MÉTODO DE ALIMENTACIÓN DE ACEITE LUBRICANTE DENTRO DEL MARCO DE LA LAMINACIÓN EN FRÍO.
Un método de alimentación de aceite lubricante en el proceso de laminación en frío mediante lubricación de emulsión,
en el lado de entrada del bastidor de laminación, caracterizado porque comprende: utilizando una eficiencia de la alimentación constante obtenida bajo las condiciones específicas de un régimen de laminación, alimentación de emulsión, concentración de emulsión, temperatura y emulsión, longitud de la deposición, anchura del material laminado o longitud del cilindro de laminación, carga de laminación, grado de calidad del material laminado y tipo de aceite lubricante y el espesor de la película de aceite en el momento de la lubricación pura realizada bajo dichas condiciones específicas de lubricación de laminación para estimar el espesor de película de aceite obtenido mediante lubricación de emulsión bajo dichas condiciones específicas de lubricación de laminación y controlar al menos uno de los parámetros de alimentación de emulsión, concentración de emulsión, temperatura de emulsión y longitud de la deposición, de modo que dicho espesor de película de aceite estimado coincida con el espesor de película de aceite objetivo, estando la eficiencia de la alimentación definida por la fórmula (1) siguiente: α=hemu/hneat en donde: α: eficiencia de la alimentación, hemu: espesor de la película de aceite de lubricación de emulsión obtenida bajo condiciones específicas de lubricación de laminación, hneat: espesor de la película de aceite de la lubricación pura obtenida bajo condiciones específicas de lubricación de laminación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/021497.
Solicitante: ARCELORMITTAL FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 1 - 5, rue Luigi Cherubini 93200 Saint Denis FRANCIA.
Inventor/es: OGAWA, SHIGERU, SHIRAISHI, TOSHIYUKI, Takahama,Yoshiki, Vanel,Luc, Hauret,Guy.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B21B37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
- B21B45/02M
Clasificación PCT:
- B21B27/10 B21B […] › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › exteriormente.
- B21B37/00 B21B […] › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
- B21B45/02 B21B […] › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › para lubrificar, enfriar o limpiar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2363349_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un método de alimentación de aceite lubricante en el campo de la laminación en frío y más en particular, se refiere a un método de alimentación de aceite lubricante mediante lubricación de emulsión.
En el proceso de laminación en frío de láminas de acero, desde los puntos de vista de la estabilización de la operación de laminación, la forma y la calidad de la superficie del producto, la prevención del agarrotamiento, la mayor duración del cilindro laminador, etc., es necesario mantener el coeficiente de fricción entre el material laminado (lámina de acero) y los cilindros de trabajo en un valor adecuado. Para obtener un coeficiente de fricción adecuado, un aceite lubricante adecuado para la calidad exigida, sus dimensiones y las condiciones de laminado de la lámina obtenida por dicho proceso se selecciona y suministra la lámina en el lado de entrada del bastidor de laminación al material laminado
o los cilindros laminadores.
En el proceso de laminado en frío de una lámina de acero, se utiliza la lubricación de emulsión en general. Para obtener un coeficiente de fricción adecuado, se utiliza un modelo para controlar la velocidad de alimentación de la emulsión o la concentración de la emulsión.
Como métodos para controlar la lubricación mediante un modelo, se pueden citar:
(1) El método de estimar y controlar la velocidad de alimentación del límite de agarrotamiento a partir de una constante existente para cada condición de laminado, concentración, régimen de laminación, etc. (por ejemplo, véase la publicación de Patente Japonesa (Kokai) nº 2002-224731);
(2) El método consistente en determinar las posiciones de las toberas de alimentación de aceite lubricante considerando el tiempo necesario para la separación de aceite–agua en el momento en que las placas de aceite lubricante se desprenden de la lámina de acero, etc., (tiempo de transición de fase) (por ejemplo, véase la publicación de Patente Japonesa (Kokai) nº 2000-094013), etc.
En la técnica anterior, no era posible la estimación ni la medición del espesor de la película de aceite, en el momento de la lubricación de emulsión. Fue posible disponer un medidor del espesor de la película de aceite en el lado de salida del bastidor de laminación para medir el espesor de la película de aceite en el lado de salida del bastidor de laminación, pero no era posible conocer el espesor de la película de aceite directamente bajo la mordedura mecánica de los cilindros en un tiempo determinado. En consecuencia, con el método de lubricación convencional anterior, no era posible obtener un espesor de película de aceite adecuado correcto bajo la mordedura de penetración de los cilindros, ni tampoco fue posible controlar la lubricación con una alta precisión.
