CIP-2021 : B22D 18/04 : Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
CIP-2021 › B › B22 › B22D › B22D 18/00 › B22D 18/04[1] › Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 18/00 Colada con presión; Colada en vacío (B22D 17/00 tiene prioridad; tratamiento del metal en el molde utilizado presión o vacío B22D 27/00).
B22D 18/04 · Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
CIP2021: Invenciones publicadas en esta sección.
SEGUNDO CERTIFICADO DE ADICION POR MEJORAS INTRODUCIDAS EN LA P.I. 9202341, POR MAQUINA PARA LLENADO DE MOLDES DE ARENA CON METALES NO FERREOS MEDIANTE TECNICA DE BAJA PRESION.
(01/08/1998) SEGUNDO CERTIFICADO DE ADICION POR MEJORAS INTRODUCIDAS EN LA P.I. 9202341, POR: MAQUINA PARA LLENADO DE MOLDES DE ARENA CON METALES NO FERREOS MEDIANTE TECNICA DE BAJA PRESION. LA INVENCION SE CENTRA EN UNOS MEDIOS INCORPORADOS A LA PLACA DE LLENADO UTILIZADA EN LAS MAQUINAS DE LLENADO DE MOLDES DE ARENA ANTERIORMENTE RESEÑADAS. ESTOS MEDIOS CONSISTEN EN HABER PREVISTO EN LA PLACA DE LLENADO UN CILINDRO HIDRAULICO CON SU VASTAGO REMATADO EN UN PISADOR, CON EL CUAL, EN LA FASE DE COLADO DE METAL FUNDIDO, SE PRESIONA LA TAPA SUPERIOR DEL MOLDE, PRODUCIENDO SU APLASTAMIENTO CONTRA EL METAL DE RESERVA DISPONIBLE EN LA CAMARA DE DISTRIBUCION, CONFORMADA ESTA ENTRE LA CITADA TAPA Y EL CUERPO CENTRAL DEL MOLDE. DE ESTA MANERA, EL METAL DE RESERVA, CUYA SOLIDIFICACION EMPIEZA DE FUERA A DENTRO…
PROCEDIMIENTO DE LLENADO DE UN MOLDE DE FUNDICION.
(01/07/1998). Ver ilustración. Solicitante/s: EB BRUHL ALUMINIUNTECHNIK GMBH. Inventor/es: GOSCH, ROLF, DR.
PROCEDIMIENTO PARA EL LLENADO MEDIANTE VERTIDO ASCENDENTE DE UN MOLDE DE FUNDICION , EN EL QUE UNA ABERTURA DE BOCA DEL MOLDE DE FUNDICION PRINCIPALMENTE CON EJE HORIZONTAL, ESTA UNIDA CON UNA ABERTURA DE VACIADO DE UN DEPOSITO QUE CONTIENE LIQUIDO EN FUSION, PRINCIPALMENTE UN HORNO DE MANTENIMIENTO DE CALOR, EN EL QUE EL ESPACIO HUECO DE MOLDEO DEL MOLDE DE FUNDICION SE MANTIENE DURANTE TODO EL LLENADO POR DEBAJO DEL NIVEL DEL LIQUIDO EN FUSION EN EL DEPOSITO , Y EN EL QUE DURANTE EL LLENADO HAY ALIMENTADORES DEL MOLDE DE FUNDICION POR DEBAJO DEL ESPACIO HUECO DEL MOLDE , Y DESPUES DEL LLENADO SE LLEVAN A UNA POSICION DISPUESTA POR ENCIMA DEL ESPACIO HUECO DEL MOLDE.
HORNO PARA HACER POROS POR PRESION.
(16/04/1998). Solicitante/s: FUJI ELECTRIC CO., LTD. INAX CORPORATION. Inventor/es: NAGASAKA, YASUO, ISOGAI, MASAHRO, MOTOBAYASHI, HIDEHARU, HAYASHI, SHIZUO, KAWANISHI, KIYOKAZU, KANESHIRO, AKIO.
UN HORNO PARA HACER POROS POR PRESION QUE INCLUYE UNA CAMARA DE METAL FUNDIDO QUE CONTIENE METAL FUNDIDO DENTRO DE UN HORNO; UN SIFON RECEPTOR Y UN SIFON DE VERTIDO QUE SE COMUNICAN ENTRE SI EN EL FONDO DE LA CAMARA DE METAL FUNDIDO ; UNA CUBIERTA DEL HORNO QUE CUBRE DE MANERA HERMETICA LA PARTE SUPERIOR DE LA CAMARA DE METAL FUNDIDO Y UNA UNIDAD DE PRESION CONECTADA A LA CUBIERTA DEL HORNO . EN UN HORNO DE ESTE TIPO, HAY UNA PLURALIDAD DE TOBERAS DE VERTIDO (9A,9B) COLOCADAS ENCIMA DE LA CAMARA DE VERTIDO ENCIMA DEL SIFON DE VERTIDO SEPARADAS ENTRE SI Y CADA UNA DE LAS MUCHAS TOBERAS DE VERTIDO (9A,9B) TIENE UN OBTURADOR QUE SE PUEDE ABRIR Y CERRAR DESDE ARRIBA.
