CIP-2021 : B21B 37/78 : Control de la laminación de tubos.
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/78[1] › Control de la laminación de tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/78 · Control de la laminación de tubos.
CIP2021: Invenciones publicadas en esta sección.
Laminador de paso de peregrino en frío y método para transformar una envuelta de tubo en un tubo.
(06/07/2016) Un laminador de paso de peregrino en frío para transformar una envuelta de tubo en un tubo con un par de rodillos están fijados de forma giratoria a un bastidor de rodillos y con un mandril de rodillo como herramienta, un carro de sujeción de alimentación para recibir la envuelta del tubo y un accionamiento para el carro de sujeción de alimentación que está dispuesto de tal manera que mueve el carro de sujeción de alimentación de tal modo, durante el funcionamiento del laminador de paso de peregrino en frío, que la envuelta del tubo se mueve paso a paso en la dirección de la herramienta , caracterizado por que el laminador de paso de peregrino en frío comprende además un control y un sensor para detectar una medida de una fuerza ejercida durante…
PROCEDIMIENTO PARA EL CONTROL DEL NUMERO DE REVOLUCIONES CON EL FIN DE MINIMIZAR LA FORMACION DE POLIGONOS INTERIORES.
(01/04/2006). Solicitante/s: SMS DEMAG AG. Inventor/es: PEHLE, HANS JOACHIM DR.ING., THIEVEN, PETER DR.ING.
Procedimiento para el control del espesor de pared del tubo en un tren continuo reductor por estirado, de muchas cajas, con dispositivos para la medición del espesor de pared del tubo después del tren reductor por estirado, con una unidad de ordenador para el procesado de los valores de la medición, y con un dispositivo para el mando del número de revoluciones de los motores de accionamiento, caracterizado porque mediante modificación mandada por ordenador de los números de revoluciones de los motores de accionamiento, durante el paso continuo del tubo se mantiene constante el estirado global, y de este modo se reduce a un mínimo la formación de polígono interior, llevándose a cabo la modificación de los números de revoluciones de los motores de accionamiento, de forma que se aumentan las relaciones de números de revoluciones en un grupo de cajas de laminación, y al mismo tiempo se reducen en otro grupo de cajas de laminación.
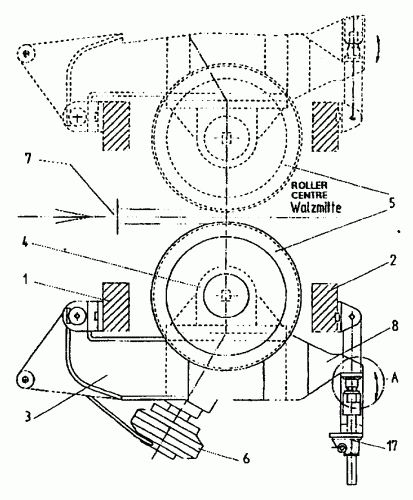
PROCEDIMIENTO PARA EL FUNCIONAMIENTO DE UN TREN LAMINADOR REDUCTOR DE DESBASTE Y TREN LAMINADOR REDUCTOR DE DESBASTE.
(01/07/2005). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: PEHLE, HANS JOACHIM, DR.
Procedimiento para el hidroformilado continuo de polialquilenos, esencialmente monoinsaturados, con 30 a 700 átomos de carbono, en el que: i) se obtiene un catalizador de carbonilo de cobalto con actividad de hidroformilado en ausencia de polialquilenos, a partir de un precursor de catalizador disuelto en una fase acuosa, ii) se hidroformilan los polialquilenos en una zona de reacción en presencia del catalizador de carbonilo de cobalto con gas de síntesis, iii) a partir de la descarga de la zona de reacción se separa el catalizador de carbonilo de cobalto bajo recuperación, al menos parcial, del precursor de catalizador, y se devuelve al precursor de catalizador en el paso i).
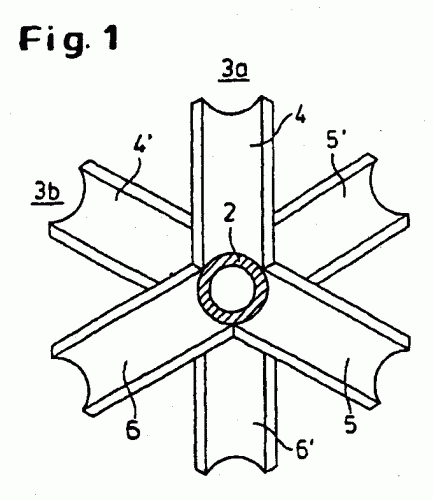
Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento.
(16/03/2003) Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento, por medio de un cambio temporal del par de giro de cajas de laminación accionadas individualmente al pasar el comienzo del tubo o el final del tubo por la instalación de laminación reductora por estiramiento de manera que se laminan los extremos de tubo con relaciones de velocidades de laminación mayores que las estacionarias, caracterizado porque entre las relaciones de velocidad estacionarias y las aumentadas se ajustan relaciones de velocidad menores que las estacionarias. -------- -------------------------------- Leyenda de las figuras: Fig. 1 Walzendrehzahlen…
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE REDONDO DE ACERO.
(01/12/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: KUMMERLING, ROLF, KINDSGRAB, ADOLF, PIETERS, ROLF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE UN REDONDO DE ACERO SOLIDO MEDIANTE PUNZONADO EN UN MECANISMO DE LAMINACION BAJO LA UTILIZACION DE ELEMENTOS DE GUIA FORMANDO UNA DISPOSICION DE CALIBRADO. DE ACUERDO CON LA INVENCION, ANTES DEL COMIENZO DEL PROCESO DE PUNZONADO, SE REDUCE LA DISTANCIA ENTRE LOS ELEMENTOS DE GUIA DE FORMACION DE LA APLICACION DE CALIBRACION EN COMPARACION CON LA FASE DE LAMINACION ESTACIONARIA Y, DESPUES DE LA LAMINACION INICIAL, SE AJUSTA LA DISTANCIA AL VALOR USUAL PARA LA FASE ESTACIONARIA. MEDIANTE LA COMPARACION DE LAS FUERZAS QUE ACTUAN SOBRE LOS ELEMENTOS DE GUIA QUE FORMAN LA APLICACION DE CALIBRADO CUANDO EL REDONDO DE ACERO ESTA SIENDO PERFILADO Y LAS FUERZAS DE CIERRE QUE MANTIENEN PEQUEÑA LA DIMENSION DE APERTURA DE CALIBRADO SE VARIA LA DISTANCIA AUTOMATICAMENTE. LA INVENCION SE REFIERE, ADEMAS, A UN DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
{kind=link}
{kind=link}