CIP-2021 : B23K 11/25 : Dispositivos de vigilancia.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/25[2] › Dispositivos de vigilancia.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/25 · · Dispositivos de vigilancia.
CIP2021: Invenciones publicadas en esta sección.
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar.
(07/08/2019) Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca y comprendiendo dicho cabezal de soldadura por resistencia eléctrica (T):
- una estructura de soporte , provista de una brida de conexión conectada a la muñeca del robot articulado (R),
- un transformador eléctrico , llevado por la estructura de soporte , que tiene dos polos de entrada para la conexión a cables de suministro eléctrico de dicho cabezal (T) y que tiene dos polos de salida ,
- un electrodo de tierra y un electrodo de soldadura llevados por la estructura de soporte y conectados eléctricamente a los dos polos de salida del transformador eléctrico ,
- en el que dicho electrodo de tierra y dicho electrodo de soldadura tienen…
Aparato para el remachado.
(07/08/2019) Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo (X2) que tiene una posición y una orientación predeterminadas con respecto a dicha parte (π) de la superficie plana de la pieza (P), comprendiendo dicho aparato:
- un dispositivo operativo de remachado con un eje operativo principal (X1), que tiene una posición y una orientación predeterminadas con respecto al dispositivo operativo de remachado ; y
- un robot para posicionar el dispositivo operativo de remachado con respecto a la pieza (P), y capaz de modificar la posición y/o la orientación del dispositivo operativo de remachado con respecto a la pieza (P),
- en el que dicho robot de posicionado es un robot de manipulación que tiene el dispositivo…
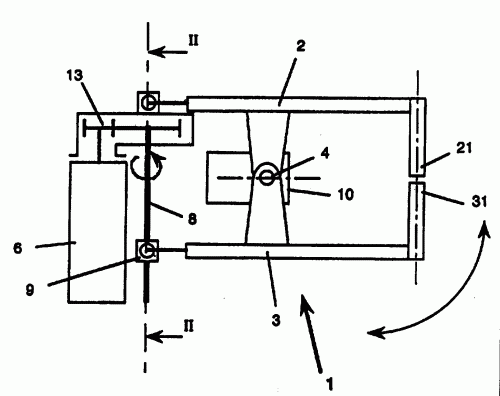
Dispositivo de soldadura por resistencia con un sensor de carga.
(15/05/2019) Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos (4a, 5a) que pueden ser recorridos por una corriente eléctrica, para la transición desde una configuración inactiva, en la que dichos electrodos (4a, 5a) se encuentran separados entre sí, hasta una configuración activa, en la que dichos electrodos (4a, 5a) están más cerca entre sí y son recorridos por la corriente, para la sujeción y la soldadura de elementos de varios tipos, y viceversa, comprendiendo dichos medios de movimiento una unidad de accionamiento de un mecanismo asociada con una de dichas mordazas , comprendiendo dicho…
Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura.
(04/10/2018) Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación capaz de alimentar paso a paso una pluralidad de dichos alambres longitudinales y una unidad de soldadura por medio de la cual dichos alambres longitudinales se sueldan a los alambres transversales correspondientes, comprendiendo dicha unidad de soldadura al menos dos electrodos que se pueden mover selectivamente entre una primera posición de alimentación, en la que al menos un primer electrodo está alejado de dichos alambres transversales y longitudinales , y una segunda posición de soldadura, en la que ambos electrodos contactan y sujetan dichos alambres y aplican diferentes…
Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos.
(05/04/2017) Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos por medio de un accionamiento de pinza portaelectrodos que presenta al menos un dispositivo de accionamiento primario y uno secundario ,
en el que el dispositivo de accionamiento primario hace pivotar una respecto a otra al menos dos alas de pinza portaelectrodos con electrodos de soldadura alrededor de un eje de pivotamiento desde lados sustancialmente opuestos, y las acerca a un objeto que ha de ser soldado y las presiona contra este con una fuerza de presión predeterminada,
y, al ser accionado, el dispositivo de accionamiento secundario varía por el pivotamiento alrededor del eje de pivotamiento una posición espacial de la pinza portaelectrodos , y especialmente de las alas de pinza portaelectrodos , con las siguientes etapas:
…
Procedimiento y dispositivo de soldadura para la determinación de la intensidad de la corriente de soldadura al soldar marcos de recipientes.
(18/01/2017). Solicitante/s: SOUDRONIC AG. Inventor/es: ZIEGLER,PATRICK.
Procedimiento para la determinación de la intensidad de corriente de soldadura a emplear para la soldadura eléctrica de costuras de resistencia a tope por costura de soldaduras de solapamiento de marcos de recipiente sucesivos, caracterizado por que se suelda al menos un marco de prueba con una intensidad de corriente de soldadura que disminuye y aumenta durante la soldadura de la costura, determinándose la zona de la costura en la que la intensidad de corriente de soldadura ha sido eficaz.
