CIP-2021 : B28B 11/08 : para conformar superficies, p. ej. alisado, apisonado con rodillo de puntas, impresionado en relieve, ranurado.
CIP-2021 › B › B28 › B28B › B28B 11/00 › B28B 11/08[1] › para conformar superficies, p. ej. alisado, apisonado con rodillo de puntas, impresionado en relieve, ranurado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26).
B28B 11/08 · para conformar superficies, p. ej. alisado, apisonado con rodillo de puntas, impresionado en relieve, ranurado.
CIP2021: Invenciones publicadas en esta sección.
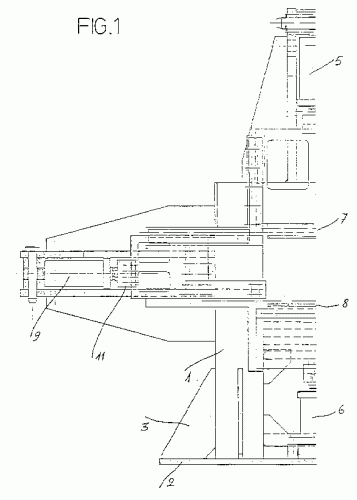
APARATO PARA LA MANUFACTURA DE COLUMNAS DE HORMIGON.
(16/07/1996). Solicitante/s: PARTEK CONCRETE OY AB. Inventor/es: VIRTANEN, OLLI.
SE PRESENTA UN APARATO PARA MANUFACTURAR COLUMNAS DE HORMIGON, QUE TIENE UNIDAD DE SUMINISTRO DEL HORMIGON Y UNA UNIDAD PARA EL PULIDO DE LA COLUMNA . LA UNIDAD DE SUMINISTRO TIENE UN CAÑON QUE SE MUEVE A LO LARGO DE UN SOPORTE VERTICAL Y UN DISCO AMOLADOR , POR MEDIO DE LOS CUALES SE MANUFACTURA UNA COLUMNA DE HORMIGON DISPARANDO UNA MEZCLA DE HORMIGON CONTRA UN BLANCO ESPECIFICO QUE GIRA ALREDEDOR DE SU EJE DESPUES DE LO CUAL LA COLUMNA ENDURECIDA SE TRANSFIERE HASTA LA UNIDAD AMOLADORA , EN DONDE LA SUPERFICIE DE LA COLUMNA DE HORMIGON SE PULE POR MEDIO DE UN SEGUNDO DISPOSITIVO AMOLADOR , QUE SE MUEVE A LO LARGO DE UN SOPORTE VERTICAL . TANTO EL CAÑON COMO LA UNIDAD PULIDORA TIENEN UNOS DISPOSITIVOS OSCILANTES POR MEDIO DE LOS CUALES LOS SOPORTES VERTICALES PUEDEN OSCILAR CON RELACION AL EJE DE LA COLUMNA DE HORMIGON DE MANERA QUE SE PUEDEN PRODUCIR COLUMNAS CONICAS.
PROCEDIMIENTO DE FORMACION DE DOVELAS PREFABRICADAS.
(01/03/1996). Ver ilustración. Solicitante/s: SOCIETE DES TUYAUX BONNA. Inventor/es: BROCART, JEAN-CLAUDE, CREVEL, GEORGES, LEBLANC, FRANCOIS.
