE DE DIVERSAS ESTACIONES DE HERRAMIENTAS, -QUE ESTAN UNIDAS ENTRE SI POR MEDIO DE UN SISTEMA DE TRANSPORTE Y/O GUIADO COLOCADAS EN FILA Y QUE SUCESIVAMENTE REALIZAN OPERACIONES INDIVIDUALES DE UN PROCESO DE FABRICACION DE LAS PIEZAS, CARACTERIZADO PORQUE -CADA ESTACION DE HERRAMIENTAS LLEVA UNA HERRAMIENTA INTERCAMBIABLE CON MEDIOS PROPIOS DE ACCIONAMIENTO Y DE MANDO , -TODAS LAS HERRAMIENTAS VAN SOPORTADAS ENCHUFADAS EN UNA BASE COMUN , Y -CADA HERRAMIENTA LLEVA ELEMENTOS DE UNION QUE CUANDO LAS HERRAMIENTAS ESTAN ENCHUFADAS UNEN LOS MEDIOS DE ACCIONAMIENTO Y DE MANDO CON UN SISTEMA CICLICO COMUN A TODAS LAS HERRAMIENTAS.
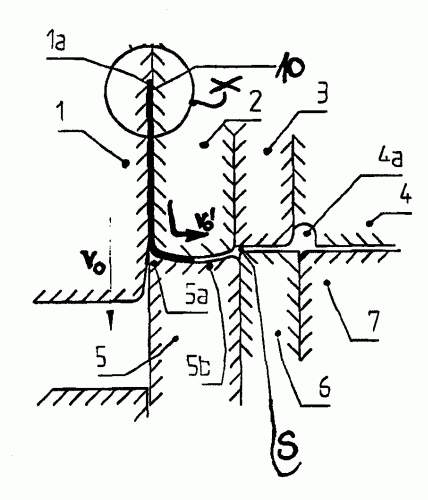
REALIZACION DE BORDES ANULARES REDONDOS.
(01/08/2001). Ver ilustración. Solicitante/s: IMPRESS METAL PACKAGING GMBH & CO. OHG. Inventor/es: PETER, WOLFGANG, HARTUNG, HANS.
LA INVENCION COMPRENDE UN PROCEDIMIENTO PARA LA CONFIGURACION DE ANILLOS METALICOS DE TAPA (20; 20A, 20B, 20C, 20D, 20E) CON UNA ABERTURA INTERNA Y BORDE ANULAR PERFILADO (20A, 20B, 20C, 20E). UNA PIEZA BRUTA CILINDRICA (10, VR) SE DESPLAZA AXIALMENTE HACIA ABAJO (V O ) EN UN CONJUNTO CONCENTRICO DE VARIOS SEGMENTOS ANULARES DE HERRAMIENTA (1 A 7) DESDE UN SEGMENTO DE HERRAMIENTA EXTERIOR DE LOS SEGMENTOS DE HERRAMIENTA (1 A 7) Y SE DEFORMA POR MEDIO DE UN LABIO ANULAR DE DESVIACION DE UN SEGMENTO DE HERRAMIENTA SITUADO RADIALMENTE MAS HACIA EL INTERIOR DEL CONJUNTO CONCENTRICO DE VARIOS SEGMENTOS DE HERRAMIENTA (1 A 7) EN UNA DIRECCION RADIAL (V O;S UP,'). POR ENCIMA DEL LABIO DE DESVIACION (5A) SE SUJETA UN SEGMENTO DE HERRAMIENTA SUPERIOR PARA DEFINIR UNA HENDIDURA (S) EN LA QUE SE INTRODUCE A PRESION LA PIEZA BRUTA (10; VR; HR) RADIALMENTE DEFORMADA HACIA EL INTERIOR (V O;SUP,'). ASI SE EVITAN RECORTES EN EL INTERIOR DEL ANILLO DE TAPA ASI REALIZADO.
