CIP-2021 : B21B 37/00 : Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
CIP-2021 › B › B21 › B21B › B21B 37/00[m] › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B21B 37/16 · Control del espesor, anchura, diámetro u otras dimensiones transversales (B21B 37/58 tiene prioridad).
B21B 37/18 · · Control automático del calibrado.
B21B 37/20 · · · con los laminadores en tandem.
B21B 37/22 · · Control de la desviación lateral; Control de la anchura, p. ej. por compresión.
B21B 37/24 · · Variación automática del espesor según un programa predeterminado.
B21B 37/26 · · · para obtener una lámina que tenga una sucesión de longitudes con diferentes espesores constantes.
B21B 37/28 · Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
B21B 37/30 · · con control de la flexión de los cilindros.
B21B 37/32 · · · mediante enfriamiento, calentamiento o lubrificación de los cilindros.
B21B 37/34 · · · mediante expansión hidráulica de los cilindros.
B21B 37/36 · · · mediante desplazamiento radial de la camisa del cilindro sobre un eje estacionario del cilindro por medio de soportes hidráulicos.
B21B 37/38 · · utilizando la flexión de los cilindros (B21B 37/42 tiene prioridad).
B21B 37/40 · · utilizando el desplazamiento axial de los cilindros (B21B 37/42 tiene prioridad).
B21B 37/42 · · utilizando una combinación de la flexión y del desplazamiento axial de los cilindros.
B21B 37/44 · · utilizando el calor, la lubrificación o la refrigeración por agua pulverizada, del producto.
B21B 37/46 · Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
B21B 37/48 · Control de la tensión; Control de la compresión.
B21B 37/50 · · mediante el control del bucle.
B21B 37/52 · · mediante el control de la tracción del motor.
B21B 37/54 · · · incluyendo control de la tracción de la bobina, p. ej. en los laminadores reversibles.
B21B 37/56 · Control del alargamiento.
B21B 37/58 · Control de la fuerza de laminado; control de la separación de los cilindros.
B21B 37/60 · · por control de un motor que mueve un tornillo de ajuste.
B21B 37/62 · · por control de un dispositivo hidráulico de ajuste.
B21B 37/64 · · Sistemas de compensación de la cesión de los cilindros o del conjunto, p. ej. control de los laminadores pretensados.
B21B 37/66 · · Sistemas de compensación de la excentricidad de los cilindros.
B21B 37/68 · Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
B21B 37/70 · Control de la longitud (B21B 37/56 tiene prioridad).
B21B 37/72 · Control de la terminación trasera; Control de la terminación delantera.
B21B 37/74 · Control de la temperatura, p. ej. por refrigeración o calefacción de los cilindros o del producto obtenido (B21B 37/32, B21B 37/44 tienen prioridad).
B21B 37/76 · · Control de la refrigeración en la mesa de salida.
B21B 37/78 · Control de la laminación de tubos.
CIP2021: Invenciones publicadas en esta sección.
MAQUINA DESAPILADORA DE LAJAS DE DIVERSOS MATERIALES DISPUESTOS EN MONTONES O PILAS.
(04/06/2020) 1. Máquina desapiladora de lajas de diversos materiales dispuestos en montones o pilas caracterizada porque comprende:
- una estructura portante sobre la que se montan los diferentes elementos que permiten el desapilado,
- un módulo de rodillos fijado sobre la estructura portante para el avance de una pila de piezas laminares hasta un elevador ,
- donde el elevador eleva la pila hasta una altura o nivel dentro de un rango que permite el desapilado, donde el nivel o altura es ajustado en cada ciclo,
- unos medios de alineación o disposición vertical de la pila,
- un módulo de desapilado que realiza un movimiento lineal de avance retroceso restringido en un plano horizontal,
- una banda transportadora en avance sin fin en la misma dirección y sentido del avance del módulo de desapilado receptora de cada una…
Dispositivo de fabricación de lámina de acero laminada en caliente, y método de fabricación de lámina de acero laminada en caliente.
(01/01/2020) Un aparato de fabricación de una lámina de acero laminada en caliente que comprende:
una fila de laminadores de acabado en caliente;
un dispositivo de enfriamiento rápido inmediato , que está dispuesto en un lado de salida de un puesto final (11g) de la fila de laminadores de acabado en caliente, y cuya al menos una parte está dispuesta en el interior del puesto final (11g) al objeto de ser capaz de rociar agua de enfriamiento;
un dispositivo para la medición de una temperatura en un lado de entrada de un puesto final (11g), el cual está dispuesto de manera capaz de medir una temperatura de superficie de una lámina de acero en un lado de entrada del puesto final (11g);
un dispositivo…
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada.