FUNDICION DE OBJETOS METALICOS.
(16/10/1997). Solicitante/s: COMALCO ALUMINIUM LIMITED. Inventor/es: PONTERI, JOSEPH, R., EADY, JOHN, ALAN, LEGGE, RODNEY, A., PROPOSCH, RODNEY, E.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE MOLDE PARA EL MOLDEADO DE OBJETOS DE METAL. EL MOLDE COMPRENDE UNOS OBJETOS DE MOLDE DE UN MATERIAL GENERALMENTE TERMICAMENTE AISLANTE QUE DEFINEN UNA CAVIDAD DE MOLDEADO PARA RECIBIR EL METAL LIQUIDO A TRAVES DE AL MENOS UNA COMPUERTA DE ENTRADA. UN NUCLEO TERMICO DE UN MATERIAL DE ALTA CONDUCTIVIDAD TERMICA DE PONE EN CONTACTO CON UNA PARTE DE LA CAVIDAD DEL MOLDE A TRAVES DE LA CUAL PUEDE EXTRAERSE EL CALOR DE FORMA RAPIDA PARA ESTABLECER GRADIENTES TERMICOS POSITIVOS EN EL MOLDEADO Y DE ESTA FORMA PROMOVER UNA SOLIDIFICACION ADICIONAL. EL MOLDE POSEE TAMBIEN MEDIOS SELLADORES PARA SELLAR Y AISLAR EL MOLDE DE LA FUENTE DE METAL LIQUIDO PARA PERMITIR QUE EL MOLDE SEA SEPARADO DE LA ZONA DE MOLDEADO HASTA LA ZONA DE ENFRIAMIENTO ANTES DE QUE SE PRODUZCA CUALQUIER SOLIDIFICACION SUBSTANCIAL SUMINISTRANDO UN USO MAS EFICIENTE DE LA ZONA DE MOLDEADO. LA PATENTE TAMBIEN PRESENTA UN METODO PARA MOLDEAR USANDO LOS PRINCIPIOS QUE SE ENCUENTRAN DEFINIDOS EN EL MOLDE.
DISPOSITIVO INTERMEDIO PARA LA COLADA DE PIEZAS MOLDEADAS.
(16/11/1995). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: BOUDOT, DANIEL.
LA PARTE SUPERIOR DEL DISPOSITIVO INTERMEDIO DE DESGASTE ESTA POSICIONADO EN CONTACTO CON LA PARTE INFERIOR DEL MOLDE , ESTANDO CENTRADO EL DISPOSITIVO RESPECTO DEL POZO DE COLADA ABIERTO HACIA LA PARTE BAJA DEL MOLDE , ESTANDO LA PARTE INFERIOR DEL DISPOSITIVO EN CONTACTO CON LA CARA SUPERIOR DEL MORRO DE COLADA . APLICACION EN LA COLADA A BAJA PRESION DE PIEZAS MOLDEADAS A PARTIR DE UN HORNO DE FUSION O DE UNA BOLSA DE COLADA EN UN MOLDE.
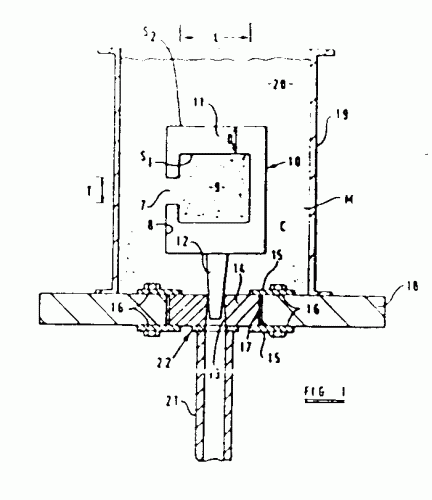
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9202341 POR "MAQUINA PARA EL LLENADO DE MOLDES DE ARENA CON METALES NO FERREOS MEDIANTE TECNICA DE BAJA PRESION.
(01/11/1995) MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 922341 POR: MAQUINA PARA EL LLENADO DE MOLDES DE ARENA CON METALES NO FERREOS MEDIANTE TECNICA DE BAJA PRESION. SON APLICABLES EN LA MAQUINA DE LLENADO DE MOLDES QUE INCLUYE UN MOLDE MONTADO SOBRE UN BASTIDOR GIRATORIO SITUADO EN EL INTERIOR DE UNA CAMARA HERMETICA FORMADA POR DOS PIEZAS Y , UNA DESPLAZABLE PARA LLEVAR A CABO LA APERTURA Y CIERRE DE TAL CAMARA, MEDIANTE EL ACCIONAMIENTO DE UN CILINDRO . EL METAL FUNDIDO QUE HA DE ALIMENTARSE SOBRE EL MOLDE ESTA CONTENIDO EN UNA CUBA EN LA QUE ESTA SITUADO UN DEPOSITO CON UN ELEMENTO OBTURADOR QUE CIERRA EL ORIFICIO DE COMUNICACION DE AMBOS, CONTANDO CON UN CONDUCTO QUE EN SU EXTREMO SUPERIOR Y EMERGENTE CUENTA CON UN INYECTOR DE ESE METAL FUNDIDO, ACOPLADO A UNA BOQUILLA PREVISTA EN LA CORRESPONDIENTE…
PROCESO, MOLDE E INSTALACION DE COLADA DE METAL A BAJA PRESION.