TERMINAL DE FACIL APERTURA PARA UNA CONSTRUCCION DE METAL-PLASTICO.
(01/05/2001). Solicitante/s: MCHENRY, ROBERT J. Inventor/es: PETIT, DOMINIQUE, MCHENRY, ROBERT J.
LA INVENCION SE REFIERE A LOS EXTREMOS DE ABERTURA FACIL DE UNA CONSTRUCCION EN CAPAS CONSTITUIDA POR UNA HOJA DE MATERIAL PLASTICO SOBRE CADA UNA DE CUYAS CARAS SE ADHIERE UNA HOJA DE METAL , Y SU PROCESO DE FABRICACION. EL EXTREMO SE CARACTERIZA POR LA NATURALEZA DEL MATERIAL, UNA CONSTRUCCION METAL-POLIMERO-METAL , Y POR EL HECHO DE QUE LA LINEA DE ARRANQUE QUE PERMITE LA ABERTURA PARCIAL O TOTAL DEL EXTREMO INCLUYE DOS LINEAS DE MUESCAS Y , UNA A UNA CIERTA DISTANCIA DE LA OTRA, LA FORMADAS EN LA HOJA INTERNA DEL EXTREMO, Y LA EN LA HOJA EXTERNA DEL EXTREMO. LA INVENCION CUBRE LOS EXTREMOS DE ABERTURA FACIL DE BOTES DE COMIDA, ASI COMO LOS EXTREMOS DE ABERTURA FACIL DE BOTES DE BEBIDA.
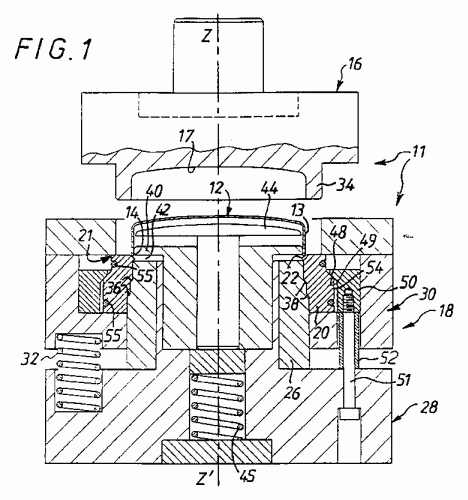
UNA PRENSA DE REPLEGADO INTERIOR DEL BORDE DE UNA TAPA METALICA.
(01/11/2000). Ver ilustración. Solicitante/s: CARNAUDMETALBOX S.A. Inventor/es: TERRILLON,GILLES.
Una prensa de replegado interior del borde de una tapa metálica que comprende, un primer elemento de prensa y un segundo elemento de prensa provisto de sectores que forman una superficie de guiado de limitación , un contra-punzón y medios para separar dichos sectores durante un desplazamiento relativo en sentido inverso de dicho contra-punzón y de dichos sectores. Figura 1.
PROCESO Y DISPOSITIVO DE FORMACION DE UNA TAPA METALICA DE UN RECIPIENTE Y TAPA METALICA OBTENIDA POR ESTE PROCESO.
(01/02/1998). Solicitante/s: SOLLAC. Inventor/es: HEURTEBOUST, GERARD, SECONDE, JEAN-FRANCOIS.
LA INVENCION SE REFIERE A UN PROCESO DE FORMACION A PARTIR DE UNA CHAPA (1A) DE UNA TAPA , TAMBIEN LLAMADA FONDO, QUE COMPRENDE UN REBORDE PERIFERICO DESTINADO A SER FIJADO SOBRE EL BORDE DE UNA ABERTURA DE UN RECIPIENTE Y AL MENOS UN ESCALON DE ENDEREZAMIENTO DE DICHA TAPA. EL PROCESO CONSISTE EN MANTENER EL BORDE DE LA CHAPA (1A) SOBRE TODA SU PERIFERIA, Y SUCESIVAMENTE, EN FORMAR DICHO ESCALON Y A CONTINUACION EN FORMAR EL REBORDE PERIFERICO . LA INVENCION SE REFIERE IGUALMENTE A UN DISPOSITIVO DE FORMACION PARA LA APLICACION DEL PROCESO Y UNA TAPA METALICA OBTENIDA POR ESTE PROCESO.
