CIP-2021 : B23B 29/03 : Cabezas de escariar.
CIP-2021 › B › B23 › B23B › B23B 29/00 › B23B 29/03[1] › Cabezas de escariar.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q).
B23B 29/00 Porta-herramientas para herramientas de corte no rotativas (B23B 27/12 tiene prioridad ); Barras o cabezas de escariado; Accesorios para los porta-herramientas.
B23B 29/03 · Cabezas de escariar.
CIP2021: Invenciones publicadas en esta sección.
MÁQUINA HERRAMIENTA PARA MECANIZAR EN HUECOS LONGITUDINALES.
(25/01/2019). Solicitante/s: LAGUN MACHINE TOOLS, S.L. Inventor/es: ELOSUA ODRIOZOLA,Jesus, AGIRRE ANDONEGI,Aitor.
Máquina herramienta para mecanizar en huecos longitudinales, la cual comprende un eje para ser dispuesto a través de un hueco longitudinal; medios de fijación para fijar el eje de acuerdo con una localización en el hueco longitudinal; y un cabezal para portar al menos una herramienta de mecanizado, siendo el cabezal linealmente desplazable por el eje . La máquina herramienta adicionalmente comprende un carro configurado para ser linealmente desplazado a lo largo del eje y dispuesto para desplazar linealmente el cabezal ; y unos medios de giro configurados para transmitir un giro al cabezal con respecto al carro y al eje.
PDF original: ES-2697692_A1.pdf
PDF original: ES-2697692_B2.pdf
HERRAMIENTA PARA MECANIZADO CON ARRANQUE DE VIRUTA DE PIEZAS DE TRABAJO.
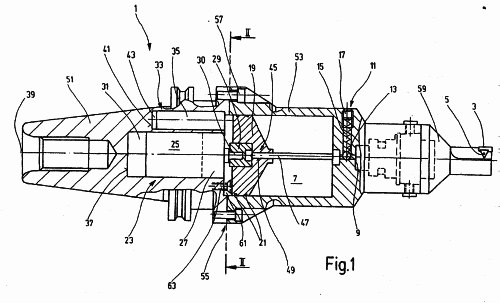
(16/07/2005). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG.
Herramienta para el mecanizado con arranque de viruta de piezas trabajo, que se puede acoplar con un alojamiento de herramienta de una máquina herramienta, con un espacio de almacenamiento , que aloja lubricante colocado desplazable en la corredera , y con un actuador acoplable con una corredera , caracterizada porque en el recinto de almacenamiento se ha previsto en la herramienta y/o en el alojamiento de la herramienta, que el actuador se coloca en la herramienta y que esté dotado de una unidad de conmutación , que activa el actuador en una primera posición de conmutación y lo desactiva en una segunda posición de conmutación.
ADAPTADOR DE APOYO PARA BROCA.
(16/11/2000). Solicitante/s: SANDVIK AKTIEBOLAG. Inventor/es: DANIELSSON, AKE, BLOMBERG, TORSTEN.
ESTA INVENCION SE RELACIONA CON UNA PERFORADORA QUE INCLUYE UNAS PLATAFORMAS DE SOPORTE PARA SOPORTAR Y GUIAR LA PERFORADORA DENTRO DEL AGUJERO DE PERFORACION. LAS PLATAFORMAS DE SOPORTE ESTAN HECHAS DE UNOS CUERPOS DE CARBURO CEMENTADO EN FORMA DE PARALELIPEDO QUE TIENEN CADA UNO DOS ELEMENTOS SOBRESALIENTES EN FORMA DE ALA EN SUS CARAS LONGITUDINALES. LA CABEZA DE PERFORACION DE LA PERFORADORA INCLUYE UNAS MUESCAS CON DOS PARTES SOBRESALIENTES EN LAS CARAS MAYORES. ESTO PROPORCIONA A LA PLATAFORMA DE SOPORTE UNA POSICION AXIAL DETERMINADA Y FORTALECE LA PLATAFORMA DE SOPORTE ANTE EL DEBILITAMIENTO PROVOCADO POR EL AGUJERO CENTRAL. ADEMAS, SE PUEDE DOBLAR LA PLATAFORMA DE SOPORTE EN UNA MEDIA VUELTA SI UNO DE SUS EXTREMOS RESULTA DAÑADO PUESTO QUE LAS LONGITUDES DE LOS EXTREMOS NO TIENEN QUE FUNCIONAR COMO SUPERFICIES SOBRESALIENTES.