PROCEDIMIENTO DE FABRICACION DE DOVELAS PREFABRICADAS DE HORMIGON QUE COMPRENDEN DOS CARAS CURVADAS CILINDRICAS Y POR LO MENOS CUATRO CARAS LATERALES . SE CUELA LA DOVELA DE PIE SOBRE UNA DE LAS CARAS QUE CORRESPONDE AL FONDO DEL MOLDE, DE MANERA QUE LAS DOS CARAS DE EXTRADOS Y DE INTRADOS DE LA DOVELA SEAN ENCOFRADAS DIRECTAMENTE SOBRE DOS PAREDES LATERALES DEL MOLDE A LAS CUALES SE DA UNA CURVATURA CORRESPONDIENTE Y, AL FINAL DE LA COLADA, SE COLOCA EN LA ABERTURA DE COLADA POR LO MENOS UNA PLACA QUE SE MANTIENE, DURANTE LA COLADA, EN UNA POSICION DETERMINADA CON RELACION AL MOLDE, DE MANERA QUE DICHA PLACA ASI EMPOTRADA FORME, DESPUES DEL DESMOLDEO, UNA PLACA DE DISTRIBUCION QUE MATERIALIZA UN PLANO DE APOYO DE REFERENCIA QUE RESPETA LA GEOMETRIA A DAR A LA DOVELA . EL INVENTO SE APLICA ESPECIALMENTE A LA REALIZACION DE TUNELES DE GRANDES DIMENSIONES.
CONFORMACION DE PANELES DE AISLAMIENTO TERMICO MICROPOROSO.
(01/11/1995). Solicitante/s: MICROPORE INTERNATIONAL LIMITED. Inventor/es: MCLOUGHLIN, JAMES ANTHONY, GIBSON, BARRY.
AL MENOS UN BORDE DE UN PANEL SUBSTANCIALMENTE PLANO DE MATERIAL DE AISLAMIENTO TERMICO MICROPOROSO SE CONFORMA CONSTRIÑIENDO LAS CARAS PLANAS DEL PANEL DE FORMA QUE RESISTAN LA DEFORMACION DE LAS CARAS DEL PANEL ADYACENTE AL BORDE DEL PANEL A SER CONFORMADO. UN MIEMBRO FORMADOR SE EMPUJA ENTONCES CONTRA EL BORDE DEL PANEL PARA CONFORMAR EL BORDE, EL MIEMBRO DE FORMACION TIENE UN PERFIL TAL QUE PROVOCA QUE SE AHUEQUE EL BORDE DEL PANEL. EL MIEMBRO DE FORMACION SE SEPARA ENTONCES DEL BORDE DEL PANEL PARA PERMITIR QUE EL PANEL ADOPTE UN BORDE RELATIVAMENTE CUADRADO, Y LAS CARAS PLANAS DEL PANEL SE LIBERAN.
PROCESO Y DISPOSITIVO PARA ENVEJECER ARTIFICIALMENTE LADRILLOS.
(01/10/1995). Solicitante/s: BVBA BOUWMATERIALEN OLIVIER. Inventor/es: VANKEIRSBILCK, TONNY.
LA INVENCION SE REFIERE A UN PROCESO PARA TRATAR LADRILLOS HECHOS DE ARCILLA Y COCIDOS EN EL HORNO, PROCESO EN EL QUE SE COLOCAN LADRILLOS FRESCOS EVENTUALMENTE SOMETIDOS AL ENARENAMIENTO Y EVENTUALMENTE REGADOS CON AGUA, Y MORTERO EN UN TAMBOR IMPULSADO EN ROTACION, DE MANERA QUE LOS LADRILLOS CAEN UNOS SOBRE OTROS DURANTE UN INTERVALO DE TIEMPO DETERMINADO. DESPUES DE ESTA OPERACION, SE SACAN DEL TAMBOR LOS LADRILLOS QUE PRESENTAN DEFORMACIONES E INCRUSTACIONES DE MORTERO. A LO LARGO DEL TRATAMIENTO, LOS LADRILLOS SUFREN DEGRADACIONES Y PIERDEN SUS ARISTAS VIVAS DE MANERA A TOMAR UN ASPECTO DE LADRILLO VIEJO O UN ASPECTO RUSTICO.