(31/07/2019) Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica Δcr(x), que es una distribución en la dirección del ancho de banda de las diferencias en una deformación unitaria crítica a la que pandeará una banda de metal, en base al grosor de la banda de metal, el ancho de banda de la banda de metal, la tensión que actúa sobre la banda de metal a la salida de un laminador, y una distribución de las diferencias de la deformación unitaria de alargamiento provisional Δε(x) que es una distribución de las diferencias en la dirección del ancho de banda de la deformación unitaria de alargamiento a lo largo…
Método de laminación y aparato de laminación para materiales metálicos laminados planos.
(31/05/2019) Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par de rodillos dispuestos en el lado de salida de dicho laminador que sujeta el material laminado , que tiene un dispositivo motriz para la rotación del rodillo de arrastre capaz de aplicar una fuerza en la dirección del desplazamiento de la laminación a dicho material laminado y recursos para medir independientemente una reacción de una fuerza que actúa en la dirección de la laminación entre dichos rodillos de arrastre y dicho material laminado en el lado…
Procedimiento de laminación en caliente, laminador en caliente y producto de programa informático para la implementación de tal procedimiento.
(06/02/2019). Solicitante/s: Arcelormittal. Inventor/es: MORETTO,CHRISTIAN, PETHE,NICOLAS, COUTURIER,ANDREY.
Procedimiento para regular al menos uno de los parámetros (α) de un procedimiento de laminación en caliente de un semiproducto metálico en al menos una caja de laminador que comprende al menos dos cilindros de trabajo,
comprendiendo el procedimiento de regulación las siguientes etapas:
- calcular una relación de deslizamiento hacia delante (FWS) usando la siguiente ecuación:**Fórmula**
donde vsalida es la velocidad del semiproducto a la salida de dicha caja y vcaja es la velocidad lineal de los cilindros de trabajo;
- calcular una estimación de un coeficiente de fricción (μreal) en función de un valor medido de la fuerza de agarre (F) de dichos cilindros de trabajo en la caja y de la relación de deslizamiento hacia delante (FWS) previamente calculada;
y
- regular al menos uno de los parámetros (α) a partir de la estimación calculada del coeficiente de fricción (μreal).
PDF original: ES-2724456_T3.pdf
Sistema de amortiguación de vibraciones activo de un tren de laminación.
(26/10/2016) Un sistema de amortiguación de vibración activo para un bastidor de laminación, en particular para bandas de laminación, que comprende dos o más rodillos de trabajo (1, 1') con unos calzos respectivos , comprendiendo el sistema de amortiguación:
una pluralidad de accionadores hidráulicos (2', 2", 2"', 2iv) que tienen unos pistones móviles respectivos (3', 3", 3"', 3iv) que actúan sobre dichos calzos , y unas cámaras respectivas (6', 6", 6"', 6iv),
un circuito hidráulico para alimentar dicha pluralidad de accionadores hidráulicos (2', 2", 2'", 2iv),
uno o más inyectores (8', 8", 8"', 8iv10 ) dentro de dicho circuito hidráulico,
caracterizado por que dichos uno o más inyectores (8', 8", 8"',…
Dispositivo electromagnético para estabilizar y reducir la deformación de una banda hecha de material ferromagnético, y proceso relacionado.
(24/12/2014) Un dispositivo electromagnético para la estabilización y la reducción de la deformación de una banda hecha de material ferromagnético durante su alimentación, comprendiendo dicho dispositivo :
- unos primeros electroimanes (15, 15', 15", 15''') alineados a lo largo de una dirección transversal (100') paralela a una línea de pase teórica de dicha banda y ortogonal a una dirección de transporte de dicha banda ;
- unos segundos electroimanes (16, 16', 16", 16''') dispuestos en una posición de espejo de los primeros electroimanes (15, 15', 15", 15''') con respecto a dicha línea de paso teórica de dicha banda , en el que cada uno de dichos primeros y segundos electroimanes (15, 15', 15", 15''',…
Sistema amortiguador de vibraciones para un tren de laminación con primer y segundo elementos hidráulicos pasivos.
(03/12/2014) Un sistema amortiguador de vibraciones de un tren de laminación que comprende al menos una caja de laminación que tiene rodillos (1,1') y un sistema de ajuste de flexión (3, 3', 17, 18, 21, 21' y 22, 22'; 23, 23', 24, 24') de los rodillos (1, 1'), comprendiendo el sistema amortiguador de vibraciones:
- actuadores hidráulicos (21, 21'; 22, 22'; 23, 23'; 24, 24') para actuar sobre dichos rodillos (1, 1') para ajustar la posición recíproca entre los rodillos (1, 1'),
- circuitos hidráulicos para la alimentación de dichos actuadores hidráulicos (21, 21', 22, 22'; 23, 23', 24, 24'),
- medios de amortiguación hidráulica ( , , ) de una fuerza Fv conectados a dichos circuitos hidráulicos para accionar…
Procedimiento para suministrar lubricante en un laminado en frío.