EXTREMOS DE UNA LATA Y METODO PARA FABRICAR LOS MISMOS.
(16/05/1996). Solicitante/s: CARNAUDMETALBOX PLC. Inventor/es: COWLING, GREGORY JUSTIN.
SE PRESENTA UN METODO PARA FORMAR UN EXTREMO DE UNA LATA QUE TIENE UN PANEL DE UNION , UNA PARED DE CUÑA Y UN PANEL CENTRAL ; EL PANEL CENTRAL ESTA CONECTADO A LA PARED DE CUÑA MEDIANTE UN REBORDE EXTERIOR Y EL EXTREMO DE LA LATA TIENE UNO O MAS REBORDES FLEXIBLES SITUADOS CONCENTRICAMENTE DENTRO DEL REBORDE EXTERIOR, EL METODO COMPRENDE LOS PASOS DE: A) EN UNA PRIMERA ETAPA, LA FORMACION DE UN RECIPIENTE PRELIMINAR QUE TIENE UN PANEL DE UNION, UNA PARED DE CUÑA Y UN PANEL CENTRAL, Y LA FORMACION DE LOS REBORDES INTERNOS PRESIONANDO EL PANEL CENTRAL ENTRE HERRAMIENTAS SUPERIOR E INFERIOR PERFILADAS ; Y B) EN UNA SEGUNDA ETAPA, LA SUJECION DEL PANEL DE UNION Y DEL PANEL CENTRAL MOVIENDOLOS UNO HACIA EL OTRO PARA FORMAR UN REBORDE EXTERIOR MEDIANTE LA DEFORMACION DEL MATERIAL DE LA PARED DE CUÑA EN UNA ACCION DE LAMINACION NO CONSTREÑIDA.
MONTAJE PARA UNA UNIDAD DE EXTREMOS DE METAL Y METODO PARA LA MISMA.
(16/12/1995) EL INVENTO SE REFIERE A UNAS HERRAMIENTAS ESPECIALES PARA FABRICAR UNIDADES DE EXTREMO DE METAL QUE SE UTILIZAN CON LATAS DE BEBIDAS CARBONATADAS O SIMILARES EN LAS QUE LA UNIDAD DE EXTREMO ESTA PROVISTA DE UN REFORZAMIENTO INTEGRAL EN LA FORMA DE UN AVELLANADOR PARA INCREMENTAR LA FUERZA DE BUCKLE* DE LA UNIDAD CUANDO ESTA HECHA DE METAL FINO. PREVIAMENTE SE HAN CONSTRUIDO LAS HERRAMIENTAS PARA ELABORAR DICHA UNIDAD DE EXTREMO QUE, AUNQUE COMERCIALMENTE SATISFACTORIA, NO HAN PRODUCIDO UNIDADES DE EXTREMO CON LA RESISTENCIA DE BUCKLE* ESPERADA. SE HAN MODIFICADO LAS HERRAMIENTAS CAMBIANDO LA CONFIGURACION DE UN NUCLEO DE PERFORACION PARA ELIMINAR UNA EXTENSION CILINDRICA PREVIAMENTE FORMADA DE LA PARED DE CUÑA DE LA UNIDAD EXTREMA Y UN ARRANQUE DEL AVELLANADOR.…
METODO PARA FABRICAR BOQUILLAS O ENCHUFES DE SELLADO.
(01/04/1994). Solicitante/s: LOLLI, VALTER. Inventor/es: BRUNO, NICOLETTI.