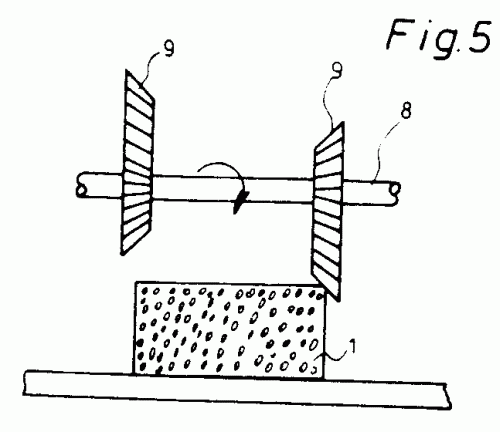
METODO DE PRODUCCION DE UN PILAR O VIGA DE HORMIGON.
(16/05/1994). Solicitante/s: BETEMI OY. Inventor/es: VIRTANEN, OLLI.
METODO DE PRODUCCION PARA FABRICAR UN PILAR O VIGA DE HORMIGON, EN EL QUE SE NEBULIZA UNA MEZCLA DE HORMIGON CONTRA LA PARED DE UN MOLDE QUE TIENE UNA FORMA PREDETERMINADA, TRAS LO CUAL LA SUPERFICIE DE HORMIGON ES ALISADA. LA SUPERFICIE DE HORMIGON SE ALISA CON LA AYUDA DE UN DISCO ALISADOR , SIENDO EL PILAR O VIGA GIRADO PARA COLOCAR EN UN LADO DEL MISMO FRENTE AL DISCO ALISADOR, DE FORMA QUE EL PILAR O VIGA TENGA UNA SECCION CUADRADA, RECTANGULAR, PENTAGONAL, HEXAGONAL O DE FORMA SIMILAR.
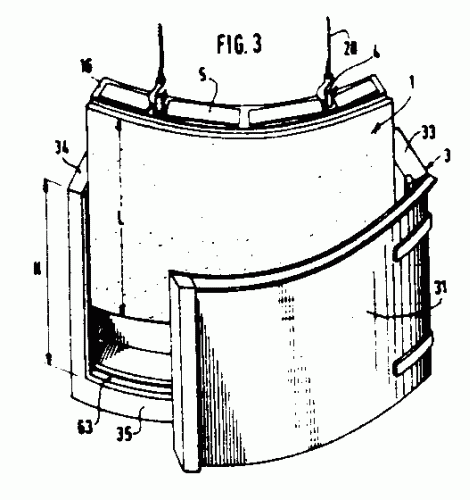
LASTRE PARA CUBA DE LAVADORA Y SU PROCESO DE FABRICACION.
(01/03/1994). Solicitante/s: ESSWEIN S.A.. Inventor/es: DELAVAUD, EMILE.
LASTRE PARA CUBA DE LAVADORA CON UN REBORDE SALIENTE . CARACTERIZADO EN QUE DICHO LASTRE COMPRENDE AL MENOS EN LA PARTE EXTERIOR, UNA SUPERFICIE EXTERIOR ABOMBADA Y EN LA PARTE INTERIOR ORIENTADA HACIA LA CUBA, UNAS SUPERFICIES (33A, 34A, 38, 39) CON UNA CONFIGURACION QUE PRODUCE UNA FIJACION ESTABLE DE ESTE LASTRE CONTA UNA GUALDERA DE ESTA CUBA.
DISPOSITIVO REFRENTADOR DE LADRILLOS.
