CIP-2021 : B23Q 15/00 : Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza.
CIP-2021 › B › B23 › B23Q › B23Q 15/00[m] › Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23Q 15/00 hasta B23Q 27/00: Medida; Indicación; Control
B23Q 15/007 · durante la acción de la herramienta sobre la pieza.
B23Q 15/013 · · Control o regulación del movimiento de avance (B23Q 15/12 tiene prioridad).
B23Q 15/02 · · · en función de la cota instantánea y de la cota elegida para la pieza en cuestión (B23Q 15/06 tiene prioridad).
B23Q 15/04 · · · en función de la cota definitiva de la pieza previamente elaborada (B23Q 15/06 tiene prioridad).
B23Q 15/06 · · · en función de los datos dimensionales que resultan de varios métodos de calibrado basados sobre principios de medida diferentes, p. ej. por medios ópticos y mecánicos a la vez.
B23Q 15/08 · · Control o regulación de la velocidad de corte (B23Q 15/12 tiene prioridad).
B23Q 15/10 · · · para asegurar una velocidad de corte constante.
B23Q 15/12 · · Control autoadaptativo, es decir, ajustándose ellos mismos de forma que proporciona el mejor rendimiento en función de criterios fijados previamente.
B23Q 15/14 · · Control o regulación de la orientación de la herramienta con relación a la pieza.
B23Q 15/16 · · Compensación del desgaste de la herramienta.
B23Q 15/18 · · Compensación de la deformación de la herramienta debido a la temperatura o al esfuerzo.
B23Q 15/20 · antes o después de la acción de la herramienta sobre la pieza.
B23Q 15/22 · · Control o regulación de la posición de la herramienta o de la pieza.
B23Q 15/24 · · · de la posición lineal.
B23Q 15/26 · · · de la posición angular.
B23Q 15/28 · · con compensación del desgaste de la herramienta.
CIP2021: Invenciones publicadas en esta sección.
(25/09/2019) Puesto de mecanizado, en particular puesto de trabajo de montaje, en el que pueden ejecutarse operaciones de mecanizado manuales y/o parcialmente automatizadas, en particular operaciones de montaje, por parte de un usuario, siendo los componentes (W) que deben producirse en particular muebles o fragmentos de muebles y presentando el puesto de mecanizado:
una unidad de control;
una unidad de indicación conectada con la unidad de control; y
una o varias herramientas y/o varios depósitos para elementos constructivos individuales para el mecanizado del componente (W),
estando configurada la unidad de indicación de tal manera que facilita la información de mecanizado al usuario, información de mecanizado…
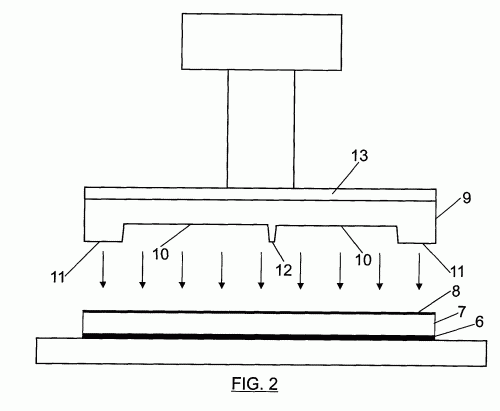
Prensa eléctrica de polvo de metal o de cerámica y correspondiente procedimiento de control.
(03/07/2019) Prensa eléctrica de polvo de metal o de cerámica o herramienta de prensa con una prensa de este tipo con
- un equipo de punzonado que está diseñado de manera regulable para prensar un polvo y/o granulado en una matriz por medio de al menos un punzón, en particular por medio de múltiples punzones regulables relativamente entre sí en dirección axial, para convertirse en una pieza prensada,
- al menos un equipo de husillo que presenta un husillo y una rueda de husillo , estando configurado el al menos un equipo de husillo , el equipo de punzonado o componentes regulables relativamente entre sí del equipo de punzonado , de manera regulable en una dirección de prensa o en sentido contrario en función de la dirección de accionamiento,
- al menos un accionamiento de husillo que está…
MÉTODO Y SISTEMA DE MANUFACTURA DE ESTRUCTURA DE TRANSICIÓN DE ETAPA PARA TURBINA AEROESPACIAL UTILIZANDO METROLOGÍA MULTISENSOR EN LÍNEA.