(16/07/1995). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: SOURLIER, PASCAL.
EN ESTE MOLDE, LA SUMA DE LAS AREAS DE LAS SECCIONES DE ATAQUE EN SERVICIO ES, AL MENOS EN ALGUN MOMENTO DE LA COLADA, SUPERIOR AL AREA DE LA SECCION DEL POZO DE COLADA , O AL MENOS DEL MISMO ORDEN QUE ESTE AREA. ESTO PERMITE RALENTIZAR EL METAL DURANTE SU PASO POR LOS ATAQUES, Y POR CONSIGUIENTE UN LLENADO TRANQUILO DE LAS MOLDES. APLICACION EN EL MOLDEADO MULTIETAPAS DE PIEZAS DE FUNDICION DE PARED DELGADA.
PROCESO, MOLDE E INSTALACION PARA LA COLADA DE METAL MULTINIVELES A BAJA PRESION.
(01/07/1995). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: SOURLIER, PASCAL.
EN CADA NIVEL DEL MOLDE LA SUMA DE LAS AREAS DE LAS SECCIONES DE ENTRADA DE LOS CANALES INTERMEDIOS (30A, 30B) QUE ALIMENTAN LAS ENTRADAS DE COLADA (32A, 32B) ES NETAMENTE INFERIOR AL AREA DE LA SECCION DEL POZO DE COLADA. APLICACION EN LA COLADA MULTINIVELES DE PIEZAS DE PARED DELGADA.
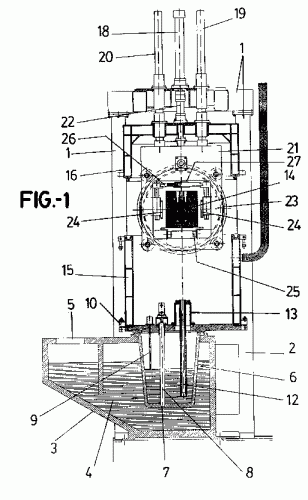
MAQUINA PARA EL LLENADO DE MOLDES DE ARENA CON METALES NO FERROS MEDIANTE TECNICA DE BAJA PRESION.
(16/11/1994). Ver ilustración. Solicitante/s: ARANA ERAÑA, AGUSTIN.
MAQUINA PARA EL LLENADO DE MOLDES DE ARENA CON METALES NO FERREOS MEDIANTE TECNICA DE BAJA PRESION. LA MAQUINA CUENTA CON UN CHASIS EN EL QUE SE ESTABLECE UNA CARCASA A BASE DE UN CUERPO FIJO Y UN CUERPO MOVIL , ESTE ULTIMO ACCIONABLE MEDIANTE UN CILINDRO , CARCASA A LA QUE ES APLICABLE EL VACIO EN SITUACION DE CIERRE Y EN LA QUE SE ALOJA, CON POSIBILIDAD DE GIRO, EL MOLDE DE ARENA ESTABLECIDA A SU VEZ EN EL CUERPO CENTRAL Y GIRATORIO DE UN SOPORTE DESPLAZABLE MEDIANTE OTRO CILINDRO HACIA UN INYECTOR INFERIOR , EL CUAL SUMINISTRA AL MOLDE LA DOSIS OPORTUNA DE METAL FUNDIDO DESDE UN DEPOSITO DOSIFICADOR INFERIOR EN EL QUE SE INTRODUCE UN FLUIDO A PRESION A TRAVES DE UNA CONEXION , RECIBIENDO ESTE DEPOSITO EL METAL FUNDIDO DE UN DEPOSITO MAYOR Y ENVOLVENTE , CON LA COLABORACION DE UN OBTURADOR CONTROLADO POR UN SENSOR DE NIVEL.
PROCESO DE ALIMENTACION DE METAL A BAJA PRESION DE UN MOLDE DE ARENA DE MOLDES, MOLDE E INSTALACION DE COLADA CORRESPONDIENTES.
(16/11/1994). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: SOURLIER, PASCAL.
EL MOLDE COMPRENDE EN CADA NIVEL VARIAS MARCAS ALIMENTADAS A TRAVES DE ENTRADAS (32A, 32B) CONECTADAS AL POZO DE COLADA POR AL MENOS UN CANAL INTERMEDIO (30A, 39B). TODAS LAS ENTRADAS ALIMENTADAS POR UN MISMO CANAL INTERMEDIO DESEMBOCAN EN LA MISMA MARCA. APLICACION EN EL MOLDEADO DE PIEZAS DE FUNDICION DE PARED DELGADA QUE TIENEN UNA FORMA ALARGADA.