(16/06/1993) DISPOSITIVO REFRENTADOR DE LADRILLOS, ESENCIALMENTE CARACTERIZADO POR ESTAR CONSTITUIDO A PARTIR DE UN CUERPO BASE, PREFERENTEMENTE PRISMATICO-RECTANGULAR , CONSIDERABLEMENTE APLANADO Y DE DIMENSIONES Y PESO APROPIADOS, SOBRE CUYA CARA SUPERIOR, CENTRADAMENTE Y AFECTANDO MAYORITARIAMENTE A LA MISMA, SE ESTABLECE UN REBAJE, TAMBIEN DE PLANTA RECTANGULAR Y DIMENSIONALMENTE SUPERIOR A LA CARA DE LOS LADRILLOS A REFRENTAR, PRESENTANDO DICHO REBAJE UN FONDO PERFECTAMENTE PLANO Y PARALELO A LA FRANJA PERIMETRAL DE LA CARA SUPERIOR DEL CUERPO BASE QUE LO ENMARCA, HABIENDOSE PREVISTO QUE CON DICHO CUERPO BASE COLABORE UN MARCO COMPLEMENTARIO, INDEPENDIENTE DE AQUEL, ESTRUCTURADO MEDIANTE LA COMBINACION FUNCIONAL…
PROCEDIMIENTO PARA FABRICAR Y/O TRATAR LADRILLOS DE HORMIGON.
(16/01/1991). Ver ilustración. Solicitante/s: METTEN PRODUKTIONS-UND HANDELS-GMBH. Inventor/es: METTEN, HANS-JOSEF, METTEN, JOSEF.
PROCEDIMIENTO PARA FABRICAR Y/O TRATAR LADRILLOS DE HORMIGON. CONSISTE EN LLENAR MOLDES CON HORMIGON Y TROQUELAR LOS LADRILLOS MOLDEADOS MEDIANTE TROQUELES EN SU SUPERFICIE, TENIENDO LOS TROQUELES REBAJOS O RESALTOS CON RECORTES, CON LOS QUE DESGARRAN, ASPERIZAN O DETERIORAN LA SUPERFICIE DE LOS LADRILLOS DE HORMIGON, TRAS LO CUAL, EN UN SUBSIGUIENTE PROCESO DE TRABAJO, SE LIBERAN LAS SUPERFICIES DE LAS ARISTAS DE LOS LADRILLOS DE HORMIGON DE PARTES SUELTAS Y/O SE ASPERIZAN O DETERIORAN ADICIONALMENTE. EL INVENTO ES APLICABLE A LA FABRICACION DE ADOQUINES.
DISPOSITIVO PARA MANUFACTURAR LADRILLOS SIN COCER.
(01/07/1990). Solicitante/s: MACHINEFABRIEK DE BOER B.V. Inventor/es: KOSMAN, WILHELMUS JACOBUS MARIA, RENSEN, HENRICUS GERARDUS RICHARDUS.
UN DISPOSITIVO PARA MANUFACTURAR LADRILLOS QUE COMPRENDE UN TRANSPORTADOR PARA TRANSPORTAR LOS ENVASES DE MOLDE , UN DISPOSITIVO PARA LLENAR LOS ENVASES CON ARCILLA, UN MECANISMO DE PRESION PARA APLASTAR LA ARCILLA EN EL INTERIOR DEL MOLDE Y UN DISPOSITIVO DE CORTE PARA RECORTAR EL EXCESO DE ARCILLA DE LA PARTE SUPERIOR DEL MOLDE . SI SE LLEVAN EN PARALELO UN NUMERO ALTO DE MOLDES, APARECE EL PROBLEMA DE COMO SEPARAR EL EXCESO DE ARCILLA RECORTADA . DE ACUERDO CON EL INVENTO, EL PROBLEMA SE RESUELVE POR MEDIO DE UN MEDIO DE TRANSPORTE MOVIBLE PARA LLEVAR LA ARCILLA RECORTADA QUE SE QUEDA PEGADA JUNTO AL DISPOSITIVO DE CORTE. EL MEDIO DE TRANSPORTE PUEDE PRESENTAR LA FORMA DE UNA CINTA SIN FIN . UN DISPOSITIVO DE CORTE SE COLOCA EN EL EXTREMO DE DESCARGA DE LA CORREA SIN FIN PARA QUITAR LA ARCILLA DE DICHA CORREA.