Por lo tanto, con respecto al método anterior (1), puesto que es para la predicción del límite de agarrotamiento, no es posible el uso a una baja velocidad. Por lo tanto, hay espacio para la mejora del consumo de aceite específico en la zona de baja velocidad. Además, con respecto al método anterior (2), se necesita un tiempo de transición de fase para la deposición del aceite lubricante de emulsión. El establecimiento de las posiciones de los extremos de alimentación del aceite lubricante, tomando en consideración el tiempo de transición de fase, es ciertamente efectivo, pero el método para determinar el tiempo de transición de fase no está fijado y por lo tanto, se plantea el problema de que las posiciones no se puedan determinar con precisión.
La presente invención tiene como objetivo resolver el problema anterior y dar a conocer un método para la alimentación de aceite lubricante en el proceso de laminado en frío que permita un control de la lubricación de alta precisión.
(1)Un método de alimentación de aceite lubricante con las características estipuladas en la reivindicación 1 en combinación.
(2) Un método de alimentación de aceite lubricante, según el apartado (1), que comprende, además, la instalación de un medidor de espesor de la película de aceite, en el lado de salida del bastidor de laminación, que detecta una diferencia entre un valor medido del medidor del espesor de la película de aceite y un valor medido del espesor de la película de aceite, corrigiendo periódicamente la eficiencia de la alimentación especificada por dichas condiciones de lubricación del proceso de laminación y, mientras se hace de este modo, estimar el espesor de la película de aceite de la lubricación de emulsión.
(3) Un método de alimentación de aceite lubricante, según lo descrito en los apartados (1) a (2), que comprende, además, hacer que la eficiencia de alimentación, obtenida bajo las condiciones específicas de lubricación en el proceso de laminación, sea una función de la velocidad de laminación, de la alimentación de emulsión, concentración de la emulsión, de la temperatura de la emulsión, longitud de la deposición , de la anchura del material laminado o de la longitud del cilindro laminador, la carga de laminación, la calidad del material laminado y el tipo del aceite lubricante.
El método de alimentación del aceite lubricante de la presente invención utiliza la eficiencia de alimentación determinada por las condiciones específicas de la lubricación del proceso de laminación y espesor de la película de aceite en el momento de la lubricación pura para poder estimar el espesor de la película de aceite en el momento de la lubricación de emulsión y controlar la velocidad de alimentación de la emulsión, etc., en función de este espesor de película de aceite estimado.
La eficiencia de la alimentación es una función de la velocidad de laminación, alimentación de emulsión, concentración de emulsión, longitud de la deposición, temperatura de emulsión, anchura de material laminado o longitud del cilindro de laminación, carga de laminación, calidad del material laminado y tipo del aceite lubricante, de modo que se pueda controlar la lubricación con una alta precisión.
Mediante un control de la lubricación de alta precisión, un espesor de película de aceite adecuado, sin exceso ni merma, se forma directamente bajo la zona de la mordedura de penetración del cilindro y el coeficiente de fricción entre el material laminado y los cilindros laminadores se mantienen en un valor adecuado para las condiciones de laminación. En consecuencia, es posible evitar el deslizamiento entre el material laminado y los cilindros de trabajo y el agarrotamiento del material laminado y realizar un laminado estable. Además, es posible reducir el coste de la laminación y mejorar la calidad del producto.
La Figura 1 es una vista de un ejemplo de la relación entre la velocidad de laminación y la eficiencia de la alimentación cuando se utiliza la alimentación de emulsión y la concentración de emulsión como parámetros.
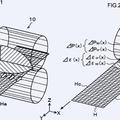
La Figura 2 es una vista esquemática que representa un ejemplo de una instalación de laminación para utilizar el método de alimentación de aceite lubricante de la presente invención.
En la presente invención, la eficiencia de la alimentación obtenida bajo las condiciones específicas de velocidad de laminación, alimentación de emulsión, concentración de emulsión, longitud de la deposición , temperatura de emulsión, anchura del material laminado, carga de laminación, calidad del material laminado y tipo de aceite lubricante y el espesor de la película de aceite en el momento de la lubricación pura realizada bajo las condiciones específicas de lubricación del proceso de laminación se utilizan para poder estimar el espesor de película de aceite obtenido por lubricación de emulsión bajo las condiciones específicas de la laminación.
Además, al menos uno de los parámetros de la alimentación de emulsión, la concentración de emulsión, temperatura de emulsión y la longitud de la deposición se controla de modo que el espesor de la película de aceite estimado coincida con un espesor de película de aceite objetivo.