INSTALACION DE POSICIONAMIENTO Y DE AJUSTE DE MOLDES DE FUNDICION.
(16/07/1994). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: BOUDOT, DANIEL.
INSTALACION DE POSICIONAMIENTO Y DE AJUSTE DESMONTABLE, DE MOLDE DE FUNDICION; SITUANDOSE EL PUESTO DE COLADA SOBRE EL MORRO DE COLADA DEL APARATO DE FUSION, COMPRENDE UN BASTIDOR PORTAMOLDE TUERTO QUE COMPRENDE UN POZO DE COLADA ABIERTO HACIA ABAJO, UN MEDIO DE TRANSFERENCIA EN TRANSLACION, UN GATO DE SUSPENSION Y UN GATO DE AJUSTE. APLICACION EN LAS PIEZAS DE ALEACIONES METALICAS COLADAS A BAJA PRESION.
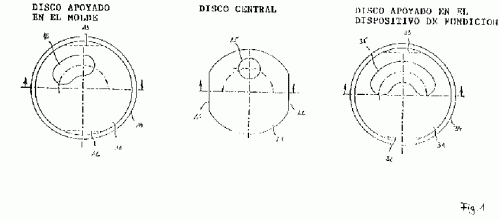
PROCEDIMIENTO DE FUNCION DE COQUILLAS DE BAJA PRESION PARA LA FUNDICION DE PIEZAS DE FUNDICION METALICAS.
(16/10/1993). Solicitante/s: ALCAN DEUTSCHLAND GMBH. Inventor/es: BILZ, GEORG, LAMMERMANN, HANS, DOBNER, ALFRED, RIESS, KLAUS, STERNER, KLAUS, DIPL.-ING.
UN PROCEDIMIENTO DE FUNCION DE COQUILLAS DE BAJA PRESION PARA LA FUNDICION METALICAS, COMO CABEZAS CILINDRICAS O BLOQUES DE MOTOR DE MAQUINAS DE COMBUSTIBLES O SIMILARES, QUE TIENEN PAREDES MAS FINAS QUE LA ZONA DE LAS PIEZAS DE FUNDICION QUE EN SUS OTRAS ZONAS. POR ESTE PROCEDIMIENTO SE PRESIONA, MEDIANTE PRESION DE GAS, EL METAL LIQUIDO, FUERA DE UN DEPOSITO DE FUNDICION, POR UN TUBO ELEVADOR EN UN MOLDE DE TAL MODO QUE SE INVIERTE LA PARED MAS GRUESA DE LA PIEZA DE FUNDICION SITUADA ARRIBA, LEJOS DE EL PASADOR, Y LA PARED MAS FINA, SITUADA DEBAJO, CERCA DEL PASADOR. EL METAL LIQUIDO SE INTRODUCE EN LA ZONA SITUADA DEBAJO, CERCA DEL PASADOR, DE EL MOLDE EN QUE SE INTRODUCE EL ESPACIO HUECO DE MOLDE QUE FORMAN LAS PAREDES FINAS. ASI PUEDE INTRODUCIRSE EL METAL LIQUIDO, POR UNA MARCHA DE FONDO EN VARIOS LUGARES DEL PASADOR, EN LA ZONA DEL MOLDE SITUADA ABAJO CERCA DEL PASADOR, EN LOS ESPACIOS HUECOS DE FORMA QUE FORMAN LA PARED MAS FINA DE LA PIEZA DE FUNDICION.
INSTALACION DE FUNDICION EN LINGOTERA A BAJA PRESION.
(01/07/1993). Solicitante/s: KWC AG. Inventor/es: HASSIG, HARRY, HOFMANN, RUDOLF, GASSNER, THEO, STOCKLI, JOHANN MARTIN, MULLER, VALENTIN, KINDLE, EDWIN.
EN EL SOPORTE DE PORTICO ESTA FIJADO LA MESA GIRATORIA EN CUYO BRAZO DOBLE SE ENCUENTRAN DOS DISPOSITIVOS DE SOPORTE PARA LAS LINGOTERAS , QUE SE PUEDEN SUBIR Y BAJAR. EL EJE DE GIRO DE LA MESA GIRATORIA PASA ENTRE EL HORNO DE FUNDICION Y EL BAÑO . LAS COLUMNAS (22, 22') DEL SOPORTE SE ENCUENTRAN FUERA DE LA ZONA DE GIRO DEL DISPOSITIVO DE SOPORTE . EL DISPOSITIVO DE SOPORTE SE PUEDE GIRAR POR EL EJE DE GIRO , DESDE LA POSICION DE FUNDICION, ENCIMA DEL HORNO DE FUNDICION AL BAÑO Y A LAS DEMAS ESTACIONES DE TRABAJO. EN EL PERFIL DE SOPORTE , DESPLAZABLE EN SENTIDO VERTICAL, SE ENCUENTRA EL PERFIL DE CARRIL , GIRATORIO POR EL EJE . LAS PIEZAS DE LA LINGOTERA SE ENCUENTRAN EAN SOPORTES QUE SE APOYAN, DE FORMA GIRATORIA, EN EL ELEMENTO DE SOPORTE O DEL PATIN.