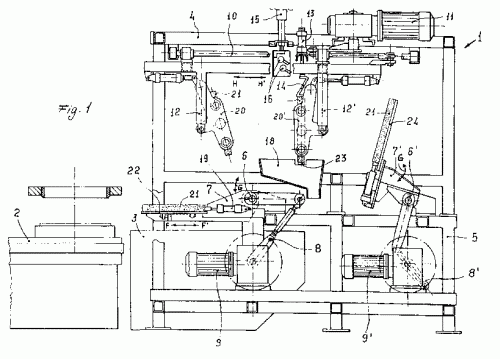
MAQUINA ACABADORA DE PIEZAS DE HORMIGON PREFABRICADO.
(16/07/1989). Ver ilustración. Solicitante/s: IMEF IBERICA, S.L. Inventor/es: PEREZ BACAS, CONCEPCION.
MAQUINA ACABADORA DE PIEZAS DE HORMIGON PREFABRICADO. COMPRENDE UN BASTIDOR VERTICAL DE GRAN RESISTENCIA, FORMANTE DE UNA ZONA DE TRABAJO DE CONFIGURACION ORTOEDRICA EN LA QUE CONCURREN CABEZALES DE COMPRESION SOLIDARIOS DE LOS VASTAGOS AXIALES DE DOS PARES DE CILINDROS HIDRAULICOS MONTADOS CON SUS EJES EN ALINEACIONES PERPENDICULARES, EFECTUANDO SUS ACCIONES DE COMPRESION SEGUN UNA TEMPORIZACION CRONOLOGICA DE ACUERDO CON LA FORMA, VOLUMEN Y OTRAS CARACTERISTICAS DE LAS PIEZAS DE TRATAMIENTO, COMPORTANDO LA PROPIA MAQUINA UN GRUPO DE FUERZA HIDRAULICO ALOJADO EN EL INTERIOR DE UNA CAJA SITUADA EN LA PARTE POSTERIOR, LA CUAL SE COMPLETA CON UN CUADRO DE ORGANOS DE MANDO PARA EL GOBIERNO DE LAS OPERACIONES REALIZADAS EN COORDINACION.
MAQUINA PARA LA PRODUCCION EN CONTINUO, MEDIANTE LAVADO, DE BALDOSAS DE CARA VISTA GRANULAR.
(01/07/1989). Ver ilustración. Solicitante/s: GIANELLI, UGO.
ESTA MAQUINA PARA LA PRODUCCION EN CONTINUO, MEDIANTE LAVADO, DE BALDOSAS DE CARA VISTA GRANULAR ESTA PROVISTA DE MEDIOS APTOS PARA REALIZAR EL SIGUIENTE CICLO OPERATIVO: EXTRACCION DE LA BALDOSA RECIEN HECHA, CON LA CARA VISTA QUE SE TRATA DE LAVAR VUELTA HACIA ABAJO Y TRANSFERENCIA DE LA MISMA HACIA UNA PRIMERA ESTACION EXTREMA, TRANSFERENCIA HORIZONTAL DE LA BALDOSA HACIA UNA ESTACION INTERMEDIA DONDE TIENE LUGAR EL LAVADO DE LA CARA VISTA Y SIMULTANEA TRANSFERENCIA DE OTRA BALDOSA DE LA ESTACION DE LAVADO HACIA UNA SEGUNDA POSICION EXTREMA, EN LA CUAL ES TOMADA POR UN BRAZO Y TRANSFERIDA, CON LA CARA VISTA, LAVADA, MIRANDO HACIA ARRIBA, A UN PUNTO DE SALIDA.
DISPOSITIVO PARA OBTENER RELIEVES Y-O HENDIDOS EN MASAS CERAMICAS EXTRUIDAS Y SIMILARES.
(16/01/1987). Solicitante/s: FERNANDEZ PARIS,JOAN JAUME.
