CIP-2021 : F42B 5/28 : de metal.
CIP-2021 › F › F42 › F42B › F42B 5/00 › F42B 5/28[2] › de metal.
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F42 MUNICIONES; VOLADURA.
F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D).
F42B 5/00 Municiones en cartucho, p. ej. cargas propulsivas sin proyectil (municiones para escopetas de caza F42B 7/00; municiones para entrenamiento o instrucción F42B 8/00; proyectiles para municiones en cartucho F42B 12/00, F42B 14/00, F42B 15/00).
F42B 5/28 · · de metal.
CIP2021: Invenciones publicadas en esta sección.
Casquillo de cartucho forjado de precisión.
(05/06/2019). Solicitante/s: NATIONAL MACHINERY LLC. Inventor/es: Carper,Jeffrey W, Hay,Thomas E, WASSERMAN,STANLEY J.
Un método para fabricar un casquillo de cartucho en una sola máquina de conformado progresivo que comprende el conformado en frío de una pieza en bruto de alambre redondo alargado con utillajes que aumentan su diámetro y forman orificios en cada uno de sus extremos y una banda intermedia entre los orificios, estirando una parte de la pieza en bruto que tiene uno de los orificios dentro de una pared delgada para formar una cavidad para finalmente recibir una carga y una bala, recortar un extremo libre de la pared delgada estirada al tiempo que la pieza en bruto se soporta en la máquina para obtener un borde uniforme y alterar la pieza en bruto en el otro orificio de una matriz segmentada que confina la pieza en bruto a la forma acabada de un cabezal de casquillo de cartucho que incluye una ranura de expulsión.
PDF original: ES-2743405_T3.pdf
Método para producir una vaina de cartucho para arma, y una prensa de transferencia de múltiples estaciones para llevar a cabo el método.
(17/05/2017) Un método para fabricar una vaina de cartucho para arma que tenga una ranura, en una única prensa de transferencia de embutición profunda de múltiples estaciones, que comprende las etapas de:
(d2) proporcionar una copa metálica a un conjunto de estaciones de conformación de una prensa de transferencia de embutición profunda de múltiples estaciones, que comprenden un número de punzones y troqueles, en el que con dicha copa metálica se forma una vaina de cartucho por embutición profunda; y
(e2) transferir dicha copa metálica obtenida en la etapa (d2) a una estación de conformación adicional, que comprende un punzón y un troquel, en el que se reduce el diámetro de la base de dicha vaina de cartucho hasta obtener…
CASQUILLO PARA CARGA PROPULSORA Y PROCESO PARA SU FABRICACION.
(01/06/1996). Solicitante/s: NWM DE KRUITHOORN B.V. Inventor/es: PETERS, RENE.
LA INVENCION SE REFIERE A UN CASQUILLO DE ACERO PARA CARGA PROPULSORA, EN EL QUE EL ESPESOR DE PARED (D) DEL CONO DE RESALTO ESTA REDUCIDO EN EL MARGEN DE CENTESIMAS DE MILIMETRO, EN COMPARACION DEL ESPESOR DE PARED (D'') EN LA ZONA CONTIGUA AL CONO DE RESALTO . POR ELLO SE IMPIDE UN CIERRE CON AGARROTADO AL DISPARAR LA MUNICION.
PROCEDIMIENTO, CON SU DISPOSITIVO DE REALIZACION PARA LA FABRICACION DE VAINAS PARA BALAS DE TIRO AL BLANCO.
(16/01/1980). Solicitante/s: GRUAZ,ERIC.
Procedimiento, con su dispositivo de realización para la fabricación de vainas para balas de tiro al blanco, caracterizado porque comprende las etapas de, en primer lugar, obtener un elemento cilíndrico de material plástico que por uno de sus extremos está cerrado por un fondo, después de ello calentar el fondo y, eventualmente, la zona próxima al mismo, ejerciendo sobre la parte cilíndrica propiamente dicha del elemento una presión axial y después situar el elemento en un alojamiento que limita su deformación y actúa como molde.
PROCEDIMIENTO DE FABRICACION DE CASQUILLOS DE ACERO PARA MUNICIONES DE ARMAS DE FUEGO.
(01/10/1976). Solicitante/s: MANUFACTURE DE MACHINES DU HAUTHRHIN, S. A.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS CASQUILLOS DE PROYECTILES.
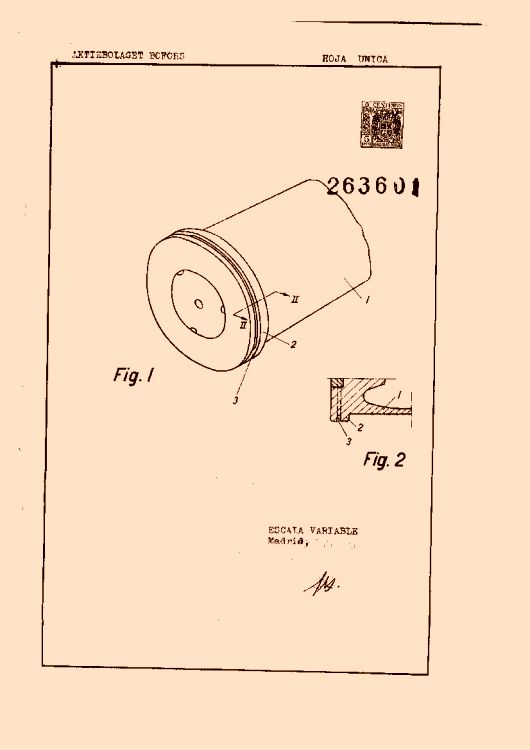
(16/04/1961). Ver ilustración. Solicitante/s: BOFORS AKTIEBOLAGET.
Perfeccionamientos introducidos en los casquillos de proyectilesque se caracterizan porque en la superficie cilíndrica de la bridadispuesta en la arista posterior del casquillova practicada una acanaladura concéntrica que la divide en una parte delantera sobre la que sin perjuicio del espesor de la bridaque dependerá de las dimensiones del arma de fuego solamente actuará el extractoren tanque que durante la desviación del casquillo del proyectilsolo la parte trasera de la brida se pondrá en contacto con el dispositivo de expulsión.
{kind=link}