CIP-2021 : B22D 11/057 : Fabricación o calibración de los moldes.
CIP-2021 › B › B22 › B22D › B22D 11/00 › B22D 11/057[2] › Fabricación o calibración de los moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
B22D 11/057 · · Fabricación o calibración de los moldes.
CIP2021: Invenciones publicadas en esta sección.
Placa de coquilla y coquilla.
(15/04/2020). Solicitante/s: KME Special Products GmbH. Inventor/es: HUGENSCHUTT, GERHARD, ROLF,THOMAS.
Placa de coquilla, que para la fijación presenta varios puntos de fijación en su cara trasera , en donde se extienden, contiguos a los puntos de fijación , unos canales de enfriamiento en forma de cavidades dispuestas en la cara trasera y abiertos hacia la cara trasera , en donde, en vista desde un punto de fijación , se extiende al menos un canal de enfriamiento hacia su lado de colada enfrentado a la cara trasera de la placa de coquilla hasta debajo del punto de fijación , caracterizada por que el al menos un canal de enfriamiento está ensanchado en el sector de su fondo.
PDF original: ES-2806001_T3.pdf
Cristalizador para colada continua y método para su producción.
(30/11/2016). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: POLONI, ALFREDO, LUVARÀ,GIANBRUNO, SARTORI,NICOLA, ZAMMATTIO,VALENTINA.
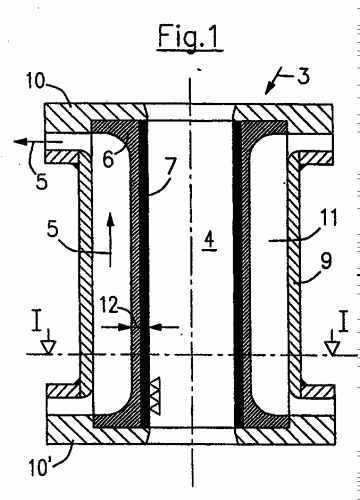
Cristalizador para colada continua que comprende al menos una pared provista, en su superficie que es externa durante el uso , de una pluralidad de ranuras cada una de las cuales se abre hacia el exterior y tiene una extensión principalmente longitudinal, una barra metálica longitudinal se inserta en cada una de dichas ranuras y se extiende en al menos una parte de la longitud de la ranura respectiva , que cierra dicha ranura hacia el exterior y que define con ella un canal para el paso de un fluido refrigerante, caracterizado por que dichas barras metálicas longitudinales están unidas con dicha pared del cristalizador al soldarlas en al menos una parte de los bordes internos de dichas ranuras.
PDF original: ES-2671472_T3.pdf
DISPOSITIVO Y PROCEDIMIENTO PARA EL MECANIZADO DE LAS PAREDES DE LA CAVIDAD DE UNA LINGOTERA DE COLADFA CONTINUA.
(16/06/2005) Dispositivo para el mecanizado con arranque de virutas, mediante cepillado, de las paredes de cavidad delimitadoras de una cavidad de una lingotera de colada continua , comprendiendo un portaútiles en forma de barra, dispuesto en un soporte , con al menos una herramienta de cepillado , y sistemas para la generación de movimientos relativos entre la herramienta de cepillado y las paredes de cavidad, caracterizado porque el portaútiles presenta una longitud que es superior al doble de la longitud de la cavidad y el portaútiles está guiado en dos cojinetes de apoyo , estando dispuestos ambos cojinetes de apoyo con un espacio intermedio para…
COQUILLA PARA LA COLADA CONTINUA DE METAL.
(16/10/2004). Ver ilustración. Solicitante/s: SMS DEMAG AG ACCIAI SPECIALI TERNI S.P.A. Inventor/es: CAPOTOSTI, ROMEO, CRISTALLINI, ALESSANDRO, SUCKER, JURGEN, CERQUONI, MASSIMO PROIETTI, RIDOLFI, MARIA RITA.