Dispositivo para obtener relieves y/o hendidos en masas cerámicas extruidas y similares, que consiste esencialmente en, por lo menos, un rodillo giratorio, cuyo eje de giro está dispuesto en sentido sensiblemente transversal respecto al eje de la barra extruida, cuyo rodillo intercepta la barra en posición sensiblemente secante respecto a una o varias caras de la misma, presentando el rodillo en su superficie relieves y/o hendidos los cuales quedan impresos sobre la barra a medida que la misma va desplazándose en sentido de avance a su salida de la boquilla.
UN METODO DE FABRICAR TEJAS DE CUBIERTA.
(16/11/1986). Solicitante/s: REDLAND ROOF TILES LIMITED.
APARATO PARA FABRICACION DE TEJAS DE CUBIERTA. CONSTA DE UNA SECCION DE FORMACION DE TEJAS QUE COMPRENDE UNA TOLVA SOPORTADA EN UN BASTIDOR DEL APARATO, MONTADO EN EL PISO, QUE ES ALIMENTADA CON MORTERO DE HORMIGON PROCEDENTE DE UNA CINTA MOVIL , UNA CADENA CONVENCIONAL ACCIONADA POR UN MOTOR ELECTRICO QUE TRANSPORTA LAS BANDEJAS PARA TEJAS, UN DISPOSITIVO ACANALADOR QUE COMPRENDE UNA HERRAMIENTA ACANALADORA QUE COMPRENDE UNA HERRAMIENTA ACANALADORA Y UN TRANSPORTADOR VIBRADOR PARA EVACUAR EL MORTERO RECIBIDO POR LA HERRAMIENTA ACANALADORA ; DE UN MECANISMO DE CUCHILLA DESTINADO A SER UTILIZADO EN LA SEPARACION DE TEJAS FORMADAS EN LA SECCION DE PRODUCCION. DE APLICACION EN LA FABRICACION DE TEJAS DE HORMIGON.
APARATO PARA REBAJAR Y PULIR PIEZAS CERAMICAS EN REVOLUCION.
(16/06/1986). Solicitante/s: VILAMALA COSTA,RAMON.
Aparato para rebajar y pulir piezas cerámicas de revolución, caracterizado porque está constituido por el conjunto de dos platos circulares en superposición y acoplados a un eje giratorio relacionado axialmente con el eje portador de un plato de tornear, el cual plato inferior posee en su cara inferior unos pies de apoyo sobre el plata de tornear y en su cara superior unas nervaduras espirales, mientras que el plato superior posee unas ranuras radiales, en igual número que el de las citadas nervaduras espirales para la inserción de unas pinzas estabilizadoras de una pieza cerámica de adecuada consistencia situada sobre el centro de la cara superior, de modo que las citadas pinzas estabilizadoras se ajustan posicionalmente en las ranuras radiales en función del diámetro de la pieza cerámica, y reteniéndose por medio de unos tetones inferiores que se ensamblan a presión contra las nervaduras espirales por giro relativo de los dos platos del aparato.
PROCEDIMIENTO PERFECCIONADO PARA LA FABRICACION DE UN ELEMENTO DE PAVIMENTO.
(01/04/1986). Solicitante/s: HIJO DE E. F. ESCOFET S.A..
FABRICACION DE UN ELEMENTO DE PAVIMENTADO, TIPO ADOQUIN. CARACTERIZADO POR UTILIZAR UN MOLDE ADECUADO DE FORMA TRONCOPIRAMIDAL INVERTIDA DOTADO DE MEDIOS DE DESMOLDEO DESDE LA PARTE INFERIOR EN EL QUE SE INTRODUCE UN HORMIGON DE CEMENTO DE ALTA DOSIFICACION, 450 KILOS POR CENTIMETRO CUBICO, FORMADO POR ARIDOS DEL GRUPO DE GRANITOS, BASALTOS Y SILICE, QUE SE VIBRA, Y FORMA LA PARTE SUPERIOR DEL ELEMENTO. POSTERIORMENTE SE INTRODUCE UNA MASA DE HORMIGON DE CEMENTO GRIS DE ALTA DOSIFICACION QUE FORMA LA PARTE INFERIOR DEL ELEMENTO. SE PRENSA EL CONJUNTO A PRESION DE 450 A 470 KG/CM Y ESTA PREVISTO QUE SE DE UN BRUÑIDO SUPERFICIAL E INCLUSO UN ABRILLANTADO A SU CARA VISTA.
