CIP-2021 : B29C 45/40 : Desmoldeo o eyección de los objetos formados.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/40[2] › Desmoldeo o eyección de los objetos formados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
CIP2021: Invenciones publicadas en esta sección.
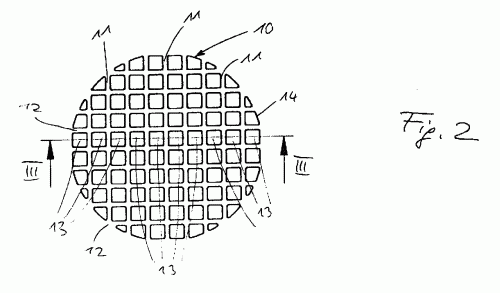
MEJORA EN EL PROCEDIMIENTO DE MOLDEO POR INYECCION DE PIEZAS DE PLASTICO.
(16/04/2002). Ver ilustración. Solicitante/s: ELECTROLUX ZANUSSI S.P.A.. Inventor/es: DURAZZANI, PIERO.
PARA PRODUCIR MEDIANTE UN METODO DE MOLDEO POR INYECCION UNA PIEZA DE GRAN TAMAÑO Y BASTANTE PESADA DE UN MATERIAL DE PLASTICO, EL METODO MEJORADO DE LA PRESENTE INVENCION CONSISTE EN CREAR UNAS ZONAS LOCALIZADAS EN LAS QUE LA CODUCTANCIA DE LA PIEZA SEA MAYOR EN UNAS IMPRESIONES SUPERFICIALES QUE SE CORRESPONDEN CON UNOS EYECTORES FORMADOS EN EL MOLDE PARA DESMOLDEAR LA MISMA PIEZA UNA VEZ HA SIDO MOLDEADA. EN UNA REALIZACION PREFERENTE DE LA INVENCION, LA SUPERFICIE EXTERIOR DE LA PIEZA TIENE, EN CORRESPONDENCIA CON LAS IMPRESIONES SUPERFICIALES , UNAS AGRUPACIONES DE ALVEOLOS DE FONDO CERRADO FORMADOS POR UNAS REJILLAS DE MINISALIENTES DISPUESTAS EN PERPENDICULAR ENTRE SI. EL GROSOR DE LA PIEZA CAMBIA DE UN VALOR MAXIMO (S1) EN LA PERIFERIA DELA CAVIDAD A UN VALOR MINIMO (S ) CORRESPONDIENTE AL FONDO DE UNA PARTE SUSTANCIAL DE DICHOS ALVEOLOS.
EXPULSOR EXPANSIBLE PARA MOLDES DE INYECCION.
(16/02/2002) Expulsor expandible para moldes de inyección. Constituido mediante un cuerpo monopieza en el que se define una varilla cilíndrica que tras un debilitamiento se remata en un cabezal expandible , a modo de pinza, centra sus características en el hecho de que dicho cabezal adopta una configuración también cilíndrica, de diámetro coincidente con el de la varilla , lo que permite un fácil mecanizado del expulsor así como del propio molde, en el que será necesario un orificio también cilíndrico y de sección constante en toda su longitud. Las pinzas del cabezal , tras su obtención, adoptan con carácter estable una posición divergente, mediante un tratamiento térmico adecuado, de manera que se cierran cuando el cabezal penetra en el cuerpo del molde y se abren automáticamente…
PRODUCCION DE PARTES MOLDEADAS POR INYECCION EXENTAS DE LINEA DE SOLDADURA.
(01/05/2000). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: DEMAREST, SCOTT, W., BUHLER, JAMES, E., BOBINGER, KARL, J.
SE PRESENTAN UN MECANISMO DE MOLDEADO A INYECCION Y UN METODO PARA SU USO PARA LA FORMACION DE UNA SECUENCIA SIMPLE DE OPERACIONES DE PARTES DEL CUERPO DE UN ENVASE CILINDRICO LIBRES DE LINEAS DE UNION QUE TIENEN UNA ABERTURA CENTRAL EN UN EXTREMO. LA ABERTURA SE FORMA MEDIANTE LA ELIMINACION DE LA PARTE SUPERIOR CENTRAL DEL CUERPO DEL ENVASE . ESTE CUERPO DE ENVASE PRODUCIDO POR ESTE MECANISMO PUEDE USARSE PARA PRODUCIR UN ENVASE DE DISPENSACION PRESURIZABLE.
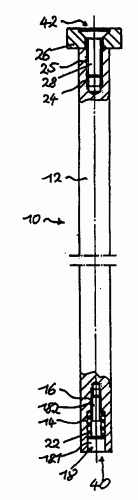
UTIL PARA MOLDEAR O INYECTAR MATERIAS PLASTICAS Y ACCESORIOS DE MOLDEO, ESPECIALMENTE DISPOSITIVO DE EYECCION O DISPOSITIVO DE PASADOR DE NUCLEO PARA UN UTIL DE ESTE TIPO.