(24/10/2013) Procedimiento para suministrar aceite lubricante en el laminado en frío mediante lubricación por emulsión en ellado de entrada de la caja de laminado, que comprende:
detectar una carga durante el laminado, una velocidad de la chapa en el lado de salida y una velocidad dellaminador,
calcular a la inversa el coeficiente de fricción a partir de un grosor de la chapa en el lado de entrada, el grosor dela chapa en el lado de salida, la carga, la velocidad de la chapa en el lado de salida y la velocidad del laminadorobtenidos a partir de un programa de reducción,
almacenar con antelación la relación entre una constante, la…
Procedimiento para suministrar lubricante en un laminado en frío.
(23/10/2013) Procedimiento para suministrar aceite lubricante en un laminado en frío mediante lubricación por emulsión en el lado de entrada de la caja de laminado, que comprende:
detectar la velocidad de la chapa en el lado de la salida y la velocidad del laminador para calcular la proporción de deslizamiento de avance,
almacenar con antelación la relación entre una constante, la cual es el rendimiento del suministro obtenido bajo condiciones específicas de velocidad de laminado, suministro de la emulsión, concentración de la emulsión, temperatura de la emulsión, longitud de depósito, ancho del material laminado o longitud del cuerpo del laminador, carga de laminado, grado del material laminado y tipo de aceite lubricante, y dicha proporción de deslizamiento…
Método de laminación y aparato de laminación para materiales metálicos laminados planos.
(19/07/2013) Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador y al menos un par de rodillos de arrastre para sujetar elmaterial laminado en el lado de salida de dicho laminador, que tiene una construcción en la que o bien uno, oambos, montajes de rodillos, superior e inferior, tienen un mecanismo para soportar un rodillo de trabajo, medianterodillos de respaldo divididos en al menos tres segmentos en la dirección axial, teniendo dicho grupo derodillos de respaldo divididos, una construcción para soportar a la vez una carga en la dirección vertical y unacarga en la dirección de la laminación que actúa sobre dicho rodillo de trabajo que está en contacto, y teniendo,independientemente, cada uno de dichos rodillos de respaldo divididos,…
Método y dispositivo para laminar planchas metálicas.
(07/11/2012) Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y un dispositivo de bobinado para bobinar el material laminado en el lado de la salida del laminador, que tiene un mecanismo en el que o bien uno, o ambos, montajes de rodi-llos, superior e inferior, soportan un rodillo de trabajo, mediante rodillos de respaldo divididos en al me-nos tres segmentos en la dirección axial, teniendo dicho grupo de rodillos de respaldo divididos, una construc-ción para soportar a la vez una carga en la dirección vertical y una carga en la dirección de la laminación que actúa sobre dicho rodillo de trabajo que está en contacto, y teniendo, independientemente, cada uno de dichos…
Método para la detección y clasificación de defectos superficiales sobre desbastes de colada continua.
(20/06/2012) Método para la detección y la clasificación de defectos superficiales sobre productos de colada continua,utilizando información topográfica en relación con el aspecto de las superficies de colada continua, en donde sedetectan defectos y/o imperfecciones con su posición exacta, se evalúa la posición y la extensión, y encorrespondencia con la evaluación previa al siguiente procesamiento del producto, se eliminan o se evitan medianteuna optimización del proceso, caracterizado porque, por una parte, se detectan los defectos y/o las imperfeccionessobre la superficie de los desbastes del producto primario de colada continua y se…
MÉTODO DE ALIMENTACIÓN DE ACEITE LUBRICANTE DENTRO DEL MARCO DE LA LAMINACIÓN EN FRÍO.
(01/08/2011) Un método de alimentación de aceite lubricante en el proceso de laminación en frío mediante lubricación de emulsión, en el lado de entrada del bastidor de laminación, caracterizado porque comprende: utilizando una eficiencia de la alimentación constante obtenida bajo las condiciones específicas de un régimen de laminación, alimentación de emulsión, concentración de emulsión, temperatura y emulsión, longitud de la deposición, anchura del material laminado o longitud del cilindro de laminación, carga de laminación, grado de calidad del material laminado y tipo de aceite lubricante y el espesor de la película de aceite en el momento de la lubricación pura realizada bajo dichas condiciones específicas de lubricación de laminación para estimar el espesor de película de aceite obtenido mediante lubricación de emulsión bajo…
PROCEDIMIENTO Y PROGRAMA DE ORDENADOR PARA CONTROLAR UN PROCESO DE LAMINACION.