EL METODO PARA FABRICAR BOQUILLAS O ENCHUFES DE SELLADO INCLUYE UN PROCESO DE CORTADO DE UN ELEMENTO EN FORMA DE DISCO DE UNA LAMINA DE METAL SEGUIDO DE LA IMERSION DEL DISCO PARA OBTENER UN ELEMENTO AGUJEREADO DE FORMA CILINDRICA CERRADO EN UN EXTREMO POR UNA TAPA (2A) Y ENTONCES PRENSANDO EL ELEMENTO AGUJEREADO PARA FORMAR UNA CORONA ANULAR EN SU SUPERFICIE PERIFERICA EXTERIOR. POR ULTIMO SE LLEVA A CABO EL ENSARTADO DE AL MENOS UNA PARTE DE LA SUPERFICIE PERIFERICA EXTERIOR EMPEZANDO DEL EXTREMO ABIERTO.
CAPSULA DE TAPONAMIENTO DE ALUMINIO DE CORTE FACIL Y SU PROCEDIMIENTO DE FABRICACION.
(16/12/1993). Solicitante/s: PECHINEY EMBALLAGE ALIMENTAIRE. Inventor/es: DRUESNE, GUY, MICHAUD, JOEL.
EL INVENTO TIENE POR OBJETO UNA CAPSULA DE TAPONAMIENTO DE ALUMINIO O ALEACION, DESTINADA A SER INSERTADA EN EL GOLLETE DE UNA BOTELLA CUYO ANILLO CONSTA DE UN RESALTE, ESTANDO DOTADA LA FALDILLA DE ESTA CAPSULA DE UNA NERVADURA PERIFERICA LA CUAL, TRAS LA INSERCION DE LA CAPSULA EN EL GOLLETE, DELIMITARA, CON LA PARTE DE DICHA FALDILLA QUE REVISTE EL BORDE SUPERIOR DEL RESALTE DEL GOLLETE, UNA GARGANTA ANULAR QUE PERMITE EL GUIADO DE UNA CUCHILLA PARA CORTAR LA CAPSULA POR UNA LINEA DE RUPTURA CONSISTENTE EN UNA ZONA PERIFERICA ADELGAZADA SITUADA EN EL FONDO DE DICHA GARGANTA . EL INVENTO SE REFIERE IGUALMENTE AL PROCEDIMIENTO DE OBTENCION DE LA CAPSULA QUE SE UTILIZA PARA CUALQUIER TIPO DE TAPON DE BOTELLA A DESCABEZAR CON CUCHILLO.
METODO PARA LA FORMACION MEDIANTE RODILLOS Y APARATO PARA LLEVAR A CABO EL METODO.
(16/08/1992). Solicitante/s: CMB FOODCAN PLC. Inventor/es: PORUCZNIK, PAUL, LONGSTAFF, KEITH.
APARATO PARA REFORMAR UNA PARED EXTREMA DE UN CONTENEDOR QUE CONSTA DE UN PAR DE PLACAS DE COOPERACION QUE COOPERAN PARA MANTENER SUJETA LA PARED FIRMEMENTE SOBRE UN EJE CENTRAL DE LAS PLACAS Y LA PARED, Y UN GRUPO DE RODILLOS DE TRABAJO DISPUESTOS ALREDEDOR DE LAS PLACAS DE FORMA QUE CUANDO UNA PARED SUJETA ES INTRODUCIDA EN LOS RODILLOS PERFILADOS EL GIRO RELATIVO ENTRE LOS RODILLOS Y EL BORDE SOBRESALIENTE SE DEFORMA PROGRESIVAMENTE LA PERIFERIA DE LA PARED. EL APARATO ESTA MODIFICADO PARA FORMAR UN REBORDE PERIFERICO SOBRE UN EXTREMO DE UNA LATA O PARA ATESAR LOS PLIEGUES DE SU PARTE INFERIOR, INTEGRAL CON UNA PARED LATERAL ESTIRADA.