(16/04/1999). Ver ilustración. Solicitante/s: DME NORMALIEN GMBH. Inventor/es: WIETRZYNSKI, BERNHARD.
HERRAMIENTA PARA MOLDEAR O INYECTAR MASAS PLASTICAS CON AL MENOS UNA UNIDAD DE ACCESORIOS DE MOLDEO, EN ESPECIAL UN DISPOSITIVO DE EXPULSION , PREFERIBLEMENTE UN PASADOR DE EXPULSION, Y/O UN DISPOSITIVO DE PASADOR NUCLEAR, CARACTERIZADA PORQUE EL DISPOSITIVO DE ACCESORIOS DE MOLDEO MUESTRA, EN LA ZONA VUELTA HACIA LA MASA PLASTICA DURANTE EL MOLDEO O LA INYECCION, AL MENOS LOCALMENTE UNA UNIDAD DE MARCAJE.
DISPOSICION DE MOLDEO POR INYECCION CON CALENTAMIENTO DE PREFORMA MEJORADA.
(16/01/1999) UNA MAQUINA DE MOLDEO POR INYECCION Y METODO PARA PREFORMA DE MOLDEO POR INYECCION, EN EL QUE LAS PREFORMAS SE ENFRIAN RAPIDAMENTE POR LIBERACION DENTRO DE UN BAÑO DE AGUA DE REFRIGERACION DESPUES DE SU MOLDEO DE INYECCION. LA MAQUINA DE MOLDEO POR INYECCION COMPRENDE UN PLATO FIJO QUE SOPORTA UNA PLURALIDAD DE CAVIDADES DE MOLDE DE PREFORMA EXTERIORES Y UN PLATO MOVIL QUE SOPORTA UNA PLURALIDAD DE VARILLAS DE MOLDE DE PREFORMA INTERIORES Y MOLDES DE ANILLO ENCAJADADOS EN UNA HENDIDURA . UNA VARILLA DE MOLDE DE REFORMA INTERIOR Y UN MOLDE DE ANILLO ENCAJADOS EN UNA HENDIDURA SE ASOCIAN CON UNA POSICION ADYACENTE A CADA UNA DE LAS CAVIDADES DE MOLDES…
SISTEMA PARA MONTAR PRODUCTOS MOLDEADOS Y SU METODO.
(01/07/1998). Ver ilustración. Solicitante/s: THE JAPAN STEEL WORKS, LTD.. Inventor/es: NISHIDA, SHOZO, SHIOTANI, YOSUKE.
APARATO PARA MONTAR PRODUCTOS MOLDEADOS. SE DESCRIBE UN APARATO PARA MONTAR PRODUCTOS MOLDEADOS DONDE DOS O MAS PRODUCTOS MOLDEADOS POR UNA MAQUINA DE INYECCION SON MONTADOS UNO CON OTRO, NECESITANDOSE UN ESPACIO REDUCIDO PARA SACARLOS DE LA MAQUINA DE MOLDEO POR INYECCION Y DESPUES MONTARLOS JUNTOS, AL MISMO TIEMPO QUE SE ACORTA EL CICLO DE TIEMPO PARA CADA OPERACION DE MOLDEO POR INYECCION. LAS MITADES DE ENVOLTURA MOLDEADAS EN TROQUEL SE DEJAN CAER Y SE MONTAN A LO LARGO DE DOS O MAS RANURAS MEDIANTE LA OPERACION DE INYECCION DE LA MAQUINA DE MOLDEO. A CONTINUACION, LOS PRODUCTOS MOLDEADOS SON SACADOS AL EXTERIOR MEDIANTE EL ACCIONAMIENTO DE UNA UNIDAD TRANSPORTADORA SITUADA EN UN LECHO.
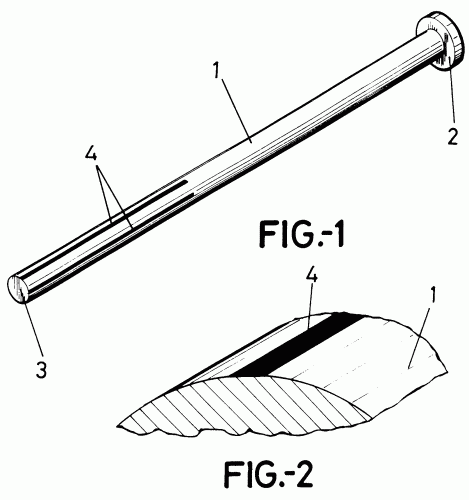
EXPULSOR PERFECCIONADO PARA MOLDES DE INYECCION DE PLASTICOS.
(01/05/1998). Ver ilustración. Solicitante/s: NAVARRA PRUNA,ALBERTO.