HERRAMIENTA DE TALADRADO FINO DE PRECISION.
(16/11/1997). Solicitante/s: WALTER KIENINGER GMBH HARTMETALL- UND DIAMANTWERKZEUGFABRIK. Inventor/es: HORSCH, WILFRIED, KIENINGER, WALTER.
LA PRESENTE INVENCION SE REFIERE A UNA HERRAMIENTA DE TALADRADO FINO DE PRECISION CON UN MANGO SOPORTE, QUE DISPONE DE UNA BRIDA , DE UN FIJADOR DE CUCHILLA PARA LA COLOCACION DE UNA CUCHILLA , QUE ESTA APLICADA EN EL MANGO SOPORTE ALOJADA CONTRA LA ZONA EXTREMA DE LA HERRAMIENTA DE TALADRADO DE PRECISION. LA HERRAMIENTA SE CARACTERIZA PORQUE, LA CUCHILLA ES MOVIBLE MEDIANTE UN EQUIPO DE ACCIONAMIENTO EN DIRECCION RADIAL Y EL EQUIPO DE ACCIONAMIENTO ES AJUSTABLE POR MEDIO DE UNA INSTALACION DE AJUSTE. DE AQUI SE CONSIGUE, QUE LA SUPERFICIE DE LA PIEZA DE TRABAJO MECANIZADA SE ENCUENTRE LIBRE DE ESTRIAS Y AL MISMO TIEMPO SE HACE POSIBLE UN AJUSTE DE PRECISION DE LA HERRAMIENTA, CON LO QUE LA HERRAMIENTA ES AJUSTABLE EN UNA SITUACION DE EMPOTRAMIENTO EN EL HUSILLO DE SUJECION DE LA MAQUINA.
APARATO PARA REALIZAR MECANIZACIONES DE PROFUNDIDAD CONTROLADA.
(16/01/1995). Ver ilustración. Solicitante/s: JOBS S.P.A.. Inventor/es: CORSI, ARMANDO.
APARATO PARA REALIZAR MECANIZACIONES DE PROFUNDIDAD CONTROLADA. EL APARATO SE EMPLEA CON PLANTILLAS E INCLUYE: UN CUERPO COMPUESTO POR DOS PARTES DESLIZANTES EN ANTAGONISMO CON MEDIOS ELASTICOS Y ADECUADO PARA ALOJAR UNA HERRAMIENTA DE PERFORACION --CON CIERTA HOLGURA--, ESTANDO PROVISTA, UNA DE LAS PARTES, DE ACOPLAMIENTOS PARA EL MONTAJE EN UNA MAQUINA HERRAMIENTA Y ESTANDO PROVISTA, LA OTRA PARTE, DE UN PRESIONADOR CON UNA GUIA PARA UNA BROCA; Y MEDIOS ELASTICOS ADECUADOS PARA MANTENER LA HERRAMIENTA CENTRADA RESPECTO A DICHAS PARTES; SIENDO MAS LARGA LA CARRERA RELATIVA ENTRE LAS DOS PARTES DESLIZANTES QUE LA CARRERA DE PERFORACION DE LA HERRAMIENTA. EL APARATO ES APLICABLE A MAQUINAS AUTOMATICAS DE MECANIZACION CON CONTROL NUMERICO, UTILIZANDO PLANTILLAS.