PDF original: ES-2612924_T3.pdf
Procedimiento y dispositivo de soldadura para determinar la corriente eléctrica de soldadura a aplicar durante la soldadura de engastes de envases.
(14/12/2016). Solicitante/s: SOUDRONIC AG. Inventor/es: ZIEGLER,PATRICK.
Procedimiento para determinar la corriente de soldadura a aplicar durante la soldadura de costuras con resistencia de engastes de envases sucesivos, que presentan una anchura de solape, que se modifica a lo largo de la costura, en el que se suelda al menos un engaste de prueba con intensidad de la corriente de soldadura decreciente o creciente durante la soldadura de su costura, en el que la intensidad de la corriente de soldadura se selecciona mayor cuando aumenta la anchura de solape y menos cuando disminuye el solape de soldadura y en el que se determina qué intensidad de la corriente de soldadura se aplica allí sobre la costura y en el que a través de ensayo mecánico y/u óptico del engaste de prueba se determina un desarrollo decreciente o creciente de la corriente de soldadura, que proporciona una soldadura correcta de la costura tanto cuando aumenta la anchura de solape como también cuando se reduce la anchura de solape.
PDF original: ES-2615335_T3.pdf
Método y sistema para soldar partes juntas utilizando un proceso de soldadura con recalcado por resistencia.
(29/06/2016) Un método para soldar partes soldables juntas, por ejemplo para soldar objetos anulares, en donde las partes (1A, 1B) se someten a un proceso de soldadura térmica para hacer que las partes (1A, 1B) fluyan juntas en superficies de contacto (S), en donde el proceso de soldadura (W) depende de una cantida de parámetros de entrada, que comprende una presión ejercida sobre las partes que se van a soldar y una corriente de calentamiento cargada a través de las partes (1A, 1B), en donde una cantidad de parámetros de salida del proceso de soldadura, por ejemplo una temperatura de soldadura y un desplazamiento de las partes (1A, 1B), depende de los parámetros de entrada, en donde, durante el proceso de soldadura (W), por lo menos se determina…
Máquina de soldadura con detección indirecta de la posición del elemento de sujeción de soldadura.
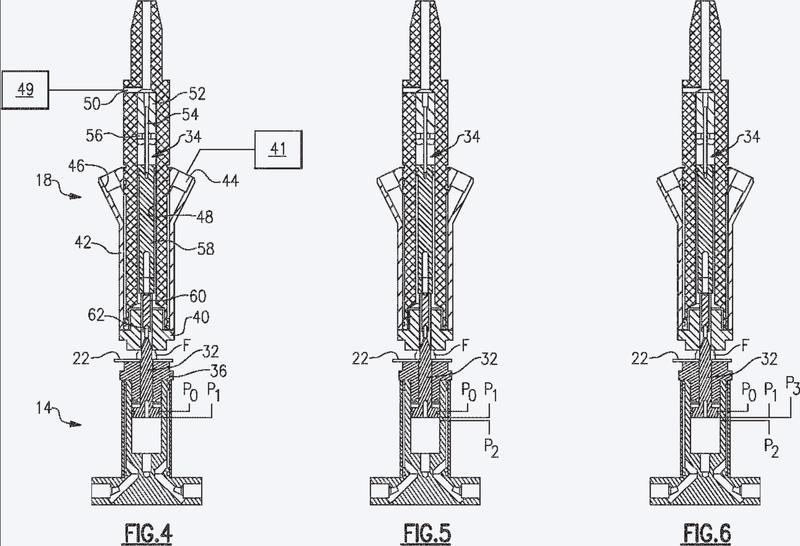
(24/03/2016). Ver ilustración. Solicitante/s: DOBEN LIMITED. Inventor/es: KOSCIELSKI,LARRY, BRITTON,SIMON, BRANOFF,MATT.
Un conjunto de electrodo superior para soldar elementos de sujeción, en donde el conjunto de electrodo superior incluye un cuerpo que soporta un electrodo que tiene una abertura , la abertura está configurada para alojar un pasador móvil de un conjunto de electrodo inferior dispuesto frente al conjunto de electrodo superior , el conjunto de electrodo inferior soporta un elemento de sujeción en una posición de soldeo, comprendiendo el conjunto de electrodo superior :
un sensor de posición que incluye un elemento sensor de posición dispuesto en el cuerpo y configurado para cooperar con el pasador para detectar una característica de soldadura del elemento de sujeción,
configurado de manera que el sensor de posición y el pasador se desplazan al unísono el uno con respecto al otro a lo largo de toda la operación de soldadura para proporcionar una detección indirecta de la posición del elemento de sujeción de soldadura a través del pasador.