1.UEXPULSOR PERFECCIONADO PARA MOLDES DE INYECCION DE PLASTICOS, DEL TIPO DE LOS CONSTITUIDOS MEDIANTE UNA BARRA O VARILLA QUE SE REMATA POR SU EXTREMIDAD EXTERNA EN UNA CABEZA SOBREDIMENSIONADA, Y QUE JUEGA AJUSTADAMENTE EN UNA CAMISA O ALOJAMIENTO TUBULAR OPERATIVAMENTE ESTABLECIDA EN EL CUERPO DEL MOLDE, DE MANERA QUE EL FRENTE DE DICHA VARILLA CONTRAPUESTO A SU CABEZA PARTICIPA EN LA SUPERFICIE DE MOLDEO, CARACTERIZADO PORQUE INCORPORA SOBRE SU SUPERFICIE LATERAL UNA PLURALIDAD DE FACETADOS, EN SENTIDO DE SUS GENERATRICES, QUE SE EXTIENDEN DESDE LA EXTREMIDAD DE LA VARILLA OPUESTA A SU CABEZA AFECTANDO A TODO EL TRAMO DE LA MISMA QUE SE SITUA EN LA PARED DEL MOLDE, DEFINIENDOSE ENTRE DICHOS FACETADOS Y LA CAMISA O ALOJAMIENTO TUBULAR DEL CUERPO DEL MOLDE ORIFICIOS CALIBRADOS QUE, DUANTE LA FASE DE INYECCION, PERMITEN LA SALIDA AL EXTERIOR DEL AIRE EXISTENTE EN EL MOLDE, PERO NO DEL MATERIAL DEL MOLDEO, ES DECIR DEL MATERIAL PLASTICO.
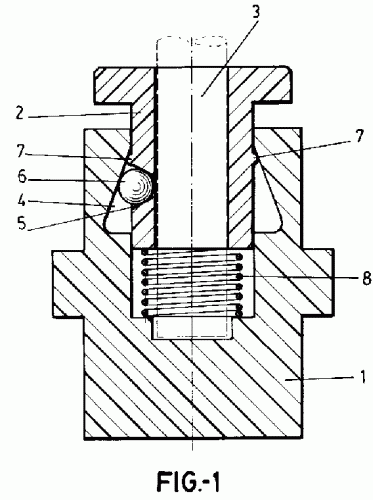
PINZA AUTOMATICA DE SUJECION PARA CAMBIO RAPIDO, PREFERENTEMENTE, DE LOS TUBULARES DE EXPULSION EN MOLDES DE INYECCION.
(01/04/1998). Ver ilustración. Solicitante/s: NAVARRA PRUNA,ALBERTO. Inventor/es: NAVARRA PRUNA,ALBERTO.
PINZA AUTOMATICA DE SUJECION PARA CAMBIO RAPIDO, PREFERENTEMENTE, DE LOS TUBULARES DE EXPULSION EN MOLDES DE INYECCION LA PINZA CONSTITUYE UNA CABEZA FORMADA POR DOS PIEZAS Y , ESTANDO LA PRIMERA DOTADA DE UNA CAVIDAD AXIAL DE ALOJAMIENTO PARA LA SEGUNDA Y REQUERIDA HACIA UNA POSICION CONSTANTE DE EXPULSION POR MEDIO DE UN RESORTE INTERNO , PERO LIMITADO EL DESPLAZAMIENTO DE LA EXPULSION POR MEDIO DE UN RESALTE ANULAR CON QUE AL EFECTO CUENTA LA SUPERFICIE EXTERNA DE LA PIEZA INTERIOR , EN TANTO QUE LA PIEZA CUENTA INTERNAMENTE CON UN REBAJE DE PERFIL TRONCOCONICO QUE EN COMBINACION CON UNOS ORIFICIOS RADIALES DE CONFIGURACION TAMBIEN TRONCOCONICA DETERMINAN MEDIOS DE POSICIONADO PARA ESFERAS QUE EN EL DESPLAZAMIENTO HACIA AFUERA DE LA PIEZA SON EMPUJADAS HACIA EL INTERIOR DE LOS ORIFICIOS TRONCO-CONICOS PRODUCIENDO EL CORRESPONDIENTE PRESIONADO SOBRE EL EXPULSOR ALOJADO EN EL PASO AXIAL DE LA PIEZA INTERNA.
(16/11/1997). Solicitante/s: KNARR, RAINER. Inventor/es: KNARR, RAINER.