(28/06/2018) Descripción técnica: Método de manufactura de componenetes estructurales de turbina aeroespacial conformado por la combinación de procesos, materiales, herramentales, y técnicas de maquinado caracterizado por una celda de manufactura por control numérico con capacidad herramental de mínimo cinco ejes críticos para el maquinado de piezas con formas, geometrías y dimensiones especiales, celda de metrología multi sensor para la captura dimensional de geometría de componentes maquinados, caracterizada por la captura inteligente de datos en por lo menos seis grados de libertad, modelación multifactorial y comunicación con servidor de análisis inteligente,…
(23/11/2016). Solicitante/s: CITIZEN WATCH CO. LTD.. Inventor/es: ASAHARA,NORIYUKI.
Máquina herramienta que comprende una cámara de mecanizado para mecanizar un material, un elemento de iluminación previsto en la cámara de mecanizado , y una unidad de CN para controlar una operación de mecanizado basándose en un programa de CN,
incluyendo la unidad de CN medios de ejecución manuales para ejecutar la operación de mecanizado mediante una señal generada en respuesta al accionamiento de una parte de operación manual, y que tiene un modo de parada de un bloque en el que el programa de CN se ejecuta para un bloque y a continuación se detiene, caracterizada porque están previstos medios de notificación para emitir una notificación de fin de la ejecución de un bloque del programa de CN mientras la operación de mecanizado se ejecuta manualmente usando los medios de ejecución manuales en el modo de parada de un bloque, y
los medios de notificación comprenden el elemento de iluminación.
PDF original: ES-2614874_T3.pdf
Dispositivo de comprobación de interferencias, procedimiento de comprobación de interferencias, y máquina herramienta que tiene el dispositivo de comprobación de interferencias.
(04/05/2016) Procedimiento de comprobación de interferencias en un aparato, estando provisto el aparato de una pluralidad de cuerpos amovibles que pueden moverse en una dirección predeterminada, medios de movimiento para mover la citada pluralidad de cuerpos amovibles, y otros medios de movimiento para mover al menos uno de los citados cuerpos amovibles en la misma dirección de línea axial que uno de los medios de movimiento, y se realiza una comprobación de interferencias cuando el citado al menos uno de los citados cuerpos amovibles se mueve, que comprende las etapas de:
designar un cuerpo en movimiento que tiene una posibilidad de ser interferido, e introducir los ejes de movimiento del citado cuerpo en movimiento;
…
Máquina herramienta con estación del operario ubicada de manera óptima.
(13/08/2014) Una máquina herramienta que tiene ejes de movimiento X, Y y Z generalmente perpendiculares y la máquina herramienta tiene una zona de trabajo que contiene una herramienta de trabajo , comprendiendo la máquina herramienta:
una columna del eje Y para soportar una herramienta de trabajo para su movimiento en los ejes Y y Z; un cargador de herramientas montado en el lado de la columna del eje Y ;
un intercambiador automático de herramientas para las herramientas en el cargador de herramientas y que está montado en el mismo lado de la columna del eje Y al igual que el cargador de herramientas ; una protección que rodea los ejes X, Y y Z de la máquina herramienta, la columna del eje Y , el cargador de herramientas y el intercambiador automático de herramientas ;
una estación del operario para la máquina herramienta que incluye…
METODO DE CONTROL PARA MAQUINA CON CONTROL NUMERICO.
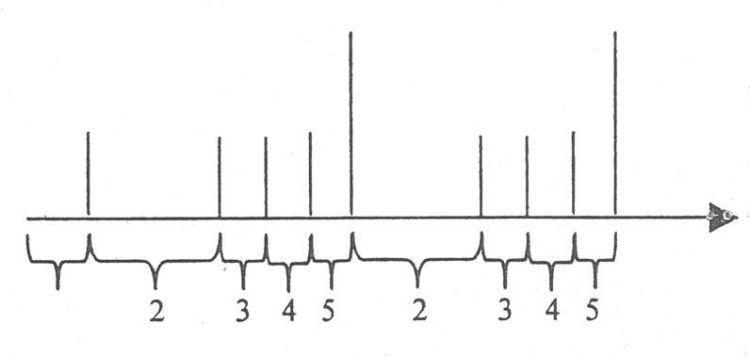
(16/03/2009). Ver ilustración. Solicitante/s: CONSEJO SUPERIOR INVESTIG. CIENTIFICAS. Inventor/es: AKINFIEV,TEODOR, ARMADA RODRIGUEZ,MANUEL ANGEL, ROS TORRECILLAS,SALVADOR, RAMIREZ ROJAS,ADRIANA C, ALIQUE LOPEZ,JOSE RAMON.