(18/02/2010) Procedimiento para controlar un proceso de laminación en el que una banda de metal es laminada plana con ayuda de, al menos, un cilindro de laminación y que comprende: detección de la posición relativa (N) del punto neutral en una curva de contacto entre la banda de metal y el cilindro de laminación ; y en caso de necesidad estabilización del proceso de laminación de acuerdo a la posición sigma (N) del punto neutral para lo cual se interviene con medidas adecuadas en el proceso de laminación; caracterizado porque la magnitud de la tensión de fluencia plana k e de la banda de metal y la magnitud de la presión hidrostática p N H en el punto neutral son estimadas como parámetros de proceso que no se pueden medir directamente, en cada caso con ayuda de un modelo matemático para el…
APARATO Y PROCEDIMIENTO DE CONTROL DE VIBRACIONES EN UN LAMINADOR.
(16/12/2006). Ver ilustración. Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: FARLEY, THOMAS, WILLIAM, DASHWOOD.
Un aparato de laminación para una banda de material de laminado, comprendiendo dicho aparato un juego de cilindros entre los cuales se pasa la banda de material y un aparato de control de las vibraciones que comprende un cilindro montado para su rotación alrededor de un eje fijo y colocado de tal manera que la banda de material pase sobre el mismo, en una posición corriente arriba o corriente abajo del juego de cilindros , en el que dicho aparato de control de las vibraciones comprende adicionalmente un elemento de inercia , estando dicho aparato caracterizado porque dicho elemento de inercia está conectado al cilindro a través de un elemento rígido que resiste la deformación elástica.
PROCEDIMIENTO PARA LA SUPERVISION DE UN LAMINADOR, EN PARTICULAR PARA EL CONTROL EN LINEA DEL PROCESO DE LAMINADO EN LAMINIADORES DE TIPO SENDZIMIR.
(16/10/2005). Ver ilustración. Solicitante/s: ABB SISTEMI INDUSTRIALI SPA. Inventor/es: DE FELICI, ANDREA.
PROCEDIMIENTO PARA SUPERVISAR UN TREN DE LAMINACION, PARTICULARMENTE PARA EL CONTROL EN LINEA DEL PROCESO DE LAMINACION EN LAMINADORAS DEL TIPO SENDZIMIR, CARACTERIZADO PORQUE COMPRENDE LOS PASOS QUE CONSISTEN EN: - RELACIONAR AL USUARIO CON EL MODELO MATEMATICO QUE ES ADECUADO PARA GENERAR PROGRAMAS DE LAMINACION EN BASE A LOS PARAMETROS RELACIONADOS CON EL TIPO DE MATERIAL QUE SE VA A LAMINAR Y AL TIPO DE TREN DE LAMINACION UTILIZADO, Y PERIODICAMENTE ACTIVAR EL MODELO MATEMATICO; - SUMINISTRAR EL MODELO MATEMATICO CON LOS PARAMETROS PRECISADOS PARA DETERMINAR UN PROGRAMA DE LAMINACION QUE SEA ADECUADO PARA EL MATERIAL QUE SE VAYA A LAMINAR; - ACTIVAR LAS DIVERSAS FUNCIONES DEL MODELO MATEMATICO DE ACUERDO CON LOS EVENTOS DE LAMINACION EN CURSO; Y - GESTIONAR LA INFORMACION DE SALIDA DEL MODELO PARA REALIMENTARLA A UN SISTEMA SUPERVISOR DE NIVEL SUPERIOR QUE SEA ADECUADO PARA CONTROLAR EL PROCESO DE LAMINACION.
PROCEDIMIENTO PARA LA IDENTIFICACION DE CAUSAS DE DEFECTOS EN TRENES DE LAMINACION DE CHAPAS.
(16/12/1999) Procedimiento para la identificación de causas de defectos en trenes de laminación de chapas que permite determinar de forma probabilista las causas que condujeron a un funcionamiento anómalo en un tren semicontinuo de laminación y por tanto a una chapa defectuosa. El procedimiento requiere únicamente información histórica del proceso, y puede él mismo dotarse de un modelo autoexplicativo del propio proceso basado en redes neuronales o bien utilizar el existente para la regulación de la planta. A partir del modelo, y empleando una estrategia evolutiva con alteración genética por mutación, se buscan soluciones desde el punto de vista del…
PROCESO DE MEDICION DE LA FORMA Y/O DE LA PLANITUD DE UN MATERIAL DE PASO, Y DISPOSITIVO PARA SU APLICACION.