LA INVENCION SE REFIERE A UN EYECTOR DE CASQUILLO INCORPORADO DENTRO DE UNA HERRAMIENTA DE INYECCION Y MOLDEO A PRESION. LA INVENCION SE CARACTERIZA DE TAL MODO, QUE EN EL INTERIOR DEL CASQUILLO EYECTOR LA TRANSICION ENTRE EL AREA DE DESENGANCHE Y EL AREA DE GUIA DISPONE DE UN DESARROLLO CONICO PROGRESIVO. ADICIONALMENTE, TANTO LA SECCION TRANSVERSAL INTERIOR COMO LA EXTERIOR DEL CASQUILLO, NO SOLAMENTE PUEDE SER CIRCULARES SINO TAMBIEN DISPONER DE VARIOS PERFILES GEOMETRICOS. LOS CONTORNOS INTERIOR Y EXTERIOR DE CUALQUIER PERFIL GEOMETRICO DESEADO PUEDE SER OBTENIDO MEDIANTE EL AREA DE GUIA DE PERFIL CONICO PROGRESIVO CORRESPONDIENTE.
PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES.
(01/07/1997) PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES. EL PROCEDIMIENTO PARA OBTENER TUBULARES DE EXPULSION EN LOS QUE SE GUIAN LOS CORRESPONDIENTES EXPULSORES UTILIZADOS EN MOLDES, POR EJEMPLO DE INYECCION, COMPRENDE UNA SERIE DE FASES OPERATIVAS QUE SE REALIZAN SOBRE UN TUBO DEL QUE SE PARTE, CONSISTIENDO LAS FASES EN EFECTUAR PRIMERAMENTE UN CORTADO DE UNA PORCION DE TUBO AL LARGO DESEADO, CON UN EXCESO DE DIAMETRO PARA POSIBILITAR UN POSTERIOR RECTIFICADO. EN UNA SEGUNDA FASE SE REALIZA UNA REDUCCION DE DIAMETRO EN UNA ZONA EXTREMA , PARA EFECTUAR EN UNA TERCERA FASE UN PRERECTIFICADO EXTERIOR , EFECTUANDO EN UNA CUARTA FASE UN MECANIZADO INTERIOR DE LA ZONA EXTREMA CON UNA CONCENTRICIDAD TOTAL. EN UNA QUINTA FASE SE EFECTUA UN TEMPLADO POR INDUCCION Y…
(01/10/1996). Solicitante/s: ROHM AND HAAS COMPANY. Inventor/es: CASSIDY, ROBERT THOMAS, CHOLOD, MICHAEL STEFAN.
EL PROCESO DE MOLDEO POR INYECCION MEJORADO POR LA INCLUSION EN EL MATERIAL DE MOLDEO POR INYECCION POLIMERICA DE AGENTES DE LIBERACION DE AMIDAS DE LA FORMULA ESTRUCTURAL X-CO-NH-Y DONDE X E Y SON LOS MISMOS O DIFERENTES RADICALES DE ALKILO O ALKENILO QUE CONTIENEN CADA UNO DE 9 A 30 ATOMOS DE CARBONO.
ACCESORIO MOLDEADOR-EXPULSOR PARA MOLDES DE INYECCION.
(01/08/1996) 1. ACCESORIO MOLDEADOR-EXPULSOR PARA MOLDES DE INYECCION, QUE ESTANDO ESPECIALMENTE CONCEBIDO PARA CONFORMAR Y LIBRAR PEQUEÑOS NEGATIVOS DE LA PIEZA INYECTADA A OBTENER, ESENCIALMENTE SE CARACTERIZA POR ESTAR CONSTITUIDO MEDIANTE UN CUERPO MONOPIEZA, PREFERENTEMENTE DE ACERO TEMPLADO, EN EL QUE SE DEFINE UN SECTOR EXTREMO, CONSTITUTIVO DE UNA VARILLA, DESTINADA A ASOCIARSE A LA PLACA EXPULSORA EN DISPOSICION PARALELA A LOS EXPULSORES CONVENCIONALES FIJADOS A LA MISMA, ACTUANDO SIMULTANEAMENTE CON ESTOS ULTIMOS, VARILLA QUE POR SU OTRO EXTREMO Y A TRAVES DE UN CUELLO PLANO Y ELASTICAMENTE DEFORMABLE, SE REMATA EN UN PEQUEÑO CABEZAL, QUE POR LA PROPIA ELASTICIDAD DEL CUELLO TIENDE A ADOPTAR UNA DISPOSICION ANGULAR CON RESPECTO A LA VARILLA Y QUE JUEGA A SU VEZ EN UN ALOJAMIENTO FORMAL Y DIMENSIONALMENTE COINCIDENTE CON EL MISMO,…
ACELERADOR DE EXPULSION PARA MOLDES DE INYECCION.