Método de control para máquina con control numérico.#El método de control para máquina con control numérico contempla los siguientes pasos:#- Se miden y se registran las variables del proceso de mecanizado en al menos parte de la trayectoria de trabajo.#- Se calculan y se registran las propiedades del proceso de mecanizado en al menos parte de la trayectoria de trabajo.#- Se comparan las propiedades del proceso de mecanizado medidas con valores definidos previamente.#- Se continúa con la ejecución de la operación de mecanizado sin cambio alguno de los parámetros del proceso de mecanizado si las propiedades medidas se encuentran dentro de los límites establecidos por los valores definidos previamente.#- Se cambia automáticamente los parámetros del proceso de mecanizado, por tanto, se cambia automáticamente el programa si las propiedades medidas se encuentran fuera de los límites establecidos por los valores definidos, previamente.
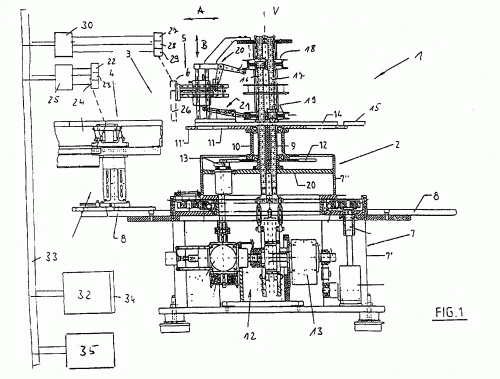
SISTEMA DE MECANIZADO Y UNIDAD DE HERRAMIENTA PARA EL MECANIZADO DE PIEZAS DE TRABAJO.
(16/06/2006) Sistema de mecanizado (SYS) para mecanizar piezas de trabajo, en especial piezas de trabajo dispuestas en una línea de fabricación, que comprende: a) un conjunto de unidades de herramienta (WE1, WE2, WEn), cada una con una herramienta de mecanizado (WZ1, WZ2, WZn) eléctricamente controlable y una unidad de soporte (3-1, 3-2, 3-n); b) un dispositivo de soporte y desplazamiento en el cual las unidades de soporte están alojadas de forma secuencial, estando las unidades de soporte alojadas de forma desplazable en el dispositivo de soporte y desplazamiento; y c) un conjunto de unidades de control (ST1, ST2, STn), cada…
PROCEDIMIENTO DE FABRICACION DE APLIQUES TRIDIMENSIONALES.
(16/08/2005). Ver ilustración. Solicitante/s: JIMENEZ VICENTE,ANTONIO. Inventor/es: JIMENEZ VICENTE,ANTONIO.
Procedimiento de fabricación de apliques tridimensionales, mediante la aplicación en caliente de una placa conformadora sobre un estratificado compuesto por un laminado soporte , un laminado intermedio a base de un material esponjoso, y un laminado superior portador del dibujo a reproducir. La placa dispone de bajorrelieves y resaltes que reproducen las formas del aplique y unen por termosoldadura los tres laminados. Los bajorrelieves de la placa conformadora se obtienen por mecanizado.
APARATO PARA LA COLOCACION DE UNA HERRAMIENTA O DE UN PORTAHERRAMIENTAS EN UNA MAQUINA DISEÑADA PARA PROCESAR UN MATERIAL LAMINADO.
(16/07/2005) Una máquina para procesar un material laminado en piezas en bruto de embalaje, haciendo avanzar el material laminado por la máquina en una primera dirección (X) desde un extremo de alimentación hacia un extremo de descarga, comprendiendo la máquina - un armazón que transporta un juego de rodillos de alimentación , arrastrados para alimentar recíprocamente el material laminado en la primera dirección; - un primer juego de herramientas transportadas en el portaherramientas y sujetas por el armazón para procesar el material laminado en dicha primera dirección (X); - un segundo juego de herramientas transportado en el portaherramientas (7) y sujetas por el armazón para procesar el material laminado en una segunda dirección (Y), transversalmente a la primera dirección; - pudiéndose desplazar…
MESA CIRCULAR ROBOTIZADA PARA EL POSICIONAMIENTO DE PIEZAS U OBJETOS.
(01/02/2005). Ver ilustración. Solicitante/s: UNIVERSIDAD DE VIGO. Inventor/es: PELAEZ LOURIDO,GERARDO MANUEL.
