CIP-2021 : B23K 1/14 : especialmente adaptada para hacer juntas continuas (fabricación de tubos que comportan operaciones distintas a la soldadura sin fusión B21C).
CIP-2021 › B › B23 › B23K › B23K 1/00 › B23K 1/14[1] › especialmente adaptada para hacer juntas continuas (fabricación de tubos que comportan operaciones distintas a la soldadura sin fusión B21C).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
B23K 1/14 · especialmente adaptada para hacer juntas continuas (fabricación de tubos que comportan operaciones distintas a la soldadura sin fusión B21C).
CIP2021: Invenciones publicadas en esta sección.
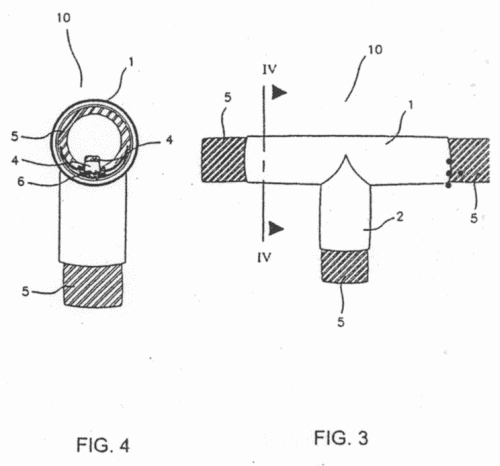
Procedimiento para conectar un conducto de transferencia de calor y un tubo capilar.
(18/07/2013) Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, en el que dicho tubocapilar tiene un diámetro menor que el de dicho conducto de transferencia de calor y es conectado a unaparte extrema de dicho conducto de transferencia de calor constituyendo un cambiador de calor ,caracterizado por:
un proceso de fabricación de un ensanchamiento que forma una parte cilíndrica ensanchada que tiene undiámetro de conducto superior al de dicho conducto de transferencia de calor, en la parte extrema del conductode dicho conducto de transferencia de calor;
un proceso de aplanamiento por aplastamiento que, al aplanar por aplastamiento en la dirección longitudinal delconducto, solamente la parte en el lado opuesto del lado de la cara extrema del conducto de dicha parteensanchada, forma una parte…
PROCEDIMIENTO PARA EL SOLDADO DE METALES SIN SOLDADURAS VISIBLES DESD E EL EXTERIOR Y PRODUCTO OBTENIDO.
(01/07/2006). Ver ilustración. Solicitante/s: INVESTMENT TRUST PBS, S.L. Inventor/es: BARRIOS STURLSSE,PERE.
Procedimiento para el soldado de metales sin soldaduras visibles desde el exterior y producto obtenido. Comprende al menos un primer y un segundo elemento metálico a ser soldados con las siguientes fases: se cortan los referidos elementos metálicos ; se practica una abertura en el primer elemento metálico , de un tamaño suficiente para que entre, al menos parcialmente, el segundo elemento metálico ; se introduce, al menos en parte, el segundo elemento metálico en el interior del primero, por la abertura ; y por el interior del primer elemento metálico se aplica soldadura a al menos un área del segundo elemento metálico fijándose al primer elemento metálico, bien por estar en contacto dicho primer y segundo elemento metálico, bien por estar en contacto dicho segundo elemento metálico a un elemento intermedio que está unido a dicho primer elemento metálico.
PERFECCIONAMIENTOS EN LA FABRICACION DE PLACAS ABSORBENTES PARA COLECTORES SOLARES PLANOS.
(01/01/1985). Solicitante/s: GAS Y ELECTRICIDAD, S.A..
PERFECCIONAMIENTOS EN LA FABRICACION DE PLACAS ABSORBENTES PARA COLECTORES SOLARES PLANOS.CONSISTEN EN LA DISPOSICION DE UNA BASE FIJA, DETERMINANTE DE UNA SUPERFICIE FORMAL Y DIMENSIONALMENTE COINCIDENTE CON LA CARA DE LA CHAPA O LAMINA MULTIPLE OPUESTA A LA RECEPTORA DE LA PARRILLA DE TUBOS, QUE SE COMPLEMENTA CON UNA TAPA MOVIL DESTINADA A ADAPTARSE A ELLA, CON INTERPOSICION DE LA CHAPA O LAMINA MULTIPLE Y LA CORRESPONDIENTE PARRILLA DE TUBOS Y QUE ADOPTA UNA CONFIGURACION Y UN POSICIONAMIENTO SIMETRICOS DE LOS QUE LA BASE FIJA, EN ORDEN A QUE LA TAPA MOVIL Y CON LA BASE FIJA COMO ASIENTO, PRESIONE LA PARRILLA DE TUBOS CONTRA LA CHAPA O LAMINA MULTIPLE, DURANTE EL PROCESO DE SOLDADURA, CON UN REPARTO UNIFORME DE PRESION SOBRE LAS SUPERFICIES A SOLDAR.
METODO PARA UNIR CONJUNTAMENTE POR SOLDADURA FUERTE LAS PLETINAS DE REJA DE UNA REJA DE UN CONJUNTO DE COMBUSTIBLE NUCLEAR.
(01/09/1979) Método para unir conjuntamente por soldadura fuerte las pletinas de reja de una reja de un conjunto de combustible nuclear estando dicha reja ensamblada de tal manera que una multiplicidad de dichas pletinas se intersectan para definir unas líneas de intersección, caracterizado porque unos moldes dotados de cavidades se sitúan sobre dichas pletinas cerca de su intersección y en posición de alineación vertical con dicha línea de intersección, se coloca una cantidad predeterminada de material de soldadura fuerte en dichas cavidades de dichos moldes, se calientan conjuntamente dicha reja y dichos moldes hasta que dicho material de…
UN METODO Y UN APARATO PARA UNIR A TOPE BARRAS DE REFUERZO DE ACERO DEFORMADAS Y SIMILARES.
(16/05/1976). Solicitante/s: ERICO EUROPA, B. V.
Resumen no disponible.
{kind=link}