(16/06/1998) LA INVENCION SE REFIERE A UN PROCESO DE MEDICION DE LA FORMA Y/O DE LA PLANITUD DE UNA FIBRA LONGITUDINAL DE UNA ANDA DE PASO. SE TOMAN ALTITUDES (YI) DE UN CONJUNTO DE N PUNTOS DE HILERA (I) DE DICHA FIBRA, Y SE DETERMINA UNA FUNCION (Y(I) DEPENDIENTE DE LA FORMA DE DICHA FIBRA. CUANDO SE TOMA LA ALTITUD DEL PUNTO DE HILERA (I), SE TOMAN SIMULTANEAMENTE LOS PUNTOS DE ALTITUD DE AL MENOS DOS OTROS PUNTOS QUE ESTAN CERCA Y SE SITUAN POR AMBAS PARTES DE ESTE. SE CALCULA APROXIMADAMENTE LA CURVATURA (K(X)I) DE DICHA FIBRA CERCA DE DICHO PUNTO DE HILERA I, Y DESPUES SE DETERMINAN UNA FUNCION (K(I)) REPRESENTATIVA DE LA EVOLUCION DE LA CURVATURA ENTRE DICHOS PUNTOS DE HILERA 1 Y DE HILERA N, Y POR INTEGRACIONES SUCESIVAS DE (K(I), SE DETERMINA UNA FUNCION (Y(I) REPRESENTATIVA…
RODILLO DE MEDIDA CON CAMBIO DE SENTIDO.
(16/06/1998) LA INVENCION SE REFIERE A UN RODILLO MEDIDOR DE INVERSION PARA LA DETERMINACION DE LA DISTRIBUCION DE TENSION EN RODILLOS DE LAMINADO DE BANDAS DELGADAS, Y CIERTAMENTE DE FORMA PARTICULAR EN EL LAMINADO EN FRIO DE CHAPA DE ACERO. SE HA PREVISTO UN RODILLO DE MEDIDA, QUE MEDIANTE EL GIRO DEL RODILLO POR LA BANDA SEA IMPULSADO CON FUERZAS DIFERENTES, TAL Y COMO CORRESPONDE A LAS CONDICIONES DE SERVICIO. SIN EMBARGO LAS ZONAS PERIFERICAS SE EXTIENDEN RESPECTIVAMENTE A MODO DE TRAMOS EN LA DIRECCION DEL DOBLADO O SE RECALCAN Y SE CARGAN TANTO COMO EL TRANSMISOR DE MEDIDA DE FUERZA DE MODO QUE, A TRAVES DEL RECUBRIMIENTO DEL TRANSMISOR DE MEDIDA DE FUERZA SE EJERCEN FUERZAS AUN ADICIONALES Y MOMENTOS,…
PROCESO DE MEDICION NO DESTRUCTIVA EN LINEA DE UNA CARACTERISTICA DE UN PRODUCTO FABRICADO EN CONTINUO, Y DISPOSITIVO ASOCIADO.
(16/04/1998). Solicitante/s: SOLLAC. Inventor/es: FRIEDRICH, MARC, MAREZ, JEAN-JACQUES, LEBRUN, JEAN-LOU, MICHAUD, HERVE PIERRE.
PROCESO DE MEDICION DE UNA CARACTERISTICA (X) DIFICILMENTE MEDIBLE DE UN PRODUCTO FABRICADO EN CONTINUO, CARACTERIZADO EN QUE: MENTE MEDIBLE Y CUYAS VARIACIONES ESTAN CORRELACIONADAS CON LAS DE DICHA PRIMERA CARACTERISTICA; RE EL PRODUCTO, EN UNA ZONA DETERMINADA DE LA LINEA DE FABRICACION, SE MODIFICA DICHA PRIMERA CARACTERISTICA DE MANERA A LLEVARLA A UN ESTADO DE REFERENCIA PREDETERMINADO CONOCIDO (X SUB 0); NDA CARACTERISTICA, Y; ICION PARA DETERMINAR UNA VARIACION DE DICHA PRIMERA CARACTERISTICA RESPECTO DE DICHO ESTADO DE REFERENCIA (X). APLICACION A LA MEDICION DE LA PLANEIDAD SOBRE UNA TIRA QUE SE DESLIZA EN CONTINUO EN UNA INSTALACION DE LAMINACION A CABADORA.
CONTROL DE LA PLANEIDAD DEL LAMINADO DE UNA TIRA.
(16/02/1998). Solicitante/s: ASEA BROWN BOVERI AB. Inventor/es: KEIJSER, OLOF.
LA INVENCION SE REFIERE A UNA OPTIMIZACION DE LAS ACCIONES DE CONTROL (CF) POR MEDIO DE MIEMBROS DE CONTROL PARA LOS RODILLOS DE TRABAJO DURANTE EL CONTROL DE LISURA DE UNA BANDA Y COMPRENDE UN METODO PARA LA EVALUACION DE LAS ACCIONES DE CONTROL Y UN DISPOSITIVO DE EVALUACION QUE CONSTITUYE UNA PARTE INTEGRAL DEL EQUIPO DE CONTROL. LAS ACCIONES DE CONTROL SE OBTIENEN MEDIANTE LA SOLUCION DE LA REACCION C = (ATA)-1.AT.F=B.F, EN DONDE A ES UNA MATRIZ QUE DESCRIBE LA DISTRIBUCION DE TENSION QUE SE ESTABLECE A TRAVES DE LA BANDA CUANDO SE ACTIVAN DIFERENTES MIEMBROS DE CONTROL Y EN DONDE "F" ES UN VECTOR QUE CONTIENE LOS ERRORES DE LISURA OBTENIDOS DESPUES DE LA MEDIDA.