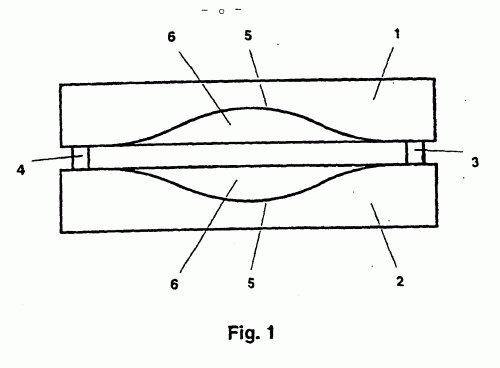
Molde para la colada continua tiene líneas que delimitan los cambios en secciones elevadas de una región en túnel. El molde en colada continua tiene una región de colada ahusada con anchas paredes laterales refrigeradas y paredes laterales estrechas. Para crear regiones con una deformación reducida, la distancia entre las líneas laterales que de delimitación (7-7'') de la región del túnel y entre las líneas (8-8'') pueden ser cambiadas a lo largo de una o de más de una secciones elevadas de la región en túnel.
COQUILLA PARA LA FUNDICION CONTINUA.
(01/05/2004). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT ACCIAI SPECIALI TERNI S.P.A. Inventor/es: SUCKER, JURGEN DR.-ING., CAPOTOSTI, ROMEO ING.
LA INVENCION SE REFIERE A UNA COQUILLA PARA FUNDICION DE COLADA EN CUERDA DE METAL CON UNA ZONA DE FUNDICION QUE MUESTRA PAREDES LATERALES AMPLIAS Y PAREDES LATERALES ESTRECHAS, QUE SE REDUCEN EN FORMA DE EMBUDO EN LA DIRECCION DE FUNDICION PARA LA OBTENCION DEL FORMATO DE LA CUERDA FUNDIDA. SE CARACTERIZA DE TAL MODO, QUE EN LA ZONA DEL EMBUDO LOS CONTORNOS INTERIORES DE LAS PAREDES LATERALES AMPLIAS SE CONFIGURAN DE FORMA CONVEXA A LO LARGO DE UNA RECTA QUE SE UNE CON EL CANTO SUPERIOR DE COQUILLA Y LA SALIDA DE LA ZONA DEL EMBUDO.
LINGOTERA DE GRAN SECCION PARA LA COLADA CONTINUA VERTICAL EN CARGA DE METALES.
(01/04/2004) Lingotera de sección ancha para la colada contínua vertical en carga de metales que comprende un elemento tubular metálico enfriado por circulación de un fluido de refrigeración en su contacto y remontado por un resalte de material refractario termoaislante, alineado interiormente con él, estando formado el elemento citado por ensamblaje de placas metálicas que definen un paso que calibra el metal colado, estando ciertas de dichas placas, calificadas de grandes paredes, cada una adosada a una contra- placa de refuerzo a la cual está fijada rígidamente, lingotera caracterizada porque la parte superior…
LINGOTERA PARA LA COLADA CONTINUA DE ACERO EN FORMATOS DE PALANQUILLAS Y DESBASTES.
(01/12/2003). Ver ilustración. Solicitante/s: CONCAST STANDARD AG. Inventor/es: BRAUN, HOLGER, DR., KAWA, FRANZ, ROEHRIG, ADALBERT, STILLI, ADRIAN.
Lingotera para la colada continua de acero en formatos de palanquillas y desbastes, consistente de un cuerpo interior delimitador de una cavidad de conformación , el cual está enfriado mediante un medio de refrigeración y comprende un soporte del revestimiento provisto, en el lado de la cavidad de conformación, de un revestimiento , caracterizada porque dicho soporte del revestimiento está fabricado de aluminio o de una aleación de aluminio y el revestimiento es llevado, después de su aplicación a la cavidad de conformación , mediante una mecanización a la medida de la cavidad de conformación.
{kind=link}
{kind=link}