PDF original: ES-2641861_T3.pdf
Método de optimización de parámetros de soldadura en procesos de soldadura por resistencia y programa de ordenador del mismo.
(16/12/2015) Método de optimización de parámetros de soldadura por resistencia, comprendiendo el método aplicar un impulso de corriente eléctrica de soldadura de una determinada intensidad (Isold) durante un determinado periodo de tiempo (tsold) sobre unos elementos metálicos, superpuestos, a soldar, y en una serie de puntos prefijados de una secuencia de soldadura por resistencia por puntos, en el que el método está caracterizado porque comprende, a partir de un impulso (Isold) dado, proporcionar una soldadura estimada como correcta, realizando las siguientes acciones:
- aplicar dos impulsos de corriente eléctrica de soldadura sucesivos a cada punto subsiguiente de la secuencia de soldadura:
un primer impulso de corriente eléctrica de soldadura (IFVP) obtenido en seguimiento de perfil de tensión que aporta una…
Procedimiento y dispositivo para regular un manipulador.
(30/09/2013) Procedimiento para regular un manipulador de múltiples ejes, en particular un robot , que comprende lospasos de:
regulación flexible (S50) de al menos un eje guía; y
regulación rígida (S50) de al menos otro eje;
caracterizado porque
se determina un valor teórico (q2s, q5s) del al menos otro eje en base a un valor real (q3mess) del eje guía y sepredetermina una fuerza (Fmax) ante la que el manipulador debe ceder de forma flexible y/o una línea de acción(s + λk) a lo largo de la cual debe desviarse el manipulador de modo flexible, particularmente en el espacio detrabajo; y opcionalmente se conmuta entre una regulación flexible y una regulación…
PROCEDIMIENTO DE OBTENCION DE LOS VALORES OPTIMOS DE LOS PARAMETROS PARA SOLDADURAS ELECTRICAS CON SOLAPE SIN APORTACION.
(01/02/2013) Procedimiento de obtención de los valores óptimos de los parámetros para soldaduras eléctricas con solape sin aportación.
Este tipo de soldaduras por solape y sin aportación de material, suele realizarse mediante roldanas que se mueven a lo largo de las chapas a soldar a una velocidad determinada y aplicando una corriente elevada. El procedimiento consiste en determinar a priori la razón adecuada entre intensidad de corriente y el volumen de material a unir, y extrapolar a posteriori, los valores de la intensidad en función de los cambios de espesor de las piezas que van a ser soldadas. El objeto de la invención es garantizar que todas las soldaduras realizadas conforme…
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS.
(02/11/2011) Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z), cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza y están conectados a un generador de corriente de soldadura (IS), de manera que dicha mordaza (Z) es abierta y cerrada por un dispositivo de impulsión con motor eléctrico (M) comprendiendo un resolver (RES), cuya señal es utilizada por un dispositivo de control (MP) para controlar la mordaza (Z) del soporte de electrodos de soldadura de acuerdo con instrucciones (psoll) y, en el que en estado cerrado, la mordaza de los electrodos (Z) sujeta entre sí objetos (B1, B2) para soldadura entre los electrodos de soldadura (E1, E2) por medio de una corriente del motor predeterminada (MAI), de manera que el generador (IS) de la corriente de soldadura es activado temporalmente por el…
METODO Y SISTEMA PARA LA MONITORIZACION DE UN PROCEDIMIENTO DE SOLDADURA.
(16/04/2007) Cabeza de prueba de punta de soldadura que comprende: una montura ; un primer elemento de alineación; un primer elemento de muelle que tiene primer y segundo extremos, el primer extremo acoplado al primer elemento de alineación, y el segundo extremo acoplado a la montura ; un primer elemento sensor acoplado a la montura , pudiéndose hacer funcionar el primer elemento de muelle para ser comprimido en respuesta al contacto de una punta de soldadura con el primer elemento de alineación; en la que el primer elemento sensor está adaptado para detectar la compresión del primer elemento de alineación y puede hacerse funcionar para medir una primera alineación asociada con la punta …
UN METODO DE ESTABLECER LOS PARAMETROS PARA UNA SOLDADURA POR RESISTENCIA.
(16/03/2007) Un método de establecer parámetros de soldadura para un aparato de control de soldadora por resistencia, incluyendo el método los pasos de: conectar a buses de datos tanto de un controlador de robot como un temporizador de soldadura mediante RAM de puerto doble; almacenar, en la ROM del temporizador de soldadura, cadenas de caracteres de elementos de parámetros de sol- dadura a visualizar sobre una caja de control de un robot y valores de referencia iniciales de dichos parámetros de soldadura en una misma secuencia y de manera correspon- diente; conectar inicialmente dicho robot y dicho temporiza- dor de soldadura entre sí; transferir dichas cadenas de caracteres de elementos y parámetros estándar desde dicho temporizador de solda- dura…
DISPOSITIVO DE ACCIONAMIENTO PARA UNAS PINZAS PORTAELECTRODOS.