Mesa circular robotizada para el posicionamiento de piezas u objetos alojados en paleta de su periferia en el área de trabajo de máquinas e instalaciones. Compuesta por un árbol verticalmente dispuesto mediante dos rodamientos transversales internos que lo acoplan sin rozamiento a un eje alojado en su interior y roscado en un extremo para fijarlo a modo de perno a una plataforma base en la que también descansa el árbol mediante un rodamiento axial. Un motor paso a paso a través de un salto de engranajes proporciona el par de giro. El par de mantenimiento de este motor fija la posición de la mesa actuando como freno electromecánico, la secuencia de conmutación para sus fases la proporciona un autómata programable. La mesa consta de los correspondientes sensores de posición y velocidad. El sensor de posición es absoluto lo cual permite la orientación respecto a una referencia en la conexión del sistema.
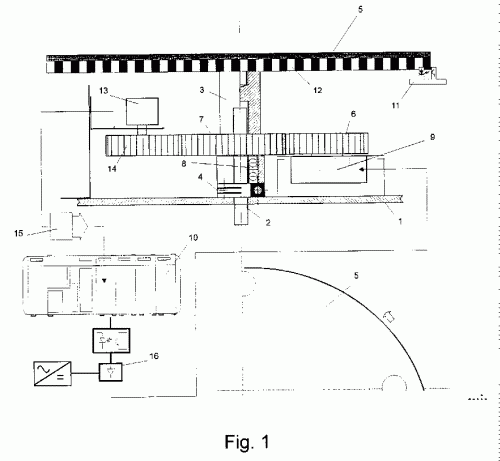
MAQUINA DE FABRICACION Y MONTAJE.
(16/12/2004). Ver ilustración. Solicitante/s: KUMETH, SIEGMUND. Inventor/es: KUMETH, SIEGMUND.
LA INVENCION SE REFIERE A UN NUEVO TIPO DE MAQUINA AUTOMATICA DE FABRICACION Y MONTAJE ASI COMO A UNA UNIDAD FUNCIONAL, POR EJEMPLO UNA ESTACION DE TRABAJO O LAS HERRAMIENTAS PARA ESA MAQUINA AUTOMATICA.
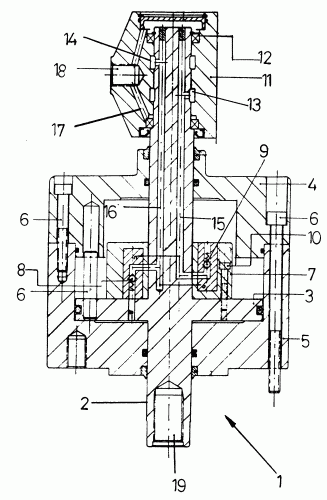
CILINDRO HIDRAULICO ROTATIVO DE DOBLE EFECTO PERFECCIONADO.
(01/06/1996). Ver ilustración. Solicitante/s: SANCHEZ CORDOBA, PEDRO.
1. CILINDRO HIDRAULICO ROTATIVO DE DOBLE EFECTO PERFECCIONADO; QUE SE CARACTERIZA PORQUE COMPRENDE UN EJE UN ENSANCHAMIENTO QUE DEFINE UN PISTON, EN UN EJE SE MONTA A AMBOS LADOS DEL PISTON DOS PIEZAS ANULARES DE DIFERENTE LONGITUD Y DE MAYOR DIAMETRO QUE EL PISTON QUE SE UNEN POR TORNILLOS Y QUE DEFINEN LA CAMARA DEL CILINDRO EN LA CUAL Y MONTADA EN EL EJE APARECE UN CASQUILLO QUE SE FIJA CON TORNILLOS A UNA DE LAS CARAS DEL PISTON Y CUYO CASQUILLO INCORPORA VALVULAS ANTI-RETORNO EN EL SENTIDO AXIAL DISPUESTAS EN CONDUCTOS CONECTADOS CON OTROS QUE APARECEN PRACTICADOS EN EL INTERIOR DEL EJE POR LOS CUALES CIRCULA LIQUIDO HIDRAULICO QUE UN CIRCUITO AL QUE PERTENECEN DOS BOCAS DE ENTRADA Y DE SALIDA DE LIQUIDO; EN UNO DE LOS EXTREMOS DEL EJE SE CONECTA EL ELEMENTO QUE TRASMITE EL MOVIMIENTO A LA PIEZA DE LA MAQUINA, MIENTRAS QUE EN EL OTRO EXTREMO SE MONTA UNA CARCASA CON UNOS CONDUCTOS DE DRENAJE DEL CIRCUITO HIDRAULICO SOBRANTE.