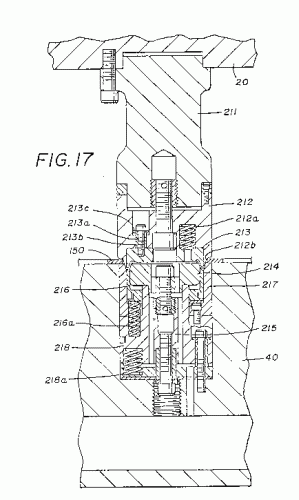
PROCEDIMIENTO Y APARATO PARA FORMAR, REFORMAR Y REBORDEAR TAPAS EN UNA SOLA PRENSA.
(01/07/1992). Ver ilustración. Solicitante/s: REDICION CORPORATION. Inventor/es: BULSO, JOSEPH D., MCCLUNG, JAMES A.
METODO Y APARATO PARA FORMAR, REFORMAR Y REBORDEAR TAPAS EN UNA SOLA PRENSA A PARTIR DE UNA HOJA DE MATERIAL. EL METODO COMPRENDE INTRODUCIR EL MATERIAL EN LA PRENSA A UN PRIMER NIVEL, CORTAR EN DISCOS DICHO MATERIAL EN DICHO NIVEL, PASAR EL MATERIAL A TRAVES DE UN TROQUEL Y CONFORMARLO PRELIMINARMENTE EN UNA CARRERA CONTINUA, PERO A UN SEGUNDO NIVEL, Y TRANSFERIRLO LATERLAMENTE EN EL SEGUNDO NIVEL PARA SU REFORMADO Y REBORDEADO. EL APARATO COMPRENDE UTILLAJE PARA EL CORTE EN DISCOS Y PARA EL CONFORMADO EN UNA PRIMERA SECCION Y UTILLAJE DE REFORMADO Y REBORDEADO EN UNA SEGUNDA Y TERCERA SECCIONES. EL UTILLAJE DE REFORMADO Y REBORDEADO ESTA DISPUESTO EN EL SEGUNDO NIVEL Y LA PRIMERA, SEGUNDA Y TERCERA SECCIONES ESTAN INTERCONECTADAS POR UNA CINTA SINFIN PERFORADA DISPUESTA TAMBIEN EN EL SEGUNDO NIVEL.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA MEMBRANA DE CIERRE.
(01/03/1991). Solicitante/s: MACHINEFABRIEK MARKHORST B.V. Inventor/es: HAKKERS, H. P.
-1.- MEMBRANA SOBRETIRADA DEL CIERRE. 2.1.- EN LA APLICACION DE MEMBRANAS SOBRETIRADAS DEL CIERRE COMO INSTALACIONES DE CIERRE PARA LATAS O SEMEJANTES HAY QUE SEPARAR LA VALONA DE MEMBRANA DE LA PIEZA DE SUPERPOSICION DE LA LATA. SEGUN LA POSICION DE LA TECNICA ESTO SE CONSIGUE O EN LAS MEMBRANAS DE CIERRE APLICADAS O EN LA LATA O EN LA MEMBRANA DE CIERRE, DEFORMADA ANTERIORMENTE POR FUERZA, HERRAMENTAL DE TRABAJO, EFICAZ. 2.2. PARA SIMPLIFICAR EL PROCEDIMIENTO DE LA FABRICACION Y CONSEGUIR UNA MEMBRANA DE CIERRE LIMPIA Y SEPARABLE, QUE TODAVIA ES MANEJABLE, SE PRESENTA UN HERRAMENTAL DE CORTE, EFICAZ POR DENTRO SOBRE LA MEMBRANA DE CIERRE, FORMADO SENCILLAMENTE Y FACIL DE EXPLOTAR, QUE SE MUEVE A TRAVES DE UN TROQUEL DE PRESION Y EFECTUA UN ENTALLAMIENTO PARCIAL DE LA MEMBRANA DE CIERRE ENTRE LA VALONA DE LA MEMBRANA Y LA PIEZA DE SUPERPOSICION DE LA LATA.