(01/03/2007) Un dispositivo de accionamiento para unas pinzas portaelectrodos , que muestran un par de miembros de pinza, estando dicho dispositivo de accionamiento esencialmente dispuesto entre dos extremos de regulación de los miembros, opuestos a los extremos de soldadura conformados con los electrodos de soldadura , para regular al menos un miembro entre la posición de soldadura y la posición de espera , y muestra un accionamiento de rosca de tornillo impulsado mediante motor eléctrico con una tuerca rotativa y un vástago de rotación desplazable axialmente entre la posición extendida y de retorno , estando conectado dicho vástago de forma móvil con su extremo libre extendido con un extremo de ajuste de un…
PROCEDIMIENTO PARA EL CONTROL DE UNA FUERZA DE PRESION DE APRIETE DE UNA HERRAMIENTA EN DISPOSITIVOS DE UNION Y DISPOSITIVO DE UNION CORRESPONDIENTE.
(16/07/2006) Procedimiento para el control de una fuerza de presión de apriete (F) de una herramienta de trabajo en dispositivos de unión, como pinzas de soldadura, dispositivos de unión por imposición y similares, en el que la herramienta de trabajo se mueve por medio de un accionamiento eléctrico sobre una carrera de trabajo hacia una pieza de trabajo y a continuación es impulsada en contacto con la pieza de trabajo con la fuerza de presión de apriete (F), caracterizado porque para el control de la fuerza de presión de apriete (F) se realizan las siguientes etapas: a) ajuste de una fuerza teórica de presión de apriete (F) y determinación de una corriente de trabajo (iA)…
PROCEDIMIENTO DE SUPERVISION DE UN PROCESO DE SOLDADURA MEDIANTE RESISTENCIA.
(16/05/2006) Procedimiento de supervisión de un proceso de soldadura por resistencia de un apilamiento de piezas metálicas , fuertemente sujetas entre dos electrodos (2a, 2b), en el que se aplica un esfuerzo de apriete (F) a los electrodos por medio de una pinza y en el que se aplica entre ambos electrodos una tensión eléctrica (V(t)) que permite el paso de una corriente (I(t)), incluyendo dicho procedimiento por lo menos las operaciones consistentes en medir por lo menos un parámetro de esfuerzo (Cf(t)) representativo del esfuerzo de apriete (F) antes, durante y después del paso de la corriente, y en comparar con al menos un primer umbral (Cf1) una evolución creciente del parámetro de esfuerzo medido (Cf(t)) durante el paso de la corriente, caracterizado porque incluye, además, una operación consistente en comparar…
EQUIPO PARA LA REALIZACION DE UNIONES POR SOLDADURA PARA SOLDADURA DE RESISTENCIA.
(01/04/2006) Equipo para la realización de uniones por soldadura para soldadura por resistencia, que comprende: a)un primer detector para detectar un estado de unión de una parte de unión cuando las piezas de trabajo están sometidas a un proceso de unión; b)controlador para controlar una salida del equipo para la realización de uniones; c)red neural que acepta, con su capa de entrada, una señal de salida del primer detector, y emite señales hacia el controlador, y d)una sección de presión, caracterizado por: e)un detector de fuerza de presión para detectar una fuerza de presión de electrodo generada cuando las piezas de trabajo se someten a un proceso de unión; y la red neural se configura (i) según una salida característica de una ecuación de conducción térmica, (ii)…
LINEA DE SOLDADURA CON DISPOSITIVOS DE ALMACENAMIENTO PARA CONTROL DE CALIDAD.
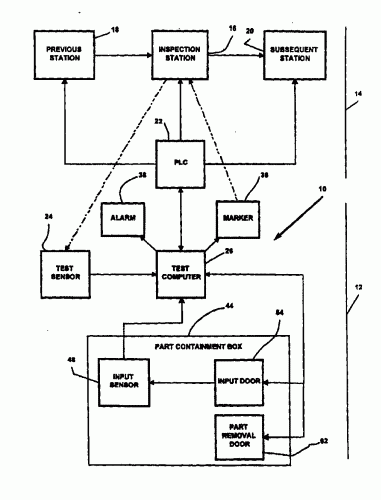
(01/07/2005). Ver ilustración. Solicitante/s: CECIL, DIMITRIOS G. Inventor/es: CECIL, DIMITRIOS G.