(01/08/1996) 1. ACELERADOR DE EXPULSION PARA MOLDES DE INYECCION, QUE ESTANDO DESTINADO A SUSTITUIR A UNO O VARIOS DE LOS EXPULSORES CONVENCIONALES DE DICHO MOLDE, ACTUANDO SIMULTANEAMENTE CON LOS RESTANTES Y ESTANDO CONSECUENTEMENTE ASOCIADO A LA MISMA PLACA EXPULSORA, ESENCIALMENTE SE CARACTERIZA POR ESTAR CONSTITUIDO A PARTIR DE UN CASQUILLO EXTERNO, QUE ES EL QUE SE FIJA A DICHA PLACA EXPULSORA, EN CUYO SENO JUEGA TELESCOPICAMENTE UN SEGUNDO CASQUILLO QUE A SU VEZ CONSTITUYE LA GUIA DE DESPLAZAMIENTO AXIAL PARA UN CILINDRO DE REDUCIDO DIAMETRO, QUE POR UNO DE SUS EXTREMOS SE PROLONGA EN UNA VARILLA CONSTITUTIVA DEL EXPULSOR PROPIAMENTE DICHO, Y QUE EN SITUACION DE MAXIMA RETRACCION PARA EL ACELERADOR QUEDA SITUADA AL MISMO NIVEL QUE EL RESTO DE LOS EXPULSORES DEL MOLDE, CON LA ESPECIAL PARTICULARIDAD DE QUE EL CITADO CILINDRO CUENTA…
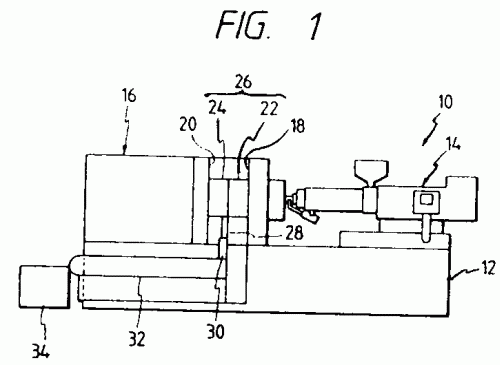
METODO DE FABRICACION CONTINUA DE ARTICULOS MOLDEADOS POR INYECCION Y APARATO PARA LO MISMO.
(01/04/1996) UNA PIEZA (UNA BANDA MOVIL MOLDEADA EN UN CANAL DE COLADA Y ARTICULOS QUE SE UNEN A LA BANDA MOVIL MOLDEADOS EN UNA UNIDAD DE MOLDEADO POR INYECCION SE EXTRAE MEDIANTE UNA UNIDAD DE EXTRACCION MIENTRAS SE UNE CONTINUAMENTE A UNA PIEZA ANTERIOR PARA FORMAR UNA SERIE DE LAS PIEZAS. DURANTE LA ALIMENTACION DEL MOLDEADO Y LAS PIEZAS CONTINUAS , LOS ARTICULOS ESTAN SEPARADOS DE LA BANDA MOVIL MEDIANTE UN MEDIO DE CHOQUE DE LA UNIDAD DE SEPARACION . FINALMENTE, LOS ARTICULOS SEPARADOS Y LA BANDA MOVIL SE REUNEN MEDIANTE UNIDADES DE RECOGIDA FACILITADAS SEPARADAMENTE . DE ACUERDO A LA PRESENTACION PREFERIDA, DESPUES DE QUE LA BANDA MOVIL SE CURVE PARA NO RETORNAR A SU FORMA ORIGINAL USANDO MEDIOS…
PROCEDIMIENTO PARA EL DESMOLDEO DE UNA PIEZA PERFILADA Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/02/1995). Solicitante/s: HERBST, RICHARD. Inventor/es: HERBST, RICHARD.
PARA DESMOLDEAR UN MOLDE ESPECIALMENTE DE UN MOLDE FUNDICION POR INYECCION, EL MOLDE SE MUEVE EN UNA PRIMERA CARRERA PARCIAL (A) CON UNA VELOCIDAD BAJA A UNA POSICION INTERMEDIA Y DESPUES EN UNA SEGUNDA CARRERA PARCIAL (B) CON UNA MAYOR VELOCIDAD A LA POSICION FINAL, EN DONDE LA PRIMERA CARRERA PARCIAL (A) SE PUEDE EFECTUAR YA DURANTE EL MOVIMIENTO DE APERTURA DEL MOLDE DE INYECCION POR FUNDICION Y/O DURANTE EL MOVIMIENTO DE INTRODUCCION DE UNA HERRAMIENTA DE AGARRE O APARATO DE MANIOBRA. EL MOLDE DE FUNDICION POR INYECCION PARA REALIZAR EL PROCEDIMIENTO PRESENTA TOPES ACCIONADOS POR MEDIOS DE PRESION QUE ACTUAN SOBRE EL LADO DELANTERO DE UNA PLACA EYECTORA Y RETIENEN ESTA EN LA POSICION INTERMEDIA O LA LIBERAN PARA EFECTUAR LA SEGUNDA CARRERA PARCIAL (B).