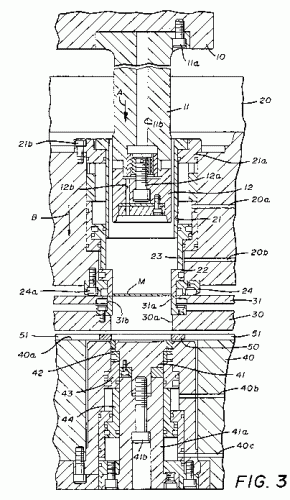
PROCEDIMIENTO Y APARATO PARA FORMAR, REFORMAR Y REBORDEAR TAPAS EN UNA SOLA PRENSA.
(16/07/1990). Ver ilustración. Solicitante/s: REDICON CORPORATION. Inventor/es: BULSO, JOSEPH D., CLUNG, JAMES A.
PROCEDIMIENTO Y APARATO PARA FORMAR, REFORMAR Y REBORDEAR TAPAS EN UNA SOLA PRENSA, CUYO PROCEDIMIENTO COMPRENDE INTRODUCIR EL MATERIAL EN UNA PRENSA, A UN PRIMER NIVEL; CORTAR EL MATERIAL EN DISCOS EN ESE NIVEL; HACER PASAR EL MATERIAL A TRAVES DE UN TROQUEL Y FORMARLO PRELIMINARMENTE, EN UNA CARRERA CONTINUA, PERO A UN SEGUNDO NIVEL Y TRASLADARLO LATERALMENTE, EN EL SEGUNDO NIVEL, PARA REFORMAR Y REBORDEAR EL DISCO. EL APARATO INCLUYE UTILLAJE DE CORTE Y FORMACION (12, 24, 30, 30A, 31A, 41) EN UNA PRIMERA SECCION Y UTILLAJE PARA REFORMAR Y REBORDEAR EN UNA SEGUNDA Y TERCERA SECCIONES. EL UTILLAJE PARA REFORMAR Y REBORDEAR ESTA SITUADO EN EL SEGUNDO NIVEL, Y LA PRIMERA, SEGUNDA Y TERCERA SECCIONES ESTAN INTERCONECTADAS POR UNA CINTA SIN FIN, PERFORADA , SITUADA TAMBIEN EN EL SEGUNDO NIVEL.
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE DE CHAPA.
(16/10/1989). Ver ilustración. Solicitante/s: RASSELSTEIN AG. Inventor/es: SCHMIDT, GUNTER.
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE DE CHAPA, POR LO MENOS, CON UNA SOLAPA DE APERTURA, APRETABLE HACIA LA CARA INTERIOR DE LA TAPA, CON LAS SIGUIENTES ETAPAS DE PROCEDIMIENTO: -CONSTITUCION DE UN ABOMBAMIENTO DIRIGIDO HACIA ARRIBA, -ESTAMPACION PARCIAL DE LA SOLAPA DE APERTURA, DEJANDO UNA ZONA DE ARTICULACION, -DESPLAZAMIENTO DE LA SOLAPA DE APERTURA FRENTE A LA ZONA MARGINAL DE LA ABERTURA HACIA LA CARA INTERIOR DE LA TAPA, -TRANSFORMACION DEFINITIVA DE LA ZONA MARGINAL DE LA ABERTURA Y/O DE LA SOLAPA DE APERTURA A LA FORMA DEFINITIVA, -DADO EL CASO, TAMBIEN TROQUELADO DE LA ZONA MARGINAL DE LA SOLAPA DE APERTURA, DE MODO QUE LA ZONA MARGINAL DE LA APERTURA SOBREPASE ANULARMENTE LA ZONA MARGINAL DE LA SOLAPA DE APERTURA EN LA CARA EXTERIOR DE LA TAPA.