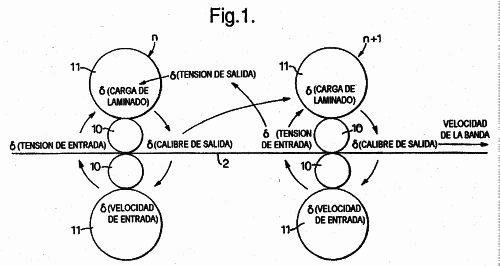
CONTROL DE LAMINADORES REVERSIBLES DE UN SOLO MONTANTE.
(16/01/1998). Solicitante/s: DAVY MCKEE (SHEFFIELD) LIMITED. Inventor/es: BURNAND, PETER WILLIAM,150 PROSPECT ROAD.
UN TREN DE LAMINACION DE BANDA DE UNICA MARCHA DE ESTACIONAMIENTO/RETROCESO CONTROLADO POR UNA SEÑAL QUE REPRESENTA LA VELOCIDAD DE LA BANDA QUE SALE DEL TREN ENROLLADA. ESTE ES CONTROLADO PARA MANTENER LA VELOCIDAD DE SALIDA DE LAS BANDAS SUSTANCIALMENTE CONSTANTE. DE ESTA MANERA LA VELOCIAD DE LA ENTRADA DE BANDAS SE MANTIENE SUSTANCIALMENTE CONSTANTE Y SE REDUCEN LAS VARIACIONES DE CALIBRE EN LA BANDA ENROLLADA.
MONITORIZACION EN LINEA DE DESPLAZAMIENTO DE UNA PIEZA DE TRABAJO.
(01/12/1996) SE SUMINISTRA UN SISTEMA DE MEDIDA DE LA PRODUCCION PARA UNA TEMPRANA IDENTIFICACION DE PROBLEMAS DIMENSIONALES U OPERACIONALES EN UN DISPOSITIVO DE FORMACION. EL DISPOSITIVO DE FORMACION TIENE UN MANDRIL PARA SOPORTAR UNA PIEZA DE TRABAJO TUBULAR QUE SERA ALARGADA Y AFILADA, EN AL MENOS DOS TROQUELES OPUESTOS QUE SE APOYAN CONTRA LA PIEZA DE TRABAJO, Y UN DISPOSITIVO DE IMPULSION MECANICA PARA HACER RODAR LOS TROQUELES SOBRE LA PIEZA DE TRABAJO BAJO PRESION MIENTRAS PERIODICAMENTE SE HACE GIRAR Y AVANZAR LA PIEZA DE TRABAJO A LO LARGO DEL MANDRIL . UNOS SENSORES SE DIRIGEN HACIA LA PIEZA DE TRABAJO Y PRODUCEN UN DESPLAZAMIENTO DEL REFLEJO DE LAS SEÑALES DE LA PIEZA DE TRABAJO EN SU ROTACION, DESPLAZAMIENTO AXIAL Y DESPLAZAMIENTO…
Regulación con control previo, especialmente para bastidor de laminación.
(16/12/1995). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: BERGHS,ANDRE, TRUNDLE,HANS PETER, HOPF,PETER, BYTOMSKI,GEORG, FELKI,HANS-JOACHIM.
Regulación, especialmente regulación de ajuste hidráulico, por ejemplo para un bastidor de laminación, que consta de al menos un regulador y al menos un elemento de ajuste , siendo alimentados al regulador como magnitudes de entrada un valor teórico y un valor real, en virtud de los cuales el regulador suministra una magnitud de ajuste del regulador para el elemento de ajuste ,caracterizada porque sobre la magnitud de ajuste del regulador se acopla un valor de control previo, calculando en un circuito de regulación modelo continuamente un valor previsto, esperado en virtud del control previo, para el valor real, alimentando al regulador como valor teórico un valor de guía calculado a partir de este valor previsto.
UN SISTEMA AUTOMATICO PARA CONTROLAR LA CALIDAD DE PRODUCTOS QUE TIENEN FORMA GEOMETRICAMENTE REGULAR, DURANTE SU FABRICACION.