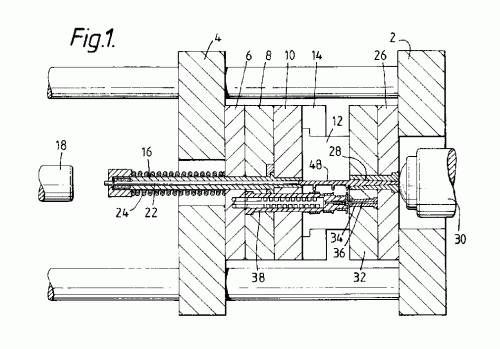
DISPOSITIVO PARA EXTRAER PIEZAS DE FUNDICION POR INYECCION.
(01/05/1994). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT. Inventor/es: EICHLSEDER, MARTIN, LICHTINGER, PETER, ING.
LA INVENCION SE CARACTERIZA PORQUE PARA REDUCIR EL NUMERO DE FASES DE OPERACIONES DE EXTRACCIONES DE PIEZAS DE FUNDICION POR INYECCION DEL MOLDE Y EVITAR EL PELIGRO DE ENSUCIAMIENTO DE LA SUPERFICIE EN LA PRODUCCION DE PORTADORES DE DATOS OPTICOS SE UTILIZAN ANILLOS SOPORTE; QUE SE DISPONEN MOVIBLES RADIALMENTE AL PLANO DE SEPARACION DEL MOLDE; TIENEN UN DIAMETRO INTERIOR QUE SE CORRESPONDE CON EL DIAMETRO EXTERIOR DE LA PIEZA DE FUNDICION POR INYECCION Y ADQUIERE UNA GEOMETRIA DE SOPORTE PARA GARANTIZAR UNA SUJECION SEGURA DE LA PIEZA DE FUNDICION POR INYECCION Y ES MOVIBLE FUERA DEL MOLDE CONJUNTAMENTE CON LA PIEZA DE FUNDICION POR INYECCION, SEGUN LA APERTURA DEL MOLDE Y SEGUN LAS CONDICIONES DEL PROCESO DE FUNDICION POR INYECCION Y SEGUN LA REFRIGERACION Y LA CONTRACCION DE LA PIEZA DE FUNDICION POR INYECCION ES EXTRAIBLE DEL ANILLO SOPORTE.
DISPOSITIVO DE TRANSPORTE EN UNA MAQUINA INYECTORA DE PLASTICO PARA SACAR LAS PIEZAS DE INYECCION.
(01/11/1993). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
LA SUPERFICIE DE TRANSPORTE DE LA BANDA TRANSPORTADORA SIN FIN DEL DISPOSITIVO DE TRANSPORTE ESTA CONSTRUIDO DE LAMINAS DE BANDA ALINEADAS UNA JUNTO A LA OTRA. ESTAS ESTAN FORMADAS DE CHAPA CORTADA Y APOYADAS A CADENAS ARTICULADAS (G). ADEMAS LAS LAMINAS DE BANDA PUEDEN SACARSE MANUALMENTE DE LA CINTA TRANSPORTADORA O BIEN SER INCLUIDAS EN LA MISMA. LAS CADENAS ARTICULADAS DE LOS BORDES (G) VIENEN CON LAS RUEDAS DE DESVIACION FORMADAS COMO RUEDAS DE CADENA . DE ESTA FORMA SIENDO LAS CONDICIONES BUENAS PARA UNA FABRICACION EN SERIE RACIONAL, SE DA LA POSIBILIDAD DE PODER TRANSPORTAR CON PROPIEDADES ABRASIVAS O AGRESIVAS. EN CASO DE QUE SE ORIGINEN ENSUCIAMIENTOS ACHACABLES A LA FUNCION O EN CASO DE DEFECTOS, PUEDEN CAMBIARSE CADA UNA DE LAS PIEZAS CON QUE ESTA CONSTRUIDA CON ESCASO TRABAJO Y FACIL MANEJO.
PAQUETE PARA MATERIAL FLUIDO, CON MANGO INYECTADO, PROCEDIMIENTO PARA INYECTAR EL MANGO Y DISPOSITIVO PARA ELLO.
(01/06/1993). Solicitante/s: TETRA ALFA HOLDINGS S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UN EMBALAJE PARA LIQUIDOS CON UN TUBO FORMADO POR UNA COSTURA LONGITUDINAL SELLADA EN CUYOS EXTREMOS SE ENCUENTRAN EL FONDO Y LA TAPA . LA TAPA ES, PARCIALMENTE, DE MATERIAL TERMOPLASTICO SIN MATERIAL DE SOPORTE Y EL TUBO ES DE MATERIAL DE SOPORTES RECUBIERTO CON PLASTICO. LA TAPA TIENE, POR LO MENOS, TRES ESQUINAS Y DOS SUPERFICIES FORMANDO UN ANGULO, DE LAS CUALES LA PRIMERA SUPERFICIE DE LA TAPA ES PARALELA A LA SUPERFICIE DEL FONDO Y LA SEGUNDA, POR LO MENOS PARCIALMENTE, ESTA FORMADA POR EL MATERIAL DEL TUBO Y UNIDA A UN ASA . EL ASA ESTA UNIDO CON LA TAPA Y FIJADA EN LA SEGUNDA SUPERFICIE. PARA MEJORAR ESTE TIPO DE ENVOLTURA, PERMITIENDO UNA MAYOR CANTIDAD DE UNIDADES INYECTADAS POR UNIDAD DE TIEMPO, SIN DAÑAR EL ASA, LA ENVOLTURA TIENE COMO CARACTERISTICA QUE EL PUENTE VERTICAL ES RECTO Y TIENE EN SU SUPERFICIE POSTERIOR POR LO MENOS UN REBAJE.