METODO Y APARATO PARA FUNDIR.
(16/04/1990). Solicitante/s: COSWORTH RESEARCH AND DEVELOPMENT LIMITED. Inventor/es: SMITH, ROBERT ARTHUR.
EL APARATO COMPRENDE LA ETAPAS DE UNA ESTACION DE FUNDICION, FUNDIENDOSE EL METAL POR LA FUENTE PRIMARIA 10 EN UN MOLDE 15 POR UNA TOBERA 49, CAMBIANDOLA ORIENTACION DEL MOLDE SE REPARTE MEJOR EL FUNDIDO Y PERMITE FLUIR EL METAL DESDE UNA SEGUNDA FUENTE 42.
SISTEMA DE COLADA A BAJA PRESION PARA ROTORES DE JAULA DE MAQUINAS ELECTRICAS.
(16/06/1989). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: RICHTER, RUDOLF, CABA, JAN, MENDOZA-BAUTISTA, MARIANO.
SISTEMA DE COLADA A BAJA PRESION PARA ROTORES DE JAULA DE MAQUINAS ELECTRICAS, QUE PRESENTA UN DISPOSITIVO DE PRENSADO, DE SEPARACION DE CARGA PARA UNA UNIDAD DE PROCESAMIENTO CONSTITUIDA POR UN PAQUETE DE CHAPAS PARA EL ROTOR FIJADO SOBRE UN MANDRIL DE APILADO ENTRE LAS COQUILLAS DE FONDO Y DE TAPA , UNA INSTALACION DE CALENTAMIENTO PARA LA UNIDAD DE PROCESAMIENTO Y, ADEMAS, UNA MAQUINA DE COLADA A BAJA PRESION PARA LA UNIDAD DE PROCESAMIENTO CALENTADA ASI COMO MEDIOS DE CALENTAMIENTO Y DE TRANSPORTE PARA LAS PARTES DE PROCESAMIENTO HASTA EL DISPOSITIVO DE PRENSADO Y DE LA UNIDAD FIJADA DE PROCESAMIENTO HASTA LA INSTALACION DE CALENTAMIENTO ASI CCOMO DESDE ESTA HASTA LA MAQUINA DE COLADA A BAJA PRESION Y, FINALMENTE, DESDE LA UNIDAD ACABADA DE PROCESAMIENTO HASTA EL DISPOSITIVO DE PRENSADO EMPLEADO AL MISMO TIEMPO COMO DISPOSITIVO DEL MANDRIL DE APILADO Y DEL DISPOSITIVO DE CARGA PARA UN ARBOL DE ROTOR.
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS.
(01/12/1988). Ver ilustración. Solicitante/s: COSWORTH RESEARCH & DEVELOPMENT LIMITED. Inventor/es: WILKINS, PHILIP SIMON AR.
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS. EL PROCEDIMIENTO COMPRENDE EMPOTRAR UN MODELO DESTRUIBLE IN SITU EN ARENA NO AGLOMERADA; CONSOLIDAR LA ARENA PARA FORMAR UN MOLDE EN EL CUAL QUEDA DEFINIDA UNA CAVIDAD DE MOLDEO; ALIMENTAR METAL FUNDIDO AL INTERIOR DE LA CAVIDAD; PERMITIR QUE EL METAL SOLIDIFIQUE DENTRO DE LA CAVIDAD PARA FORMAR UN ARTICULO MOLDEADO; INTERRUMPIR LA ALIMENTACION DE METAL A LA CAVIDAD; Y SEPARAR EL ARTICULO MOLDEADO DE LA CAVIDAD. EL MOLDE COMPRENDE ARENA SIN AGLOMERAR EN LA CUAL ESTA EMPOTRADO UN MODELO DESTRUIBLE IN SITU PARA DEFINIR UNA CAVIDAD DE MOLDEO, ESTANDO DISPUESTA EN LA CAVIDAD DE MOLDEO UNA CARACTERISTICA DE MOLDEO. EL MODELO ES DESTRUIBLE IN SITU BIENU POR EL METAL A MEDIDA QUE ESTE SE ALIMENTA AL INTERIOR DE LA CAVIDAD DE MOLDEO, O BIEN POR LA APLICACION DE CALOR CON ANTERIORIDAD A LA INTRODUCCION DEL METAL EN DICHA CAVIDAD.
PROCEDIMIENTO E INSTALACION DE ALIMENTACION DE MOLDES DE FUNDICION CON ALEACIONES METALICAS BAJO PRESION DIFERENCIAL REGULADA.
(16/10/1986). Solicitante/s: PONTSA-MOUSSON S.A.