(16/12/1995) SE PRESENTAN UN APARATO Y UN METODO PARA CONTROLAR LA CALIDAD DE PRODUCTOS CILINDRICOS U OTROS PRODUCTOS CON FORMA GEOMETRICAMENTE REGULAR, COMO POR EJEMPLO TUBOS O BARRAS REDONDAS, MEDIANTE UN ANALISIS DE GRAN PRECISION, CONTINUO TRIDIMENSIONAL EN TIEMPO REAL DE PRODUCTOS CALIENTES O FRIOS DURANTE SU FABRICACION. EL APARATO INCLUYE MULTIPLES FUENTES DE RADIACION PENETRANTES Y DETECTORES. EL APARATO ES CAPAZ DE REALIZAR UN ANALISIS TRIDIMENSIONAL CONTINUO Y EN TIEMPO REAL DE PRODUCTOS CALIENTES O FRIOS, DETECTAR LOS DEFECTOS DE LA SECCION TRANSVERSAL Y LONGITUDINALES QUE HAY EN LOS PRODUCTOS, DETERMINAR LOS PASOS DE PROCESAMIENTO QUE PROVOCAN EL DEFECTO Y MODIFICAR EL PROCESO DE PRODUCCION…
RODILLOS MEDIDORES DE PLANEIDAD DE UNA BANDA PRODUCIDA EN CONTINUO.
(01/10/1995). Solicitante/s: SOLLAC. Inventor/es: JEUNIAUX, FRANCOIS, MINEAU, JEAN-LUC.
EL RODILLO ESTA MONTADO DE MANERA GIRATORIA ALREDEDOR DE SU EJE Y COMPRENDE UNA MESA CILINDRICA HUECA, UN ANILLO Y DOS ARBOLES HUECOS (12, 12'). EL RODILLO ESTA EQUIPADO CON UN DISPOSITIVO DE MEDICION DE FUERZA DE FIBRA OPTICA QUE UTILIZA LA BIRREFRINGENCIA QUE APARECE EN UNA FIBRA OPTICA SOMETIDA A UNA FUERZA LATERAL. LAS FIBRAS OPTICAS DEL DISPOSITIVO FORMAN ARROLLAMIENTOS QUE TIENEN CADA UNO L MENOS UNA ESPIRA (5'A, 5'B, 5'C), ALREDEDOR DE LA MESA CILINDRICA.
PROCESO Y DISPOSITIVO DE MEDICION DEL NIVEL DE ALARGAMIENTO SOPORTADO POR UN PRODUCTO EN UNA INSTALACION DE LAMINADO.
(16/06/1995). Solicitante/s: SOLLAC. Inventor/es: JEUNIAUX, FRANCOIS, MINEAU, JEAN-LUC.
LA INVENCION SE REFIERE A UN PROCESO Y A UN DISPOSITIVO DE MEDICION DEL NIVEL DE ALARGAMIENTO SOPORTADO POR UN PRODUCTO EN UNA INSTALACION DE LAMINADO , POR EJEMPLO DE UN PRODUCTO METALURGICO, EN EL QUE SE MIDE LA DIFERENCIA ENTRE LA VELOCIDAD (VE) DEL PRODUCTO POR ARRIBA Y LA VELOCIDAD (VS) DEL PRODUCTO POR DEBAJO DE LA INSTALACION DE LAMINADO, CARACTERIZADO EN QUE SE ILUMINA EN DOS PUNTOS DE IMPACTO SITUADOS RESPECTIVAMENTE POR ARRIBA Y POR DEBAJO DE LA INSTALACION DE LAMINADO POR UNA FUENTE UNICA O DOS FUENTES SINCRONAS Y COHERENTES DE LUZ MONOCROMATICA, EN QUE EN CADA PUNTO DE IMPACTO EL HAZ INCIDENTE ES ENVIADO SEGUN DOS DIRECCIONES SIMETRICAS, SIENDO RECOGIDOS LOS HACES REFLEJADOS SEGUN LO NORMAL A LA SUPERFICIE DEL PRODUCTO, EN QUE LOS HACES REFLEJADOS POR EL PRODUCTO ESTAN SUPERPUESTOS, Y EN QUE SE REALIZA UN ANALISIS FRECUENCIAL DE LA ONDA RESULTANTE DE ESTA SUPERPOSICION PARA MEDIR LA FRECUENCIA DE BATIDO.
METODO DE LAMINACION A ALTA VELOCIDAD Y SISTEMA DE LAMINACION A ALTA VELOCIDAD.