UN SISTEMA DE CONTROL Y UN METODO DE INSPECCION DE PIEZAS QUE ES ESPECIALMENTE ADECUADO PARA INSPECCIONAR PIEZAS SOLDADAS POR RESISTENCIA ELECTRICA EN UN ENTORNO DE LINEA DE PRODUCCION . SE ACOPLA UN SENSOR DE DESPLAZAMIENTO A UN ELECTRODO DE SOLDADURA PARA GENERAR UNA SEÑAL EN RESPUESTA AL DESPLAZAMIENTO DEL ELECTRODO DE SOLDADURA DURANTE LA SOLDADURA. UN ORDENADOR DE PRUEBAS EVALUA LA SEÑAL DEL SENSOR DE DESPLAZAMIENTO PARA DETECTAR PIEZAS DEFECTUOSAS Y GENERAR UNA SEÑAL DE FALLO. UNA CAJA DE RECOGIDA DE PIEZAS RECIBE LAS PIEZAS DEFECTUOSAS Y TIENE UN SENSOR DE ENTRADA QUE GENERA UNA SEÑAL CADA VEZ QUE ENTRA EN LA CAJA UNA PIEZA INCORRECTAMENTE SOLDADA. EL ORDENADOR DE PRUEBAS PUEDE DESACTIVAR LA LINEA DE PRODUCCION E IMPEDIR EL PASO DE PIEZAS HASTA QUE LA PIEZA DEFECTUOSA SE HA RETIRADO DE LA LINEA DE PRODUCCION Y DEPOSITADO EN LA CAJA DE RECOGIDA DE PIEZAS , LO QUE GENERA LA SEÑAL DEL SENSOR DE ENTRADA LO CUAL PERMITE LA ACTIVACION DE LA LINEA DE PRODUCCION.
PROCEDIMIENTO DE SELECCION AUTOMATICA DE SECUENCIA DE SOLDADURA PARA PINZA DE SOLDADURA MANUAL Y PINZA DE SOLDADURA MANUAL PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/10/2004) Procedimiento de selección automática de una secuencia de soldadura para pinza de soldadura manual, tratándose en particular de una pinza manual de soldadura eléctrica de resistencia por puntos para el ensamblado de chapas, del tipo que comprende un cuerpo de pinza unido por un cable flexible a una alimentación de corriente eléctrica y que comprende eventualmente un transformador-reductor apropiado para alimentar la pinza de soldadura con corriente de alta intensidad, estando suspendido dicho cuerpo de pinza por medio de una unión articulada a una eslinga que se extiende en reposo según un eje vertical y provista preferentemente de un enrollador-equilibrador , unión articulada que comprende por una parte una corona circular de pivotamiento en cuyo interior dicho cuerpo de la pinza puede girar alrededor de un eje…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDADURA POR RESISTENCIA.
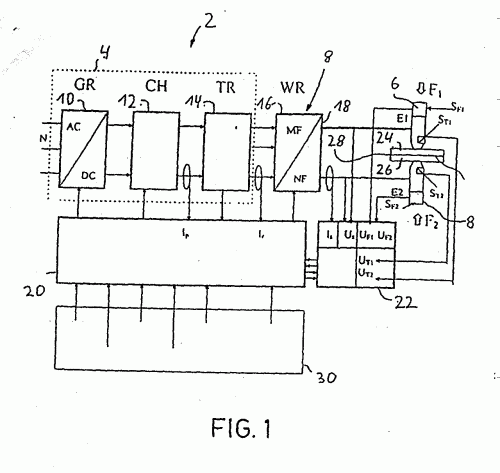
(16/07/2004). Ver ilustración. Solicitante/s: KARAKAS, ERDOGAN. Inventor/es: KARAKAS, ERDOGAN.
Procedimiento de soldadura por resistencia, en especial de chapas de aluminio, en el que, para crear una corriente alterna de soldadura, una tensión contínua que se encuentra en los electrodos de soldadura es invertida durante el proceso de soldadura, caracterizado porque durante el desarrollo de la soldadura, se mide por lo menos un parámetro del proceso de soldadura, y porque el momento de inversión de la tensión continua es escogido en función de los parámetros medidos o de por lo menos uno de los parámetros medidos.
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS.
(16/06/2004) Dispositivo de soldadura por puntos, con una pinza portaelectrodos (Z), cuyos electrodos de soldadura (E1, E2) están interconectados con un generador de corriente de soldadura regulable (IS), y que puede abrirse y cerrarse, según unos valores de consigna (psoll) (pvalor deseado), mediante un accionamiento por motor eléctrico (M) que lleva asociado un detector de posición cuya señales son recibidas por un dispositivo de mando (MP), y cuando la pinza portaelectrodos (Z) está en el estado de cerrado mantiene los objetos que hay que soldar (B1, B2) comprimidos entre los electrodos de soldadura (E1, E2) por una corriente del motor predefinida (MAI), siendo activado…
SISTEMA DE SOLDADURA POR RESISTENCIA ELECTRICA.