PROCEDIMIENTO E INSTALACION PARA LA ALIMENTACION DE MOLDES DE FUNCION CON ALEACIONES METALICAS A ALTA TEMPERATURA DE FUSION Y BAJO PRESION DIFERENCIAL REGULADA. LA INSTALACION CONSTA DE UN HORNO DE FUSION DE TIPO ELECTRICO, BASCULANTE POR MEDIO DE UN SOPORTE ARQUEADO , EL CUAL ESTA CALDEADO POR LA RADIACION DE GRAFITO HORIZONTAL Y ESTA PROVISTO DE UN CONDUCTO QUE DESEMBOCA POR ENCIMA DEL NIVEL DEL BAÑO METALICO CONTENIDO EN EL HORNO Y LLEVA AIRE O UN GAS INERTE AL INTERIOR DE DICHO HORNO DE FUSION ; DE UN MOLDE DE TIPO ABIERTO QUE ESTA PROVISTO DE UNA CHIMENEA DESTINADA A PERMITIR LA SALIDA DE AIRE Y DE LOS GASES FUERA DE LA CAVIDAD DE DICHO MOLDE. DE APLICACION EN FUNDICIONES DE GRAFITO LAMELAR.
UN PRODUCTO REFRACTARIO COMPUESTO PARA USARSE EN EL MANEJO DE METAL FUNDIDO.
(01/12/1985). Solicitante/s: JAMES MENZIES THORNTON.
PROCEDIMIENTO DE FABRICACION DE PRODUCTOS REFRACTARIOS. CONSISTE EN RECUBRIR LAS PAREDES DE UN CRISOL CON UNA MEMBRANA CILINDRICA, HECHA DE MATERIAL DE GRAFITO FLEXIBLE, ASI COMO PARTICULAS DE MATERIALES REFRACTARIOS. POSTERIORMENTE SE SOMETE AL MOLDE A UNA PRESION ISOSTATICA, SEGUIDO DE LOS CORRESPONDIENTES PROCESOS DE SECADO Y COCCION. EL CRISOL ASI OBTENIDO ES IMPERMEABLE A LOS GASES Y POR LO TANTO SE APLICA PARA MANEJAR ALEACIONES FUNDIDAS MUY SENSIBLES A LA OXIDACION.
UN METODO, CON SU APARATO CORRESPONDIENTE PARA FUNDIR METALES EN UNA MATRIZ A BAJA PRESION.
(01/11/1985). Solicitante/s: A.W. PLUME LIMITED.
METODO Y APARATO PARA FUNDIR METAL EN UNA MATRIZ A BAJA PRESION. COMPRENDE ESTABLECER UNA PRESION DATO NECESARIA PARA TRANSFERIR EL METAL FUNDIDO A LA ABERTURA DE CARGA DE UNA MATRIZ (D) A TRAVES DE UN TUBO VERTICAL MEDIANTE UN PRIMER CIRCUITO DE PRESION FORZANDO AL METAL FUNDIDO A SUBIR POR EL TUBO; APLICAR PRESION PARA INTRODUCIR EL METAL FUNDIDO EN LA MATRIZ (D) MEDIANTE UN SEGUNDO CIRCUITO DE PRESION QUE CONTROLA LA VELOCIDAD DE ENTRADA DEL METAL FUNDIDO; Y APLICAR UNA POSPRESION AL METAL FUNDIDO DE UN VALOR DE REFERENCIA DERIVADO DE LA PRESION DATO AUMENTANDO ESTA EN UNA CANTIDAD PREDETERMINADA MEDIANTE UN TERCER CIRCUITO DE PRESION.
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR UN MOLDE DE ARENA CON UN CRISOL DE COLADA A BAJA PRESION.
(16/10/1984). Solicitante/s: PONT-A-MOUSSON S.A..
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR UN MOLDE DE ARENA CON UN CRISOL DE COLADA A BAJA PRESION, ESPECIALMENTE PARA REUNIR LA BASE DEL ACCESO PRINCIPAL DE UN MOLDE DE ARENA CON LA EXTREMIDAD SUPERIOR LISA CONJUGADA DE UN TUBO DE CONDUCCION QUE SALE DE UN CRISOL DE COLADA A BAJA PRESION.EL PROCEDIMIENTO CONSISTE EN RECUBRIR, ANTES DE DISPONER EL MOLDE SOBRE EL TUBO DE CONDUCCION, LAS DOS CARAS DE UNA JUNTA DE ESTANQUIDAD CON UNA CAPA DE UN ENLUCIDO PASTOSO REFRACTARIO Y TERMOENDURECIBLE. A CONTINUACION SE APLICA DICHA JUNTA DE ESTANQUIDAD SOBRE LA SUPERFICIE DE LA BASE DEL ACCESO PRINCIPAL DEL MOLDE.
PROCEDIMIENTO, CON SU CORRESPONDIENTE MAQUINA, PARA FUNDICION A PRESION.
(01/07/1983). Solicitante/s: INSTITUT PO METALOSNANIE I TECHNOLOGIA NA METALITE.