(16/02/1994) METODO DE LAMINACION A ALTA VELOCIDAD DE APROXIMADAMENTE 120 A 140 METROS POR SEGUNDO Y MAS, PARA MATERIAL LAMINADO QUE TIENE UNA SECCION CIRCULAR Y UN DIAMETRO DE 5,5 A 6,5/7 MM O SU EQUIVALENTE LLEVANDOSE A CABO LA LAMINACION A ALTA VELOCIDAD POR UN SISTEMA QUE COMPRENDE POR LO MENOS UN CONJUNTO DE LAMINACION 11 Y UN CABEZAL 12 FORMADOR DE ROLLOS; CONJUNTO DE LAMINACION 11 QUE INCLUYE UNA PLURALIDAD DE PARES DE RODILLOS CON SUS EJES COLOCADOS ALTERNATIVAMENTE A APROXIMADAMENTE 90 (GRADOS) ENTRE SI, ESTANDO LAS VELOCIDADES DE LOS PARES DE RODILLOS ESTRICTAMENTE CORRELACIONADAS Y CONTROLADAS DISPONIENDOSE EL SISTEMA PREVIAMENTE, ANTES DE LA LLEGADA DEL MATERIAL LAMINADO, PARA UNA VELOCIDAD…
PERFECCIONAMIENTO DE UN LAMINADOR MULTICAJA EN CALIENTE.
(01/01/1994). Solicitante/s: DAVY MCKEE (SHEFFIELD) LIMITED. Inventor/es: HEWITT, EWAN, CHRISTIAN.
UN LAMINADOR EN CALIENTE DE BASTIDOR MULTIPLE TIENE RECURSOS PARA UN ENFRIAMIENTO ENTRE-BASTIDORES Y, PARA OBTENER LAMINAS ENROLLADAS CON EL PERFIL REQUERIDO, LA CANTIDAD DE FRIO ENTRE-BASTIDORES CAMBIA DURANTE EL BOBINADO PARA CONSEGUIR UN CAMBIO EN LA CARGA DE BOBINADO EN UN BASTIDOR O MAS Y ASI INFLUENCIAR EL PERFIL DE LAMINA DESDE ESTE O ESTOS BASTIDORES.
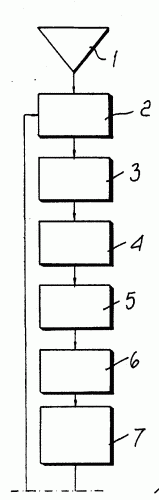
FABRICA LAMINADORA DE ALAMBRES.
(01/06/1993) FABRICA LAMINADORA DE ALAMBRES CON UNA MAYORIA DE BASTIDORES DEL LAMINADOR DE DESBASTE, UNA CIZALLA DE DESPUNTE, UN BLOQUE ACABADO, UN PONEDOR DE ESPIRAS CON UN TUBO PONEDOR TAN PRONTO COMO UN ACCIONAMIENTO DE UN MOTOR PONEDOR DE ESPIRAS Y UN ENGRANAJE PONEDOR DE ESPIRAS Y CON UN TRANSPORTADOR DE ABDUCIR PARA EL ALAMBRE LAMINADO ACABADO CALADO EN LAS ESPIRAS, CON LO CUAL ESTOS PARTES DE INSTALACION ESTAN DISPUESTOS UNO TRAS OTRO EN DIRECCION DE MARCHA DEL ALAMBRE. LA FABRICA LAMINADORA MUESTRA UNA INSTALACION DE MANIOBRA CON UN CALCULADOR, CON LO CUAL EL CALCULADOR GOBIERNA LA CIZALLA DE DESPUNTE SEGUN MEDIDAS DADAS DE UN PROGRAMA LAMINADORA PRECALCULADA A TRAVES DE UN MANDO DE CORTE DE CALCULA.…
DISPOSITIVO DE MEDIDA DE LOS DEFECTOS DE PLANITUD DE UNA BANDA.
(01/03/1991). Solicitante/s: CLECIM. Inventor/es: MOREL, MICHEL.
EL INVENTO TIENE POR OBJETO UN DISPOSITIVO DE MEDIDA DE LOS DEFECTOS DE PLANITUD DE UNA BANDA . SEGUN EL INVENTO LA MEDIDA DE LA TENSION SE EFECTUA EN UN INTERVALO DE AMPLITUD DE LA MEDIDA INFERIOR AL INTERVALO DE VARIACION DE LA TENSION TRAS LA EMULSION; CADA CAPTADOR ESTA ASOCIADO A UN TRANSFORMADOR DE CORRECCIONES SUSCEPTIBLE DE PROPORCIONAR EN CADA IMPULSO DE EXCITACION, UNA TENSION DE CORRECCION U2 REGULABLE AÑADIENDOSE ALGEBRAICAMENTE A LA TENSION U1 EN LOS BORNES DEL ARROLLAMIENTO SECUNDARIO DEL CAPTADOR Y CUYO VALOR EN EL INSTANTE DE LA MEDIDA, ESTA DETERMINADA DE MODO QUE DEVUELVE LA TENSION MEDIDA U3 EN EL INTERVALO DE MEDIDA DEL CONVERTIDOR. EL INVENTO SE APLICA ESPECIALMENTE EN EL CONTROL DE LAS CHAPAS LAMINADAS.
{kind=link}
{kind=link}