MAQUINA DE FUNDICION INYECTADA DE PLASTICOS CON DISPOSITIVO DE CLASIFICACION PARA ELIMINAR PIEZAS INYECTADAS NO UTILIZABLES.
(16/05/1993) LA MAQUINA DE FUNDICION INYECTADA DE PLASTICOS TIENE DEBAJO DEL MOLDE INYECCION UN DISPOSITIVO DE CLASIFICACION CON UNA PLACA GIRATORIA . ESTE SE PUEDE GIRAR A DOS POSICIONES INCLINADAS (POSICION PARA PIEZAS BUENAS Y POSICION PARA PIEZAS MALAS). EN LA POSICION PARA PIEZAS BUENASA, LA PLACA DESEMBOCA EN UNA INSTALACION (CINTA TRANSPORTADORA 17) PARA RECIBIR LAS PIEZAS INYECTADAS . EN LA POSICION PARA PIEZAS MALAS, LA PLACA DESEMBOCA EN UNA INSTALACION DE MACHAQUEO. ESTA TIENE UN MECANISMO DE CORTE (G) QUE SE PUEDE QUITAR COMO UNIDAD DEL SOPORTE DE LA MAQUINA (M). ADEMAS TIENE UN BLOQUE DEL MECANISMO DEL MOTOR QUE ESTA MONTADO FUERA DE LA PROYECCION VERTICAL DEL MECANISMO DE CORTE (G). LA INSTALACION…
CABEZA DE SUJECION PARA EXPULSORES Y TUBULARES EN MOLDES DE INYECCION Y TOPES DE SEGURIDAD PARA SU FUNCIONAMIENTO.
(01/11/1992) CABEZA DE SUJECION PARA EXPULSORES Y TUBULARES EN MOLDES DE INYECCION Y TOPES DE SEGURIDAD PARA SU FUNCIONAMIENTO, ESENCIALMENTE CARACTERIZADA POR ESTAR ACOPLADA AL CORRESPONDIENTE EXPULSOR CON CARACTER AMOVIBLE, A CUYO EFECTO ESTA ESTRUCTURADA MEDIANTE UN CUERPO PRINCIPAL PROVISTO DE UN ALOJAMIENTO AXIAL EN EL QUE SE ESTABLECE UN CASQUILLO RECEPTOR DE LA VARILLA O TUBULAR CONSTITUTIVA DEL EXPULSOR PROPIAMENTE DICHO, HABIENDOSE PREVISTO QUE DICHO CASQUILLO INCORPORE UNA ALINEACION PERIMETRAL DE TALADROS CONICOS, PREFERENTEMENTE EN NUMERO DE TRES, EN LOS QUE JUEGAN RESPECTIVAS BOLAS SUSCEPTIBLES DE ACCEDER PARCIALMENTE HACIA EL INTERIOR DEL CASQUILLO Y DE ACTUAR COMO MEDIOS DE BLOQUEO PARA EL EXPULSOR, HABIENDOSE PREVISTO QUE ESTAS BOLAS JUEGUEN A SU VEZ EN UN REBAJE PERIMETRAL DE QUE ESTA PROVISTO…
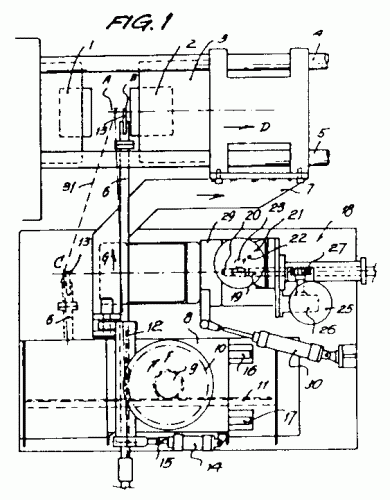
APARATO EXTRACOR DE PIEZAS MOLDEADAS, EN ESPECIAL PARA MAQUINAS DE INYECTAR PLASTICO.
(01/11/1990). Ver ilustración. Solicitante/s: DISEÑO Y CONSTRUCCION DE MECANISMOS AUTOMATICOS, S.A. - DICOMA, S.A. Inventor/es: SAEZ ALBACETE, FELIX.