CILINDRO HIDRAULICO ROTATIVO DE DOBLE EFECTO PERFECCIONADO.
(01/06/1996). Ver ilustración. Solicitante/s: SANCHEZ CORDOBA, PEDRO.
1. CILINDRO HIDRAULICO ROTATIVO DE DOBLE EFECTO PERFECCIONADO; CARACTERIZADO PORQUE COMPRENDE UN EJE DOTADO DE UN ENSANCHAMIENTO QUE DEFINE UN PISTON, EN UNO DE CUYOS EXTREMOS DEL EJE SE FIJA POR ROSCA EL ELEMENTO A GOBERNAR DE UNA MAQUINA-HERRAMIENTA, MIENTRAS QUE POR EL OTRO EXTREMO PRESENTA UN ENSANCHAMIENTO QUE EN EL MOVIMIENTO DEL EJE ENTRA EN CONTACTO CON DOS DETECTORES QUE REGULAN EL ACCIONAMIENTO DEL ELEMENTO CONECTADO AL EJE; MIENTRAS QUE EN EL EJE SE MONTAN PORCIONES CILINDRICAS QUE DEFINEN LA CAMARA DEL PISTON Y EL CIRCUITO HIDRAULICO DE PRESION Y DE DESPLAZAMIENTO DEL PISTON REGULADO CON VALVULAS ANTI-RETORNO DISPUESTAS EN SENTIDO RADIAL AL EJE, A CUYAS VALVULAS SE TIENE ACCESO POR MEDIO DE UN TAPON MONTADO EN LA CARCASA PROPIA DEL CILINDRO EN LA CUAL VAN POSICIONADAS LAS TOMAS DE LIQUIDO HIDRAULICO.
CONJUNTO DE CARRO PORTA-HERRAMIENTAS Y PLATO, PARA CENTRO DE MECANIZACION.
(01/09/1990). Ver ilustración. Solicitante/s: J-2000, S.A.L.. Inventor/es: EPELDE, LUIS.
CONJUNTO DE CARRO PORTA-HERRAMIENTAS Y PLATO, PARA CENTRO DE MECANIZADO, CARACTERIZADO PORQUE CONSTA DE SENDAS TRANSMISIONES, UNA DIRECTA ENTRE EL EJE PRINCIPAL Y EL CARRO PORTA-HERRAMIENTAS Y OTRA INDIRECTA ENTRE ELLOS A TRAVES DEL PLATO (AL QUE TAMBIEN SE TRANSMITE GIRO DESDE EL EJE PRINCIPAL); TRANSMISIONES QUE PROPORCIONAN A DICHO CARRO PORTA-HERRAMIENTAS MOVIMIENTOS DE IGUAL MAGNITUD Y SENTIDOS CONTRAPUESTOS PARA EVITAR EL MOVIMIENTO RELATIVO ENTRE CARRO PORTA-HERRAMIENTAS Y PLATO; Y UNA TRANSMISION ADICIONAL QUE, PARTIENDO DE UN MOTOR DE ACCIONAMIENTO Y A TRAVES DE UN ELEMENTO/CORONA, ENGRANA CON LA CITADA TRANSMISION DIRECTA VARIANDO SU REGIMEN DE GIRO Y PROPORCIONANDO UN MOVIMIENTO RELATIVO DEL CARRO PORTA-HERRAMIENTAS RESPECTO AL PLATO. SE UTILIZA EN EL CAMPO DE LA MAQUINA-HERRAMIENTA.
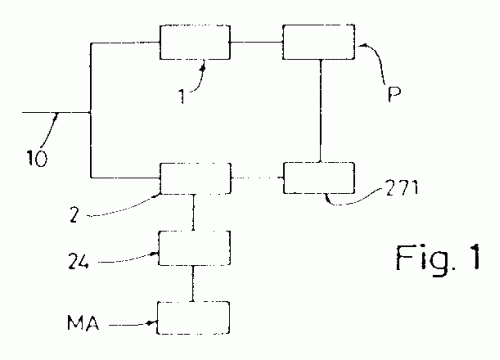
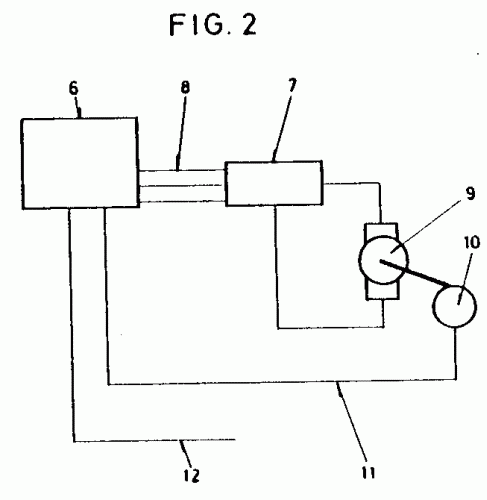
APARATO PARA EL CONTROL DE AUTOMATISMOS.
