CIP-2021 : H05B 3/52 : Aparatos o procedimientos para rellenar o comprimir un material aislante en tubos.
CIP-2021 › H › H05 › H05B › H05B 3/00 › H05B 3/52[4] › Aparatos o procedimientos para rellenar o comprimir un material aislante en tubos.
Notas[g] desde H05B 1/00 hasta H05B 11/00: Calefacción
H ELECTRICIDAD.
H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR.
H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR.
H05B 3/00 Calefacción por resistencia óhmica.
H05B 3/52 · · · · Aparatos o procedimientos para rellenar o comprimir un material aislante en tubos.
CIP2021: Invenciones publicadas en esta sección.
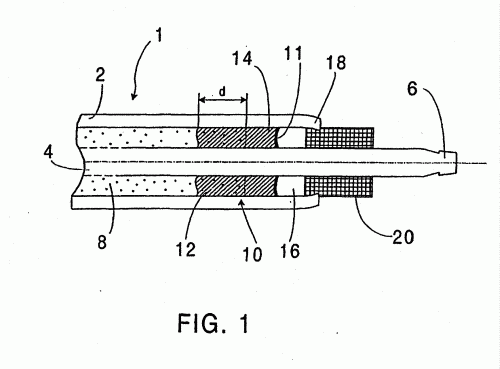
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS DE CALENTAMIENTO.
(16/05/2006). Ver ilustración. Solicitante/s: SEB S.A.. Inventor/es: SASSO, MICHEL.
Procedimiento de fabricación de elemento calentador a partir de un tubo recto metálico , comprendiendo dicho procedimiento las etapas de aplicación de un conjunto compuesto por un hilo resistente y dos bornes de conexión en el interior de dicho tubo , desembocando los dos bornes en cada extremo de dicho tubo , siendo llenado éste último de magnesia , siendo seguidas estas etapas por una operación de compactación seguida de un recocido a alta temperatura en un horno, a continuación de esta etapa de recocido, durante la fase de enfriamiento del tubo, se realiza una etapa de taponamiento de al menos uno de los extremos del tubo con ayuda de una resina en contacto con la magnesia , caracterizado porque la polimerización de la resina es incompleta y deja la resina en una etapa intermedia de gel, previamente a toda acomodación de forma de dicho tubo , siendo dicha resina polimerizada a continuación, según el procedimiento de fabricación.
MAQUINA PARA MONTAR RESISTENCIAS BLINDADAS EN UNA CADENA LINEAL DE FABRICACION EN SERIE DE DICHAS RESISTENCIAS.
(16/10/1997) MAQUINA PARA MONTAR RESISTENCIAS BLINDADAS EN UNA CADENA LINEAL DE FABRICACION EN SERIE DE DICHAS RESISTENCIAS. LA MAQUINA PRESENTA EN UN EXTREMO DE LA MISMA UNA ENTRADA PARA EL MATERIAL DE TUBO DIMENSIONADO Y TRATADO PREVIAMENTE EN MAQUINAS CONVENCIONALES COMPONENTES DE UNA CADENA DE FABRICACION ROBOTIZADA, Y CUYO MATERIAL ES TRANSFERIDO A LA CITADA MAQUINA A TRAVES DE UNOS PRIMEROS MODULOS DE ALIMENTACION. LA MAQUINA PRESENTA UNOS MEDIOS QUE EFECTUAN EL AGARRE Y TRASLACION DE LOS TUBOS, SIN DESPLAZAMIENTO EN ASCENSO DE LOS MISMOS; UNOS MEDIOS QUE EFECTUAN EL MONTAJE DE LAS RESISTENCIAS EN SU INTERIOR, EL RELLENO DE AQUELLOS CON EL MATERIAL DE AISLAMIENTO, Y EL VIBRADO DE DICHO AISLAMIENTO DURANTE EL TRASLADO DE LOS TUBOS, SIN PRECISAR TIEMPOS MUERTOS DE PARADA. EN EL EXTREMO OPUESTO DE LA MAQUINA SE CONSTITUYE UNA SALIDA…
METODO Y APARATO PARA HACER UN CABLE DE AISLANTE MINERAL.
(16/10/1993). Solicitante/s: CITY ELECTRICAL FACTORS LTD. Inventor/es: GILL, DENNIS.
SE FORMAN BLOQUES DE OXIDO DE MAGNESIO U OTRO MINERAL AISLANTE CON RENURAS . SE COLOCAN CONDUCTORES DE COBRE EN LAS RANURAS Y SE MANTIENEN LOS BLOQUES EN SU LUGAR SOBRE LOS CONDUCTORES MEDIANTE UNA CAPA DE CINTA AISLANTE . SE FORMA UN TUBO DE COBRE ALREDEDOR DE LA CAPA , Y LUEGO SE SOMETE LA TOTALIDAD A PASOS ALTERNATIVOS DE ESTIRAMIENTO O MANDRINADO Y RECOCIDO PARA FORMAR UN CABLE CON AISLANTE MINERAL.
PROCEDIMIENTO PARA PREPARAR UN ELEMENTO DE CALEFACCION ELECTRICA TUBULAR.
(01/06/1982). Solicitante/s: BULTEN-KANTHAL AB.
FABRICACION DE UN ELEMENTO DE CALEFACCION ELECTRICA TUBULAR, EN EL QUE LA RESISTENCIA ELECTRICA ES UNA ALEACION DE FE-CR-A1 QUE ESTA EMPOTRADA EN UNA MASA DE OXIDO DE MAGNESIO. CONSISTENTE EN PREPARAR UN ALAMBRE DE RESISTENCIA A PARTIR DE UNA ALEACION QUE COMRENDE 12 A 25 POR 100 EN PESO DE CR, 3 A 6 POR 100 DE A1, 0,01 A 1 POR 100 DE FE Y EL RESTO DE HIERRO Y PEQUEÑAS CANTIDADES DE OTRAS SUSTANCIAS; POR EJEMPLO, SI, MN Y CO, E IMPUREZAS USUALES EN UNA CANTIDAD TOTAL QUE NO EXCEDE DE UN 2 POR 100. SE ARROLLA EN ESPIRAL EL ALAMBRE PARA FORMAR UNA BOBINA QUE ES PROVISTA OPCIONALMENTE DE CONECTADORES TERMINALES, INTRODUCIENDOSE LA BOBINA CONCENTRICAMENTE EN UNA ENVUELTA METALICA TUBULAR EXTERIOR QUE TIENE UN DIAMETRO INTERNO MAYOR QUE EL EXTERNO DE LA BOBINA. SE RELLENA LA ENVUELTA METALICA CON UN MATERIAL PULVERULENTO ELECTRICAMENTE AISLANTE, PREFERIBLEMENTE MGO, Y SE COMPRIME EL ELEMENTO TUBULAR PREPARADO, PUDIENDOSE CERRAR HERMETICAMENE LOS EXTREMOS DEL ELEMENTO.
{kind=link}