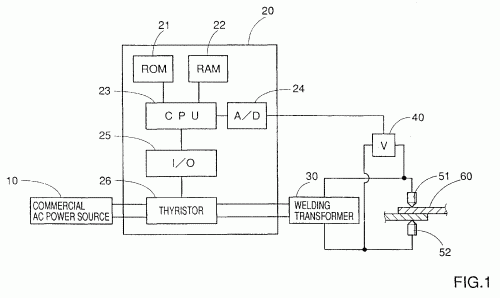
(16/06/2004). Ver ilustración. Solicitante/s: NADEX CO. LTD. Inventor/es: HASEGAWA, HIROSHI, FURUKAWA, MASATOSHI.
SE UTILIZA UN VALOR PREDETERMINADO PARA AJUSTAR LA ENERGIA PARA SOLDAR EN UN VALOR OPTIMO Y PARA CONSEGUIR CONTINUAMENTE SOLDADURAS FUERTES. EL VALOR PREDETERMINADO NO SE VE ALTERADO POR LAS VARIACIONES EN LOS MATERIALES DE LAS PIEZAS DE TRABAJO NI POR EL DESGASTE DE LOS ELECTRODOS. PREFERENTEMENTE, COMO VALOR PREDETERMINADO SE UTILIZA LA ENERGIA TOTAL POR UNIDAD DE VOLUMEN DE LAS PIEZAS DE TRABAJO. EN UN SISTEMA DE SOLDADURA POR RESISTENCIA, LA ENE RGIA TOTAL POR UNIDAD DE VOLUMENREQUERIDA PARA SOLDAR DE FORMA SATISFACTORIA LAS PIEZAS DE TRABAJO SE CALCULA A PARTIR DEL GROSOR TOTAL DE LAS PIEZAS DE TRABAJO Y DE UN TIEMPO DE SOLDADURA. A PARTIR DE ESTA ENERGIA TOTAL POR UNIDAD DE VOLUMEN CALCULADA, SE CALCULA LA ENERGIA POR UNIDAD DE VOLUMEN Y POR UNIDAD DE TIEMPO. CON EL PRESENTE SISTEMA DE SOLDADURA SE AJUSTA BIEN LA CORRIENTE DE SOLDADURA O BIEN LA TENSION DE SOLDADURA EN UN VALOR OPTIMO REQUERIDO PARA OBTENER EL VALOR PREDETERMINADO.
MEDICION DE CALIDAD DE SOLDADURA.
(01/04/2004) Un aparato para medir la calidad de una soldadura, que comprende: medios de muestreo para muestrear la corriente de soldadura o la tensión de soldadura para proporcionar una serie de valores para una primera señal; unos segundos medios de muestreo para muestrear la tensión de soldadura o la corriente de soldadura, cualquiera que no haya sido muestreada por los medios de muestreo, para proporcionar una serie de valores para una segunda señal; medios de recolección para recoger pares de valores de las señales primera y segunda que sean útiles para vigilar la calidad en los grupos; medios de cálculo para multiplicar valores de las dos poblaciones de grupos dimensionales para cada grupo por un factor de ponderación y para sumar los…
SENSOR DE LA SOLDADURA POR RESISTENCIA.
(16/12/2001). Solicitante/s: HECKENDORN, LARRY CLARK. Inventor/es: HECKENDORN, LARRY CLARK.
UN ENSAMBLAJE SENSOR DE SOLDEO DE RESISTENCIA ELECTRICA UTIL PARA REALIZAR UN SEGUIMIENTO DE VARIOS PARAMETROS DE UN PROCESO DE SOLDEO DE RESISTENCIA EN TIEMPO REAL DURANTE OPERACIONES DE SOLDEO, QUE POSEE UN ELEMENTO DE BASE ADAPTADO PARA SER INSERTADO EN UN SOPORTE DE PUNTA DE ELECTRODO, ENFRIADO POR AGUA Y EN DISMINUCION, QUE TIENE UN ELEMENTO SENSOR ADAPTADO PARA RECIBIR UNA PUNTA DE ELECTRODO, ENFRIADA POR AGUA Y EN DISMINUCION, Y CON UN CONDUCTO REFRIGERANTE INTEGRADO EN-LINEA QUE SE EXTIENDE A TRAVES DEL MISMO; EL ELEMENTO SENSOR POSEE UN COMPONENTE DE PARED QUE ESTA PROVISTO DE VARIOS DISPOSITIVOS TRANSDUCTORES ELECTRICOS ADHERIDOS, QUE DIRIGE Y TRANSMITE LAS CARGAS DE FIJACION DEL PROCESO DE SOLDEO Y LAS CORRIENTES ELECTRICAS, Y QUE SE ENFRIA MEDIANTE UN REFRIGERANTE QUE FLUYE A TRAVES DEL CONDUCTO REFRIGERANTE.