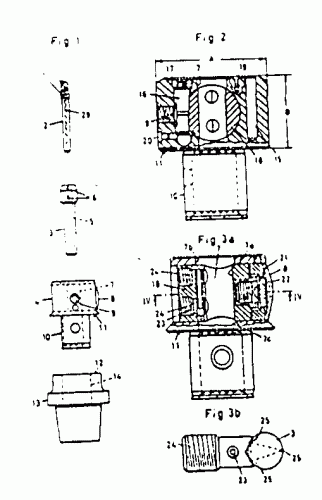
(16/08/1990). Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG.
SE PROPONE UNA HERRAMIENTA DE TALADRO, SOBRE TODO PARA TALADROS DE PRECISION, DISPONIENDO DE UNA CABEZA DE CUCHILLA, Y EN CUYO PERIMETRO ESTAN COLOCADAS VARIAS CUCHILLAS PRESIONABLES MEDIANTE UN DISPOSITIVO DE SUJECION CONTRA LA CABEZA DE CUCHILLA. LA DISTANCIA RESPECTO AL EJE DE LA CABEZA DE CUCHILLA ES DIFERENTE, QUEDANDO A DISTINTO PLANO. LAS CUCHILLAS TIENEN UNA FORMA CIRCULAR Y ESTAN COLOCADAS, PARA QUE AL TRABAJAR, LA FUERZA QUE EJERCEN SOBRE LA CABEZA DE CUCHILLAS SE ANULA ENTRE SI Y PARA QUE LOS CORTES DE LOS CANTOS DE LAS CUCHILLAS CORTANTES PROYECTADOS EN UN PLANO DEL EJE SE TRANSFIERAN CONSTANTEMENTE ENTRE SI.
DISPOSITIVO PARA TORNEAR INTERIORMENTE.
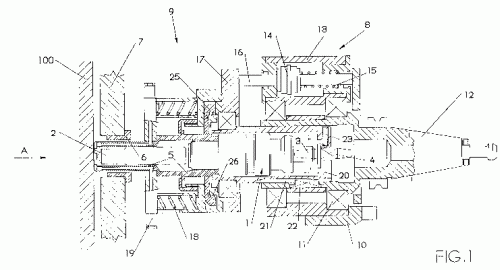
(16/08/1989). Ver ilustración. Solicitante/s: HEINZ KAISER AG. Inventor/es: KAISER, HEINZ, STADELMANN, RUDOLF.
DISPOSITIVO PARA TORNEAR INTERIORMENTE. PRESENTA UN CABEZAL PARA TORNEAR INTERIORMENTE CON UNA CORREDERA REGULABLE RADIALMENTE PARA LA REGULACION DEL DIAMETRO PARA TORNEAR INTERIORMENTE. LA CORREDERA PRESENTA UN TALADRO PASANTE EN QUE, MEDIANTE UN DISPOSITIVO DE APRIETE, PUEDE APRETARSE FIJAMENTE UN DISPOSITIVO SUJETADOR REGULABLE LONGITUDINALMENTE EN DIRECCION AXIAL, PARA UN SOPORTE INTERCAMBIABLE DE UTILES DE CORTE. MEDIANTE TALADROS EN EL CUERPO DEL CABEZAL PARA TORNEAR INTERIORMENTE SE ELIMINA EL DESEQUILIBRIO AMPLIAMENTE ENTONCES, CUANDO EL DISPOSITIVO SUJETADOR SE ENCUENTRA EN UNA POSICION DE CORRIMIENTO RADIAL, QUE ESTA SITUADA EN EL ALCANCE PRINCIPAL DE APLICACION DEL CABEZAL PARA TORNEAR INTERIORMENTE. PARA UNA OPTIMA ESTABILIZACION DEL DISPOSITIVO PARA TORNEAR INTERIORMENTE CONTRIBUYE TAMBIEN EL QUE LA ALTURA DE CONSTRUCCION DEL CABEZAL PARA TORNEAR INTERIORMENTE ES COMPARATIVAMENTE PEQUEÑA.