FUNDICION A PRESION, EN LA QUE EL MOLDE SE LLENA DE MATERIAL FUNDIDO MEDIANTE LA PRESION EJERCIDA SOBRE ESTE Y A TRAVES DE UN CONDUCTO. INMEDIATAMENTE DESPUES DE HABER LLENADO LA MASA EN FUSION EL MOLDE DE FUNDICION O INMEDIATAMENTE DESPUES DE SU ENFRIAMIENTO, SE PRODUCE UNA PRESION DE GAS SOBRE LA MASA EN FUSION EN EL CONDUCTO DE MATERIAL , CON LA MISMA FASE DE GAS COMO EN LA CAMARA HERMETICAMENTE CERRADA DEL RECIPIENTE DE MATERIAL FUNDIDO . ANTES DE COMENZAR EL SIGUIENTE PROCESO DE FUNDICION SE ENJUAGA EL ESPACIO DEL MOLDE DE FUNDICION CON LA FASE DE GAS EN EL CONDUCTO Y EN LA CAMARA.
PROCEDIMIENTO DE AUTOMATIZACION DE UN CICLO DE COLADA, DEL TIPO DE BAJA PRESION, DE UN METAL EN UN MOLDE, JUNTO CON UN DISPOSITIVO CORRESPONDIENTE.
(01/12/1982). Solicitante/s: ETUDE ET DEVELOPPEMENT EN METALLURGIE E.D.E.M.
PROCEDIMIENTO Y DISPOSITIVO PARA LA AUTOMATIZACION DE UN CICLO DE COLADA, DEL TIPO DE BAJA PRESION, DE UN METAL EN UN MOLDE. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE COMPRIME, CON AYUDA DE UN FLUIDO DE IMPULSION, EL METAL EN FUSION CONTENIDO EN UN HORNO CERRADO; SEGUNDA, SE IMPULSA EL METAL LIQUIDO COMPRIMIDO EN UN MOLDE SITUADO EN LA PARTE SUPERIOR DEL HORNO, MEDIANTE UN TUBO DE INYECCION SUMERGIDO EN EL HORNO Y QUE DESEMBOCA EN EL MOLDE; Y POR ULTIMO, SE HACE SUFRIR AL METAL UN CICLO DIVIDIDO EN FASES, DESTINADAS A ADOPTAR LAS CARACTERISTICAS DE LA COLADA A LAS DIFERENTES ETAPAS DE EBULLICION DEL METAL EN EL MOLDE.
PERFECCIONAMIENTOS EN MAQUINAS DE FUNDIR A BAJA PRESION.
(01/11/1982). Solicitante/s: GKN KENT ALLOYS LIMITED.
MAQUINA PARA FUNDIR A BAJA PRESION. CONSTA DE UNA BASE DE TROQUEL PORTADORA DE UNO O MAS TROQUELES; DE UN HORNO PARA MANTENER EL MATERIAL FUNDIDO, SITUADO DEBAJO DE LA BASE DE TROQUEL ; DE LA TAPA PARA CERRAR LA PARTE SUPERIOR DEL HORNO , PROVISTA DE UNA ABERTURA ; Y DE UNA CONEXION DE ALIMENTACION ENTRE EL HORNO Y EL TROQUEL O TROQUELE QUE COMPRENDE, UN TUBO DE ALIMENTACION PRIMARIA QUE SE EXTIENDE A LO LARGO DEL HORNO , UN COLECTOR SITUADO EN EL EXTREMO SUPERIOR DEL TUBO DE ALIMENTACION PRIMARIA , Y TUBOS DE ALIMENTACION SECUNDARIA, SEPARADOS, QUE SE EXTIENDEN HACIA ARRIBA DESDE LA PARTE SUPERIOR DEL COLECTOR HASTA EL TORQUEL O TROQUELES, POR LO QUE LA PARTE SUPERIOR DEL COLECTOR QUEDA SEPARADA DE LA BASE DEL TROQUEL O TROQUELES.
BASTIDOR DE PRENSA DE MOLDE DE COLADA.
(01/07/1981). Solicitante/s: REGIE NATIONALE DES USINES RENAULT.
ESTRUCTURA DE PRENSA DE MOLDE DE COLADA EN FORMA DE DOBLE PORTICO, QUE SOPORTA LOS PLATOS INFERIOR Y SUPRIOR DE PRENSA, EN SU PARTE CENTRAL LIBRE DE TODA COLUMNA. CONSTA DE UNA BASE FORMADA POR LARGUEROS , QUE SE EXTIENDEN BAJO LOS PORTICOS, Y REUNIDOS ENTRE SI POR TRAVIESAS , QUE SOSTIENEN LA CUNA DEL PLATO INFERIOR. EN LOS EXTREMOS DE LOS LARGUEROS SE ELEVAN LOS MONTANTES DE LOS PORTICOS, UNIDOS DE DOS EN DOS A UNA PARTE ALTA, POR LOS BRAZOS HORIZONTALES , QUE RECIBEN, A SU VEZ, TRAVIESAS SOBRE LAS QUE ESTA MONTADO EL PLATO SUPERIOR . ESTE PLATO ESTA MANIOBRADO POR UN GATO SOPORTADO POR LAS TRAVIESAS , POR MEDIO DE COLUMNAS Y GUIAS VERTICALES.