(16/07/1990). Ver ilustración. Solicitante/s: TRAPE I FARRES, FREDERIC.
COMPRENDE UNA UNIDAD CENTRAL DE PROCESO CON UN CIRCUITO DETECTOR DE PUESTA EN TENSION, UN GENERADOR DE SEÑALES DE RELOJ, UN DECODIFICADOR DE DIRECCIONES, UN MICROCONTROLADOR PARA SUMINISTRO DE ORDENES A PERIFERICOS, UNA MEMORIA NO VOLATIL CON EL PROGRAMA, UNA MEMORIA VOLATIL DE ALMACENAMIENTO, SEÑALES DE ENTRADA/SALIDA Y UN BUS DE DATOS DEL SISTEMA. LA RELACION ENTRE EL CONTROLADOR Y EL CIRCUITO CONTROLADO, COMPRENDE UNA SEÑAL ANALOGICA Y DOS SEÑALES DIGITALES, Y EL EJE DEL MOTOR INCORPORA UN CODIFICADOR LINEAL ROTATIVO. LA SALIDA Y LOS CIRCUITOS INTERNOS SE HALLAN ACOPLADOS OPTICAMENTE PARA OBTENER UN AISLAMIENTO GALVANICO. APLICABLE A FUNCIONES DE RECUENTO DE FENOMENOS, POSICIONADO DE EJES Y ALIMENTACION DE CIRCUITOS.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS POSICIONADORES DE UN EJE PROGRAMABLES PARA TOPES EN MAQUINAS HERRAMIENTAS.
(16/06/1984). Solicitante/s: CASTELLANOS FERNANDEZ,CESAREO MARTINEZ RUIZ,CLAUDIO.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS POSICIONADORES DE UN EJE PROGRAMABLES PARA TOPES EN MAQUINAS HERRAMIENTAS.COMPRENDE UN ARMARIO PROGRAMADOR Y UN ARMARIO DE POTENCIA , CONECTADO ENTRE SI Y AL SERVOMOTOR DE ACCIONAMIENTO DEL EJE DEL HUSILLO , JUNTO CON EL CODIFICADOR , CONECTADO AL PROGRAMADOR. EL ARMARIO DE POTENCIA ESTA CONECTADO A LA RED AL MOTOR DE ACCIONAMIENTO Y EL CONECTOR . EL ARMARIO PROGRAMADOR CONSTA DE UNA SERIE DE INTERRUPTORES DE MANDO, DIODOS DE SEN/ALIZACION, INDICADORES DIGITALES DE PROGRAMAS, SECUENCIAS Y COTAS MEMORIZADAS Y TECLADO OPERATIVO PARA LECCION DE PROGRAMAS, JUNTO CON FUSIBLE E INTERRUPTOR. PERMITE EJECUTAR LA ORDEN DE SALIDA CUANDO EL TOPE ESTA YA SITUADO, ESPERANDO UNA NUEVA SEN/AL EXTERIOR PARA UN NUEVO POSICIONADO.
(16/06/1980). Solicitante/s: H.ERNAULT-SOMUA.
Máquina-herramienta equipada de un primer carro porta- herramientas cuyos desplazamientos son efectuados por órganos situados bajo el control de un mando numérico y de un segundo carro que lleva un dispositivo automático de carga de piezas brutas y de descarga de piezas mecanizadas, caracterizada porque los medios de mando de los desplazamientos del segundo carro están constituidos por una conexión liberable apropiada para unir temporalmente y de manera positiva dicho segundo carro con el primer carro accionandose selectivamente dicha conexión liberable bajo el control de informaciones introducidas en el mando numérico antedicho.
APARATO PARA RECTIFICAR AUTOMATICAMENTE CUBIERTAS DE NEUMATICOS.
(16/01/1976). Solicitante/s: THE GENERAL TIRE & RUBBER COMPANY.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}