En esta descripción, el término “específicas” significa especificadas para cada una de las diversas condiciones de lubricación de la laminación. El término “longitud de deposición” significa la distancia desde la posición de alimentación de emulsión a la entrada de la mordedura de penetración del cilindro, que permite garantizar un tiempo suficiente para que el aceite lubricante, en la emulsión suministrada a la superficie de la lámina de... [Seguir leyendo]
Reivindicaciones:
1. Un método de alimentación de aceite lubricante en el proceso de laminación en frío mediante lubricación de emulsión, en el lado de entrada del bastidor de laminación, caracterizado porque comprende:
utilizando una eficiencia de la alimentación constante obtenida bajo las condiciones específicas de un régimen de laminación, alimentación de emulsión, concentración de emulsión, temperatura y emulsión, longitud de la deposición, anchura del material laminado o longitud del cilindro de laminación, carga de laminación, grado de calidad del material laminado y tipo de aceite lubricante y el espesor de la película de aceite en el momento de la lubricación pura realizada bajo dichas condiciones específicas de lubricación de laminación para estimar el espesor de película de aceite obtenido mediante lubricación de emulsión bajo dichas condiciones específicas de lubricación de laminación y
controlar al menos uno de los parámetros de alimentación de emulsión, concentración de emulsión, temperatura de emulsión y longitud de la deposición, de modo que dicho espesor de película de aceite estimado coincida con el espesor de película de aceite objetivo, estando la eficiencia de la alimentación definida por la fórmula (1) siguiente:
α=hemu/hneat
en donde:
α: eficiencia de la alimentación,
hemu: espesor de la película de aceite de lubricación de emulsión obtenida bajo condiciones específicas de lubricación de laminación,
hneat: espesor de la película de aceite de la lubricación pura obtenida bajo condiciones específicas de lubricación de laminación.
2. Un método de alimentación de aceite lubricante según se establece en la reivindicación 1 que comprende, además, establecer un medidor de espesor de la película de aceite, en el lado de salida del bastidor de laminación, detectando una diferencia entre un valor medido por el medidor del espesor de la película de aceite y un valor medido de dicho espesor de película de aceite, corrigiendo periódicamente dicha eficiencia de la alimentación especificada por dichas condiciones de lubricación de laminación y, mientras así se hace, estimar el espesor de la película de aceite de la lubricación de emulsión.
3. Un método de alimentación de aceite lubricante según se establece en cualquiera de las reivindicaciones 1 o 2 que comprende, además, hacer que la eficiencia de la alimentación obtenida bajo dichas condiciones específicas de lubricación de laminación como una función del régimen de laminación, alimentación de emulsión, concentración de emulsión, temperatura de emulsión, longitud de la deposición, anchura del material laminado
o longitud del cilindro de laminación, la carga de laminación, el grado de calidad del material laminado y el tipo de aceite lubricante.
Patentes similares o relacionadas:
MAQUINA DESAPILADORA DE LAJAS DE DIVERSOS MATERIALES DISPUESTOS EN MONTONES O PILAS, del 4 de Junio de 2020, de VETAMAQUINARIA BIERZO, S.L: 1. Máquina desapiladora de lajas de diversos materiales dispuestos en montones o pilas caracterizada porque comprende: - una estructura portante sobre la que se […]
Dispositivo de fabricación de lámina de acero laminada en caliente, y método de fabricación de lámina de acero laminada en caliente, del 1 de Enero de 2020, de NIPPON STEEL CORPORATION: Un aparato de fabricación de una lámina de acero laminada en caliente que comprende: una fila de laminadores de acabado en caliente; un dispositivo […]
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Procedimiento de laminación en caliente, laminador en caliente y producto de programa informático para la implementación de tal procedimiento, del 6 de Febrero de 2019, de Arcelormittal: Procedimiento para regular al menos uno de los parámetros (α) de un procedimiento de laminación en caliente de un semiproducto metálico […]
Sistema de amortiguación de vibraciones activo de un tren de laminación, del 26 de Octubre de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un sistema de amortiguación de vibración activo para un bastidor de laminación, en particular para bandas de laminación, que comprende dos o más rodillos de trabajo (1, 1') con […]
Dispositivo electromagnético para estabilizar y reducir la deformación de una banda hecha de material ferromagnético, y proceso relacionado, del 24 de Diciembre de 2014, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un dispositivo electromagnético para la estabilización y la reducción de la deformación de una banda hecha de material ferromagnético durante […]
Sistema amortiguador de vibraciones para un tren de laminación con primer y segundo elementos hidráulicos pasivos, del 3 de Diciembre de 2014, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un sistema amortiguador de vibraciones de un tren de laminación que comprende al menos una caja de laminación que tiene rodillos (1,1') y […]