DISPOSITIVO PARA LA REALIZACION DE LINEAS DE RUPTURA EN CHAPAS METALICAS EN PARTICULAR PARA TAPADERAS DE DESGARRE PARA LATAS U OTROS RECIPIENTES SIMILARES.
(16/05/1988). Solicitante/s: SCHMALBACH-LUBECA AKTIENGESELLSCHAFT.
Dispositivo para la realización de líneas de ruptura en chapas metálicas, en particular para tapaderas de desgarre para latas u otros recipientes similares, en el que la chapa se coloca sobre un apoyo en forma de yunque, siendo realizada una línea de rayado por la aplicación de una herramienta de estampación hasta una profundidad de introducción previamente determinada por los filos de estampación o cantos de rayado de la misma, los cuales corresponden a la extensión de la línea de ruptura; caracterizado porque el apoyo y la herramienta de estampación están constituidos por unos respectivos segmentos individuales y los mismos son compuestos de tal modo que las líneas de rayado, producidas por los segmentos individuales, están inclinadas entre sí con un ángulo agudo.
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE.
(01/10/1984). Solicitante/s: SCHWEIZERISCHE ALUMINIUM AG..
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE RECUBIERTA POR LO MENOS EN SU SUPERFICIE EXTERIOR, ESPECIALMENTE DE UNA TAPA BARNIZADA A BASE DE METAL.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, LA TAPA DE BOTE SE CONFORMA A PARTIR DE UNA BANDA O SIMILAR, RECUBIERTA CON UN MATERIAL CAPAZ DE SOLDADURA; SEGUNDA, EN DICHA TAPA SE TROQUELA UN ORIFICIO DE VERTIDO; Y POR ULTIMO, EL ORIFICIO DE VERTIDO SE RECUBRE CON UNA TIRA DE CIERRE SOLDADA, QUE ES CALENTADA POCO ANTES DEL PROCESO DE SOLDADURA Y FUERA DEL PROCESO DE SOLDADURA PROPIAMENTEDICHO.DE APLICACION EN BOTES DE BEBIDAS PROVISTOS DE UN ORIFICIO DE VERTIDO.
PROCEDIMIENTO PARA LA FABRICACION DE TAPAS PARA ENVASES PROVISTAS DE RECUBRIMIENTO INTERIOR HERMETIZANTE.
(16/02/1984). Solicitante/s: FORT PRADES,JOSE.
PROCEDIMIENTO PARA LA FABRICACION DE TAPAS PARA ENVASES PROVISTOS DE RECUBRIMIENTO INTERIOR HERMETIZANTE. CONSISTE EN ALMACENAR UN COMPUESTO HERMETIZANTE EN UNA UNIDAD DE BOMBEO Y CALENTAMIENTO, RECUBRIR LAS CARAS DE UNA PLANCHA DE UN REVESTIMIENTO LACADO, CORTAR Y EMBUTIR DICHAS PLANCHAS, PROYECTAR EN EL INTERIOR DE ESTAS TAPAS COMPUESTO HERMETIZANTE, CENTRIFUGANDOLO Y MOLDEANDOLO, Y REPLEGAR EL CANTO VIVO DE LAS TAPAS.
(16/11/1982) Un útil de moldeo para formar un forro sobre la superficie interior del panel superior de una cápsula, de cierre invertida, que tiene un panel superior circular y un faldón cilíndrico, en el que está formada una garganta: anular cerca del margen superior del faldón, comprendiendo dicho útil de moldeo un miembro de moldeo central y un mito de fijación de posición dispuesto alrededor de dicho miembro de moldeo central y axialmente deslizable con relación a dicho miembro de moldeo central, estando dispuesto dicho miembro de moldeo central para proyectarse hacia abajo con relación a dicho manguito en la posición normal…
PERFECCIONAMIENTOS EN LA FABRICACION DE AROS DE CIERRE PARA BIDONES.