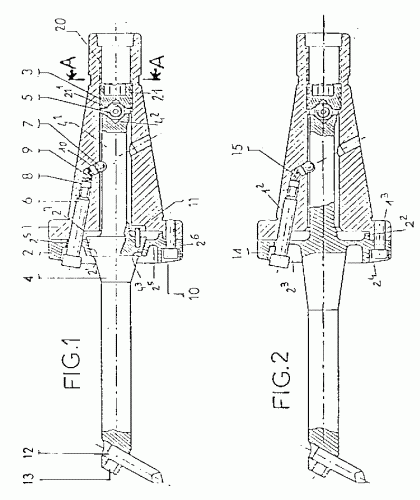
(01/07/1988). Ver ilustración. Solicitante/s: FABRIQUE D'OUTILLAGE DE SAINT ETIENNE, S.A. Inventor/es: MICHALON, DANIEL.
APARATO DE MANDRINAR QUE PERMITE LA TOMA DE MEDIDAS CON TOLERANCIA PRECISA, CARACTERIZADO POR EL HECHO DE QUE ESTA DISPUESTO Y COMPRENDE MEDIOS QUE PERMITEN LA TOMA DE MEDIDAS POR DEFORMACION DE LA FIBRA NEUTRA LONGITUDINAL DEL EJE PORTAUTILES, ASEGURANDO DICHOS MEDIOS UN ESFUERZO REGULABLE Y MODULABLE DE UNA PARTE DEL EJE PORTAUTILES CONTENIDA ENTRE DOS APOYOS.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA LA COMPENSACION DEL DESGASTE DE LA HERRAMIENTA EN UNA BARRA DE TALADRAR.
(16/04/1984). Solicitante/s: FRIEDRICH DECKEL AKTIENGESELLSCHAFT.
PROCEDIMIENTO Y DISPOSITIVO CORRESPONDIENTE PARA LA COMPENSACION DEL DESGASTE DE LA HERRAMIENTA EN UNA BARRA DE TALADRAR, ALOJADA EN UN HUSILLO DE MAQUINA HERRAMIENTA QUE TIENE UN ACERO TALADRADOR O SIMILAR PROYECTADO MAS O MENOS RADIALMENTE, PUDIENDO VARIARSE LA ALINEACION DE LA BARRA DE TALADRAR RESPECTO AL HUSILLO Y POR TANTO RESPECTO AL CIRCULO DE VUELO DEL FILO DEL ACERO TALADRADOR.EL PROCEDIMIENTO CONSISTE EN HACER GIRAR LA BARRA DE TALADRAR (20, 20K) RESPECTO AL HUSILLO EN TORNO A UN EJE DE AJUSTE (40, 40K), PARALELAMENTE CORRIDO O INCLINADO RESPECTO AL EJE DELHUSILLO (18, 18K), DESDE UNA POSICION DE MENOR EXCENTRICIDAD DEL FILO DEL ACERO TALADRADOR, CORRESPONDIENTE A LA MEDIDA DEL DESGASTE, EN DIRECCION A LA MAYOR EXCENTRICIDAD.
(16/11/1981). Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG.
Una cabeza de taladrar con una boca para la evacuación de virutas y varias placas de corte reversibles situadas con sus filos en un plano axial, dispuestas en forma escalonada y que limitan la boca para las virutas, caracterizada porque las placas de corte, que presentan una configuración de paralelogramo, se aplican de plano una contra otra y contra un escalón posterior y presentan una contra otra y contra el escalón posterior y presentan filos principales que discurren paralelos entre sí, estan dispuestas con posibilidad de regulación radial por medio de guías de corredera.
{kind=link}
{kind=link}
{kind=link}
{kind=link}