SISTEMA DE SUPERVISION DE SOLDADURA POR PUNTOS.
(01/10/2001) Sistema de supervisión de soldadura por puntos. El sistema está previsto para diagnosticar y controlar la calidad de los puntos de soldadura que se realizan en la unión de piezas metálicas. El sistema se basa en un ensayo no destructivo, efectuando el control tanto de la evolución de la curva de resistencia dinámica durante el proceso de soldadura como de la energía total aplicada durante el proceso, en orden a obtener, en tiempo real durante el proceso de fabricación, un diagnóstico de punto bueno o malo para todos y cada uno de los puntos de soldadura realizados. Comparando la curva de resistencia dinámica del punto soldado con la curva patrón obtenida durante el proceso…
DISPOSITIVO SOLDADOR DE RESISTENCIA.
(16/09/2001) LA INVENCION SE RELACIONA CON UN DISPOSITIVO SOLDADOR DE RESISTENCIA QUE TIENE UNA FUENTE DE CORRIENTE DE SOLDADURA, UN CONTROL Y/O UN DISPOSITIVO REGULADOR PARA REGULAR LA CORRIENTE DE SOLDADURA Y, AL MENOS, UN CONJUNTO DE TENAZAS SOLDADORAS INTERCAMBIABLES SOBRE LAS QUE SE MONTAN ELECTRODOS DE SOLDADURA DE MANERA QUE SE PUEDAN PRESIONAR UNO CONTRA OTRO PARA SOSTENER ENTRE LOS MISMOS LAS LAMINAS A SOLDAR. LAS TENAZAS CONTIENEN UNA MEMORIA LOCAL DE ALMACENAMIENTO DE DATOS ALLI SITUADA PARA GUARDAR LOS DATOS ESPECIFICOS SOBRE EL FUNCIONAMIENTO DE LAS TENAZAS, Y UNA INTERFAZ DE DATOS QUE PUEDE INTERACTUAR CON UNA SEGUNDA INTERFAZ DE DATOS SITUADOS EN EL DISPOSITIVO DE CONTROL Y/O REGULADOR. CUANDO SE UNE EL CONJUNTO DE TENAZAS SOLDADORAS AL…
PROCEDIMIENTO DE SOLDADURA POR RESISTENCIA.
(16/04/2000). Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: GRIMM, WOLFGANG, ARNDT, VOLKER, GOETZ, ECKART, STELLWAG, DIETER.
SE PROPONE UN PROCEDIMIENTO PARA CONTROL DE DISPOSITIVO DE SOLDADURA DE RESISTENCIA, COMPRENDIENDO LAS SIGUIENTES ETAPAS: AL MENOS SE DETERMINAN DOS VARIABLES DE ENTRADA CARACTERISTICAS DE SOLDADURA, POR EJEMPLO CORRIENTE SECUNDARIA Y FUERZA DE PRESIONADO DE ELECTRODO; LOS VALORES LINGUISTICOS FUZZY (SK, K, M, G, SG; NG, NM, NK, ZR, PK, PM, PG) EN FORMA DE FUNCIONES DE ASIGNACION ESTAN ASOCIADOS CON LAS DOS VARIABLES DE ENTRADA; LOS VALORES DE ASIGNACION ASI DETERMINADOS SON SOMETIDOS A UNA OPERACION DE CONEXION UTILIZANDO LOGICA FUZZY PARA SUMINISTRAR AL MENOS UNA VARIABLE DE SALIDA FUZZY EN FORMA DE UNA FUNCION DE ASIGNACION DE VALOR LINGUISTICO, AL MENOS UN PARAMETRO ({AL}, P{SUB,ZYL}) DE CONTROL PARA CONTROLAR EL ANGULO DE OPERACION Y/O EL TIEMPO DE CORRIENTE Y/O LA FUERZA DE PRESIONADO DE ELECTRODO Y/O LA AMPLITUD DE IMPULSO Y/O LA FUERZA DE PRESIONADO DE ELECTRODO Y/O LA AMPLITUD DE IMPULSO Y/O EL AVANCE DEL ELECTRODO DERIVADO A PARTIR DE LAS VARIABLES DE SALIDA FUZZY.
SISTEMA AUTOMATIZADO DE INSPECCION DE SOLDADURA POR TESTA.