APARATO EXTRACTOR DE PIEZAS MOLDEADAS, EN ESPECIAL PARA MAQUINAS DE INYECTAR PLASTICO. COMPRENDE UN BRAZO EXTRACTOR QUE SE INTRODUCE ENTRE EL MOLDE FIJO Y EL MOLDE MOVIL PARA COGER LA PIEZA MOLDEADA Y EXTRAERLA FUERA DE LOS MISMOS, Y SE CARACTERIZA POR EL HECHO DE QUE EL BRAZO EXTRACTOR RECIBE EL MOVIMIENTO DEL PROPIO MOLDE MOVIL , MEDIANTE UN BRAZO DE UNION ENTRE EL CUERPO DEL APARATO Y DICHO MOLDE , TRANSMITIENDOSE EL MOVIMIENTO DESDE EL CUERPO AL BRAZO EXTRACTOR MEDIANTE UN MECANISMO DE TRANSMISION, DE MODO QUE EL MOVIMIENTO DEL MOLDE MOVIL Y EL MOVIMIENTO DEL BRAZO EXTRACTOR ESTAN SINCRONIZADOS ACERCANDOSE EL BRAZO A LOS MOLDES MIENTRAS ESTOS SE SEPARAN Y RETIRANDOSE CON LA PIEZA EXTRAIDA MIENTRAS REALIZAN EL MOVIMIENTO DE APROXIMACION. SE EVITAN LOS TIEMPOS MUERTOS AUMENTANDOSE LA PRODUCCION.
METODO DE FABRICACION DE GOTEADORES DE RIEGO, MOLDE DE INYECCION Y GOTEADOR DE RIEGO.
(01/06/1989). Ver ilustración. Solicitante/s: PLASTRO GVAT. Inventor/es: SHFARAM, ADIEL, ZAKAY, AVRAHAM.
METODO DE FABRICACION DE GOTEADORES DE RIEGO, MOLDE DE INYECCION Y GOTEADOR DE RIEGO INCLUYENDO EL METODO LAS ETAPAS DE MOLDEAR SOBRE UN NOYO DE MOLDE INYECCION QUE TIENE AL MENOS N DIAMETROS ACTIVOS DIFERENTES, N ELEMENTOS DIFERENTES AXIALMENTE SEPARADOS DEL GOTEADOR, SIENDO AL MENOS N-1 DE LOS ELEMENTOS SUSTANCIALMENTE ANULARES, PRESENTANDO EL DIAMETRO INTERIOR DE AL MENOS UNO DE LOS ELEMENTOS ANULARES UN AJUSTE PRIETO SOBRE EL DIAMETRO EXTERIOR DEL ELEMENTO INMEDIATAMENTE MENOR, DESMOLDEAR LOS ELEMENTOS DEL NOYO, PARTIENDO DEL ELEMENTO DE MAYOR DIAMETRO INTERIOR, HACIENDO ASI QUE SE ENCAJEN LOS ELEMENTOS APRETADAMENTE UNOS DENTRO DE LOS OTROS, EN UNA RELACION ANGULAR Y AXIAL PREDETERMINADA, Y EXPULSAR EL GOTEADOR ASI TOTALMENTE ENSAMBLADO DEL MOLDE. TAMBIEN UN MOLDE DE INYECCI-ON PARA PRODUCIR GOTEADORES DE RIEGO DE PIEZAS MULTIPLES Y TOTALMENTE ENSAMBLADOS.
PROCEDIMIENTO PARA LA FABRICACION DE TAPONES MEDIANTE INYECCION DE MATERIAL PLASTICO.
(01/02/1979). Solicitante/s: PLASTIVIT, S.A..
Procedimiento para la fabricación de tapones mediante inyección de material plástico, constando dichos tapones de una parte superior plana o tapa continuada en su periferia por un faldón cilíndrico dotado de roscado interior, y en los que se dispone de una junta interior que emerge centradamente de la cara interna de su tapa cuya junta interior consta de una primera parte esencialmente en forma de corona cilíndrica continuada por una parte de forma troncocónica divergente y que además presenta un saliente externo que emerge transversalmente en la zona de coincidencia de la corona y de la parte troncocónica y estando el faldón cilíndrico del tapón prolongado por un precinto, unido al faldón por una pluralidad de puentes de unión de escasa resistencia, cuyo precinto presenta interiormente un saliente anular y exteriormente un escalonado según una superficie perpendicular al eje del tapón.
PROCEDIMIENTO PARA EXTRACCION AUTOMATICA DE LA ESTAMPA SIN DEFORMACION Y SIN EMPLEO DE PENSIONES O TACOS EXTRACTORES DE OBJETOS Y, EN PARTICULAR, DE SUELAS PARA CALZADOS Y PRENSA Y ESTAMPA PARA SU REALIZACION.
(01/03/1977). Solicitante/s: ANSTALT TEXTOLIER.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}