(16/06/1982). Solicitante/s: FEMBA, S.A.
PROCEDIMIENTO DE FABRICACION DE PESTAÑAS Y SU MISION A LOS AROS ACANALADOS DE CIERRE DE BIDONES. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, EL FLEJE DE PARTIDA SUMINISTRADO DESDE UN ROLLO SE CORTA EN TRAMOS DE LONGITUD ADECUADA; SEGUNDA, LOS TRAMOS DE FLEJE SE SOMETEN A UN PROCESO DE ESTAMPACION EN UNA PRIMERA MATRIZ QUE LOS COMFORMA SEGUN UNA CONFIGURACION ONDULADA, SUSTANCIALMENTE EN FORMA DE S; TERCERA, DICHOS TRAMOS DE FLEJE SEMICONFORMADOS SE SOMETEN EN UNA SEGUNDA MATRIZ A UN PLEGADO EN FORMA DE "U", EN SU ZONA MEDIA, Y POR ULTIMO, LAS PESTAÑAS FORMADAS A PARTIR DE DICHOS TRAMOS DE FLEJE SE SUELDAN CADA UNA DE ELLAS AL EXTREMO DEL ARO ACANALADO DE CIERRE DEL BIDON CORRESPONDIENTE.
METODO PERFECCIONADO PARA CONFORMAR LENGUETAS ARRANCABLES EN CONTENEDORES DE PRODUCTOS A PRESION.
(01/06/1979). Solicitante/s: AMERICAN CAN COMPANY.
Un saliente , formado en y cortado de un panel central de una superficie de cierre, se reforma en una lengüeta de abertura al reducir la altura del saliente y el ángulo de su pared lateral para que extienda su reborde horizontalmente hacia afuera debajo del borde de la abertura de la cual se ha cortado el saliente, y el reborde se forja para extenderlo más debajo del borde. Alternativamente, puede formarse una pestaña que se extienda hacia el exterior en la pared lateral del saliente, y ser aplastada para cooperar en la reducción de la altura del saliente al extender el reborde del saliente hacia afuera debajo del borde. Durante la reforma y forjado. La lengüeta saliente/abertura se mantiene en una posición fija sustancialmente horizontal en relación con el borde para proporcionar un sub solapado reborde-a-borde uniforme.
METODO PARA FORMAR UN CIERRE DE FACIL APERTURA EN UN ENVASE DE CHAPA METALICA.
(16/12/1978) Un método para formar un cierre de fácil apertura en un envase de chapa metálica, destinada especialmente para contener líquidos, caracterizado porque comprende una primera fase que consiste en formar una convexidad en una zona del envase en chapa metálica, y dividir o cortar por lo menos parcialmente una parte de la chapa metálica en dicha zona convexa para disponer un borde libre, quedando por lo menos una porción de dicha convexidad prácticamente fuera de dicha porción, definiendo el borde libre de la chapa metálica de la que dicha porción queda por lo menos parcialmente dividida, una abertura, y conformando la citada porción dividida, un elemento de cierre para dicha abertura…
PERFECCIONAMIENTOS EN MAQUINAS AUTOMATICAS PARA LA FABRICACION DE TAPAS DE HOJALATA CON ANILLA DE APERTURA POR DESGARRO.
(01/05/1978). Solicitante/s: ERBA,MARIO.
Resumen no disponible.
PROCEDIMIENTO PARA FABRICAR CAPSULAS GUARNECIDAS DE UNA JUNTA PARA EL TAPONADO DE BOTELLAS.
(01/04/1977). Solicitante/s: SOCIETE EUROPEENE DE RECHERCHE ET D'EXPLOITATION.
Resumen no disponible.
MAQUINA CERRADORA AUTOMATICA MONOCABEZAL DE SOBREMESA.
(16/08/1976). Solicitante/s: ESCODA VILA, FAHNDRICH DOMITTNER, PREMAX, S. A.,A. Y J.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}