SISTEMA DE FABRICACION DE ELEMENTOS DE FACHADA PARA LA CONSTRUCCION.
(01/10/1985). Solicitante/s: FISAC SERNA,MIGUEL.
SISTEMA DE FABRICACION DE ELEMENTOS DE FACHADA PARA LA CONSTRUCCION.CONSISTE EN: VERTER EL HORMIGON EN ESTADO PLASTICO SOBRE UNA LAMINA FLEXIBLE DE PLASTICO, CUYA FLEXIBILIDAD DEBE SER SUFICIENTE PARA CREAR PLIEGUES Y DOBLECES EN LA FORMA QUE TOME EL HORMIGON, Y QUE ESTA COLOCADA SOBRE UNA ESTRUCTURA PORTANTE Y RIGIDA DE CONTORNO; UTILIZAR UN PLASTIFICANTE DURANTE EL AMASADO DEL HORMIGON; PROCEDER A UNA VIBRACION DEL CONJUNTO DEL MOLDE Y HORMIGON DURANTE UN PERIODO DE 2 A 4 MINUTOS; PARA CONSEGUIR QUE LA MASA DE HORMIGON AL VERTERSE EN EL MOLDE OCUPE TODOS LOS PLIEGUES DEL MOLDE; REALIZAR EL FRAGUADO DURANTE 24 A 36 HORAS; Y DESENCOFRAR LA PIEZA QUE QUEDARA TOTALMENTE COMPACTA Y CON UNA SUPERFICIE BRILLANTE.
DISPOSITIVO PARA ALISAR UNA CAPA DE MASA PASTOSA DE CERAMICA FINA.
(16/04/1985). Solicitante/s: M.A.N.-ROLAND DRUCKMASCHINEN AG.
DISPOSITIVO PARA ALISAR UNA CAPA DE MASA PASTOSA DE CERAMICA FINA APLICADA PREVIAMENTE SOBRE UN SOPORTE LAMINAR EN MOVIMIENTO.EL SOPORTE LAMINAR SE DESPLAZA SOBRE EL APOYO CON UNA CAPA DE MASA PASTOSA APLICADA EN UNA FASE PREVIA QUE ES ALISADA POR UNO O MAS RODILLOS CON SUPERFICIE LISA, PULIDA Y RESISTENTE A LA CORROSION. UN SISTEMA DE ROCIADO IMPREGNA UN RODILLO DE TRANSPORTE QUE TRANSMITE UNA PELICULA A LOS CILINDROS ALISADORES PARA EVITAR ARRANCAR PARTICULAS DE LA CAPA . EL LIQUIDO PUEDE SER AGUA, VIDRIADO, COLORANTE LIQUIDO O UN AGENTE CONSERVADOR DE LA SUPERFICIE.
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA LA FABRICACION CONTINUA DE VIGAS DE HORMIGON.
(12/01/1984). Solicitante/s: PRENSOLAND, S.A..