PROCEDIMIENTO E INSTALACION DE MOLDEO A BAJA PRESION DE PIEZAS METALICAS EN IMPRESION DE ARENA CON PARED DELGADA.
(16/02/1981). Solicitante/s: PONT-A-MOUSSON S.A..
PROCEDIMIENTO E INSTALACION DEL MOLDEO A BAJA PRESION DE PIEZAS DE FUNDICION EN IMPRESION DE ARENA CON PARED DELGADA. CONSISTE EN REALIZAR LA IMPRESION EN UNA MASA DE PARTICULAS MAGNETIZABLES, TALES COMO GRANALLA DE HIERRO, QUE SE AMONTONAN Y RIGIDIFICAN ANTES DE LA COLADA POR MEDIO DE UN CAMPO MAGNETICO. LA INSTALACION COMPRENDE UN BASTIDOR , QUE RODEA A UN CRISOL DE COLADA , UNIDO A UN AFUENTE DE GAS COMPRIMIDO Y CON UN TUBO VERTICAL DE MATERIA REFRACTARIA. EL BASTIDOR TIENE MEDIOS PARA SOPORTAR LOS MOLDES Y APLICAR EL ORIFICIO DE COLADA CONTRA LA EXTREMIDAD SUPERIOR DEL TUBO DE LLEGADA, EXISTIENDO UN ELECTROIMAN QUE SE DISPONE ALREDEDOR DEL MOLDE DURANTE LA COLADA.
PROCEDIMIENTO DE FABRICACION DE UNA RUEDA DE ALEACION LIGERA.
(16/04/1979). Solicitante/s: S.A. FRANCESA ARELIERS DE LA MOTOBECANE.
Procedimiento de fabricación de una rueda de aleación ligera, caracterizado porque comprende las etapas siguientes: fundir a presión una primera parte de la rueda que comprende la llanta, los radios y los medios para fijar estas primera parte a un cubo, efectuándose la alimentación por el centro de la rueda; cortar con la prensa el canal de alimentación, los respiraderos y las mazarotas; y fijar a esta primera parte una segunda parte que constituye el cubo de la rueda.
PROCEDIMIENTO Y DISPOSITIVO DE ACCIONAMIENTO DE UN CRISOL DE COLADA REPETITIVA A BAJA PRESION EN MOLDES DE ARENA CIEGOS.
(16/12/1978). Solicitante/s: PONT-A-MOUSSON S.A..
Resumen no disponible.
PROCEDIMIENTO E INSTALACION DE COLADA A BAJA PRESION EN MOLDE DE ARENA.
(01/05/1977). Solicitante/s: PONT-A-MOUSSON S.A..
Resumen no disponible.
METODO Y APARATO PARA MOLDEAR EN MATRIZ A BAJA PRESION.
(01/02/1976). Solicitante/s: SOAG MACHINERY LTD.
Resumen no disponible.
PERFECCIONAMIENTOS EN, O RELACIONADOS CON, APARATOS PARA MOLDEAR EN MATRIZ A BAJA PRESION.
(16/11/1975). Solicitante/s: SOAG MACHINERY LTD.
Resumen no disponible.
(16/06/1975). Solicitante/s: GRAVICAST PATENTVERWERTUNGS - GESELLSCHAFT.
Resumen no disponible.
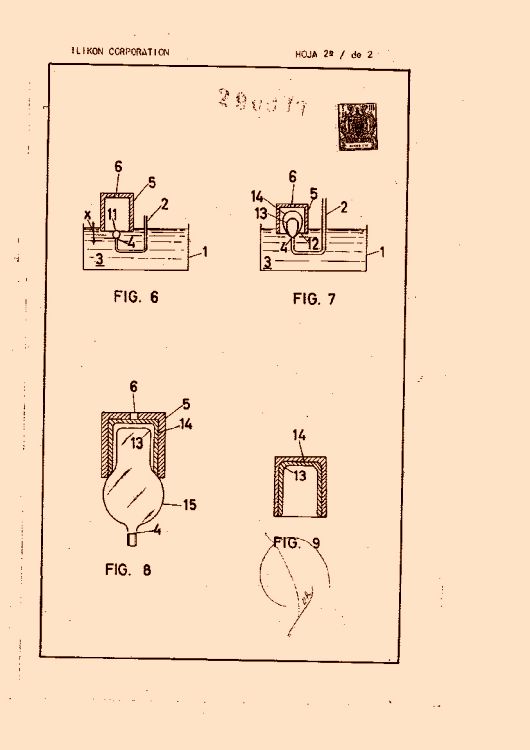
PROCEDIMIENTO PARA FABRICAR ARTÍCULOS HUECOS.
(01/12/1963). Ver ilustración. Solicitante/s: ILIKON CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}