(01/01/2000) UN SISTEMA AUTOMATICO PARA LA INSPECCION NO DESTRUCTIVA DE UNA SOLDADURA MEDIANTE EL USO DE ONDAS ULTRASONICAS PRODUCIDAS POR UN TRANSDUCTOR ELECTROMAGNETICO ACUSTICO (EMAT). EL SISTEMA INCLUYE: LA UNIDAD DE CONTROL DE UN ORDENADOR ; UN APARATO DE TRANSPORTE QUE TIENE UN PRIMER EMAT PARA PRODUCIR UNA ONDA TRANSVERSAL SH ULTRASONICA Y UN SEGUNDO EMAT PARA RECIBIR UNA ONDA TRANSVERSAL SH ULTRASONICA REFLEJADA DESDE UNA SOLDADURA A TOPE ; UNA UNIDAD DE ADQUISICION DE DATOS Y UN SISTEMA DE CALIBRACION . LA UNIDAD DE CONTROL DEL ORDENADOR, ESTA EN COMUNICACION ELECTRICA CON EL APARATO DE SOLDADURA, EL APARATO DE TRANSPORTE Y LA UNIDAD DE ADQUISICION DE DATOS, COORDINA EL EXAMEN DE LA SOLDADURA CON LA CULMINACION DE LA SOLDADURA. UN SENSOR…
METODO DE FUSION Y APARATO PARA UTILIZARLO EN LA FABRICACION DE MAQUINAS DINAMO-ELECTRICAS.
(16/07/1999). Solicitante/s: AXIS SPA. Inventor/es: SBALCHIERO, FEDERICO, ROSSSI, ALESSANDRO, LUCIANO, SABATINO.
EN EL RENDIMIENTO DE OPERACIONES DE FUSION QUE IMPLICAN LA APLICACION DE FUERZA Y CALOR A UNA PIEZA DE TRABAJO, EL CALOR QUE SE GENERA AL MENOS EN PARTE POR EL CALENTAMIENTO DE LA RESISTENCIA ELECTRICA, RESULTANTE DEL PASO DE UNA CORRIENTE ELECTRICA A TRAVES DE UN CIRCUITO ELECTRICO QUE INCLUYE LA PIEZA DE TRABAJO, Y TIPICAMETE TAMBIEN UN ELECTRODO DE FUSION, SE CONTROLA EL CICLO DE FUSION AL MENOS EN PARTE SOBRE LA BASE DE MEDICIONES DE LA RESISTENCIA DEL CIRCUITO ANTERIORMENTE MENCIONADO DURANTE LA OPERACION DE FUSION. SI SE QUIERE, LAS MEDICIONES DE LA RESISTENCIA PUEDEN CORREGIRSE PARA ELIMINAR, O AL MENOS REDUCIR CONSIDERABLEMENTE, LA CONTRIBUCION DE LA RESISTENCIA DEL ELECTRODO, CON LO QUE LA OPERACION DE FUSION SE CONTROLA SOBRE LA BASE DE LA RESISTENCIA DE LA PIEZA DE TRABAJO.
DISPOSITIVO DE SOLDADURA POR RESISTENCIA CONTROLADO MEDIANTE ESFUERZO.
(01/11/1998). Ver ilustración. Solicitante/s: RENAULT. Inventor/es: HABERT, PATRICK.
DISPOSITIVO DE SOLDADURA POR RESISTENCIA DEL TIPO QUE COMPRENDE DOS ELECTRODOS DE SOLDADURA DESTINADOS A DESPLAZARSE UNO RESPECTO A OTRO Y A ABRAZAR ENTRE ELLOS LAS CHAPAS A SOLDAR, ESTANDO AL MENOS UNA CONECTADA A ESTE EFECTO A MEDIOS DE ARRASTRE FORMADOS POR UN MECANISMO DE TUERCA-TORNILLO ACCIONADO POR UN MOTOR ELECTRICO . ESTOS MEDIOS DE ARRASTRE ESTAN CONECTADOS A MEDIOS ELECTRONICOS DE CONTROL DESTINADOS A CONTROLAR LA FUERZA CON LA CUAL LOS ELECTRODOS ABRAZAN DICHAS CHAPAS A SOLDAR CONTROLANDO LA CORRIENTE DE ALIMENTACION DE DICHO MOTOR ELECTRICO . DICHO MECANISMO DE TUERCA-TORNILLO QUE TRANSMITE LA FUERZA DEL MOTOR A LOS ELECTRODOS ES REVERSIBLE Y DE RENDIMIENTO ELEVADO Y DICHOS MEDIOS ELECTRONICOS DE CONTROL CONTROLAN EL ESFUERZO DE APRIETE DE LOS ELECTRODOS MEDIANTE UN CONTROL EN BUCLE CERRADO A TRAVES DE UN CIRCUITO DE CORRIENTE DE ALIMENTACION QUE UTILIZA EL VALOR DE LA CORRIENTE DE ALIMENTACION QUE RECORRE EL MOTOR ELECTRICO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}