DISPOSITIVO PARA PRACTICAR MUESCAS EN LAS CABEZAS SUPERIORES DE LAS VIGAS DE HORMIGON FABRICADAS CON MAQUINAS DE PRODUCCION CONTINUA. APLICABLE AL TIPO DE MAQUINAS DESPLAZABLES SOBRE RAILES ENTRE LOS QUE DEPOSITA EL HORMIGON PARA LA FABRICACION DE LAS VIGAS, CONSISTE EN UN DISPOSITIVO DOTADO DE PUNZONES MONTADOS SOBRE UNA BARRA SOPORTE CON OREJAS BASCULANTES EN UN EJE FIJADO EN UN SOPORTE SOBRE EL MOLDE, ACCIONADOS POR UN PISTON TAMBIEN MONTADO SOBRE UN SOPORTE EN EL MOLDE. EL MONTAJE DE LOS PUNZONES SOBRE EL SOPORTE ES DEL TIPO RECAMBIABLE PARA POSIBILITAR DISTINTOS TIPOS Y LOGRAR DISTINTAS MUESCAS. OTRO PISTON VERTICAL FIJADO SOBRE OTRO SOPORTE EN EL MOLDE, ACTUA SOBRE EL HORMIGON DE LA ZONA INMEDIATA POR LOS PUNZONES PARA EVITAR LA DEFORMACION DEL HORMIGON.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION DE YESO PARA LA INSTALACION DE ESTRUCTURAS DE EDIFICIOS.
(16/09/1980). Solicitante/s: ISOVER SAINT-GOBAIN.
Procedimiento y dispositivo para la fabricación de elementos de construcción de yeso, para la instalación de estructuras de edificios, bajo forma de placas que comprende refuerzos distribuidos en la mayor parte de su espesor, caracterizados porque a lo largo de las líneas paralelas a las superficies de la placa, los refuerzos se concentran en una zona determinada del espesor de la placa.
CARRO BARREDOR-FUNIGADOR, APLICABLE EN EL PROCESO DE FABRICACION DE VIGUETAS.
(01/07/1980) 1.Carro barredor-funigador, aplicable en el proceso de fabricación de viguetas, porque sobre el propio bastidor del carro van articulados unos brazos portadores de los cepillos rotativos, cuyo posicionamiento operativo queda definido por delimitadores de recorrido que controlan el avance provocado por unos cilindros hidráulicos, porque entre estos cepillos se dispone un recipiente receptor de las partículas arrancadas en el barrido, merced a unas compuertas abatibles, que en la fase operativa de barrido quedan desplegadas a modo de rampas que se apoyan sobre las superficie a limpiar. 2.Carro barredor-funigador, aplicable en el proceso de fabricación de viguetas, porque el propio carro es portador de medios para generar la energía necesaria que requieren los dispositivos que posee, tanto a los medios de barrio como…
METODO PARA EL PERFECCIONAMIENTO DEL ACABADO DE LA LADRILLERIA DE FABRICACION MECANICA.
(16/05/1979). Solicitante/s: DE LA VEGA LLARDENT,MANUEL EN.
Método para el perfeccionamiento del acabado de la ladrillería de fabricación mecánica, esencialmente caracterizado por el hecho que consiste en aplicar sobre la superficie del ladrillo, una vez cocido, un chorreo de arena, o de otras partículas sólidas abrasivas, en determinadas condiciones de presión, distancia, ángulo de incidencia, tamaño de las partículas abrasivas y tiempo de exposición para conseguir un grado o efecto de acabado determinado en la superficie tratada del ladrillo.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS TORNOS DE CERAMICA.
(01/01/1978) Perfeccionamientos introducidos en los tornos de cerámica, de los que son movidos por un motor eléctrico provisto de un eje cónico cuyo entorno incide sobre el canto de una plataforma montada en un eje de giro libre encargado de soportar, superiormente, el plato de trabajo del torno, caracterizándose los aludidos perfeccionamientos por verificarse a partir de una base que afecta forma ahorquillada, la cual presenta, en su parte anterior, un cuello vertical donde se asienta el eje de giro libre descrito, que lleva solidarizados en su extremo superior e inferior, respectivamente, el plato de trabajo y la plataforma asimismo mentados, mientras que el tramo ahorquillado de menor longitud de la mentada base, lleva dispuesto en su extremo posterior un…
UN METODO DE FABRICAR UN PANEL MOLDEADO DE MATERIAL FIBROSO.
(01/05/1976). Solicitante/s: OWENS-CORNING FIBERGLAS CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}