CIP-2021 : B29C 49/00 : Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 49/00[m] › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 49/02 · Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
B29C 49/04 · · Moldeo por extrusión-soplado.
B29C 49/06 · · Moldeo por inyección-soplado.
B29C 49/08 · Estirado biaxial durante el moldeo por soplado.
B29C 49/10 · · utilizando medios mecánicos.
B29C 49/12 · · · Punzones de estirado.
B29C 49/14 · · · Organos de apretado.
B29C 49/16 · · utilizando una diferencia de presiones, p. ej. presoplado.
B29C 49/18 · utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
B29C 49/20 · de objetos que tienen elementos insertos o refuerzos.
B29C 49/22 · de preformas o parisones multicapas.
B29C 49/24 · Revestimiento o marcado.
B29C 49/26 · · Revestimiento interno de tubos.
B29C 49/28 · Aparatos de moldeo por soplado.
B29C 49/30 · · teniendo moldes o partes de molde móviles.
B29C 49/32 · · · con movimiento de vaivén.
B29C 49/34 · · · · los elementos del molde se desplazan uno sobre otro.
B29C 49/36 · · · girando alrededor de un eje.
B29C 49/38 · · · montados sobre soportes móviles sin fin.
B29C 49/40 · · · · sobre tambores cooperantes.
B29C 49/42 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 49/44 · · para aplicar una presión a través de las paredes de un saco inflado.
B29C 49/46 · · caracterizado por la utilización de un medio particular o de un fluido de soplado que no sean el aire.
B29C 49/48 · · Moldes.
B29C 49/50 · · · que tienen medios de corte o desbarbado.
B29C 49/52 · · · que tienen medios de decoración o impresión.
B29C 49/54 · · · para fabricar objetos con muesca o sesgados.
B29C 49/56 · · Medios de apertura, cierre o apriete.
B29C 49/58 · · Medios de soplado.
B29C 49/60 · · · Agujas de soplado.
B29C 49/62 · · Medios de ventilación.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
B29C 49/66 · · · Enfriamiento por introducción de un refrigerante en el objeto soplado.
B29C 49/68 · · · Hornos especialmente adaptados para calentar preformas o parisones.
B29C 49/70 · · Desmoldeo o eyección de objetos soplados desde el molde.
B29C 49/72 · · Eliminación de rebabas fuera del molde.
B29C 49/74 · · · Eliminación de rebabas de la porción del cuello.
B29C 49/76 · · Calibrado del cuello.
B29C 49/78 · · Medida, control o regulación.
B29C 49/80 · · · Pruebas, p. ej. de fugas.
CIP2021: Invenciones publicadas en esta sección.
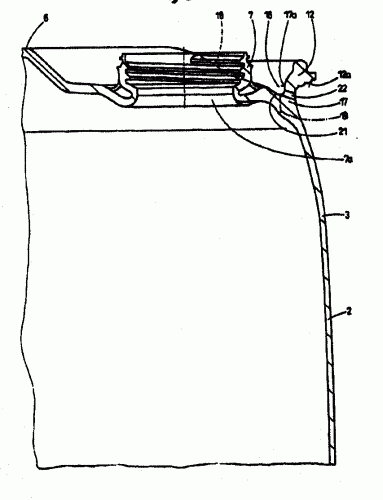
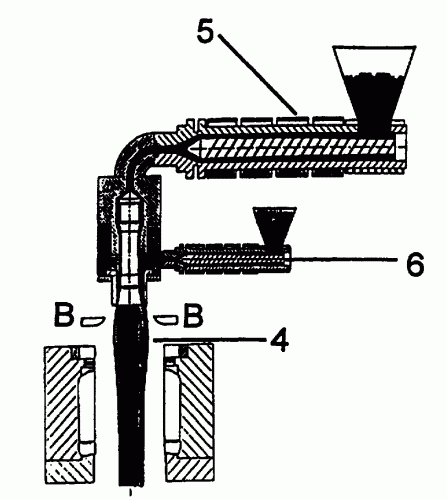
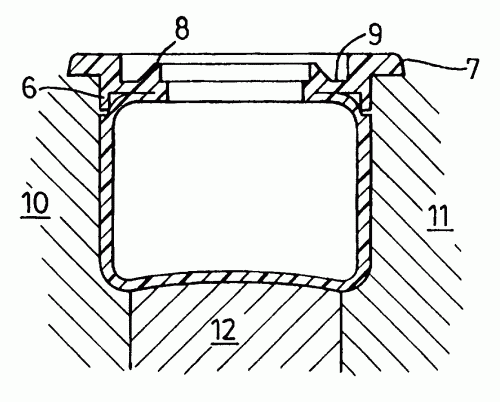
PROCEDIMIENTO PARA LA FABRICACION DE BARRILES DE TAPON Y BARRILES DE TAPA ROSCADA DE PLASTICO Y PROCEDIMIENTO PARA EL REACONDICINAMIENTO DE BARRILES DE TAPON.
(01/05/2003). Ver ilustración. Solicitante/s: SCHUTZ-WERKE GMBH & CO. KG.. Inventor/es: SCHUTZ, UDO.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE BARRILES DE ESPICHE Y BARRILES DE TAPA DE PLASTICO SE CONFORMAN MEDIANTE SOPLADO CUERPOS DE BARRILES DE ESPICHE CON UNA ENVUELTA DE BARRIL CILINDRICA, UN FONDO INFERIOR Y UN FONDO SUPERIOR CON AL MENOS UN ESPICHE, QUE DISPONE DE UNA ABERTURA CERRABLE PARA LLENADO Y VACIADO DEL BARRIL ASI COMO UN ANILLO SOPORTE SUPERIOR, CONFIGURADO PARA LA APLICACION DE UN AGARRADOR DE BARRIL DISPUESTO DE FORMA CONOCIDA EN UNA SOLA PIEZA. PARA LA ELABORACION DE BARRILES DE TAPA SE CORTA HACIA EL EXTERIOR EL FONDO SUPERIOR CONCENTRICAMENTE CON RESPECTO AL EJE DE BARRIL A PARTIR DEL CUERPO DE BARRIL DE ESPICHE REFRIGERADO, DE TAL FORMA QUE EL ANILLO SOPORTE SUPERIOR FORMA EL BORDE DE ABERTURA DEL CUERPO DE BARRIL DE TAPA. A CONTINUACION SE SUJETA SOBRE EL BORDE DE ABERTURA DEL CUERPO DE BARRIL UNA TAPA SENCILLA O UNA TAPA DE ESPICHE CON JUNTA MEDIANTE UN ANILLO DE SUJECION.
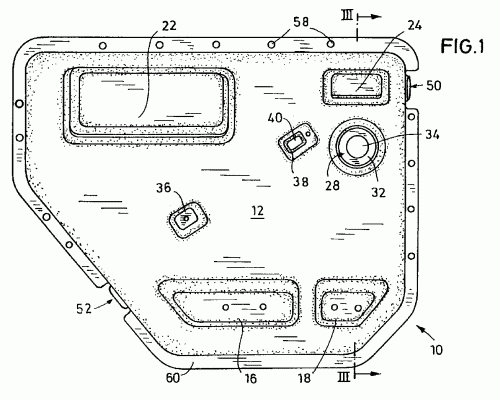
REVESTIMIENTO DE PUERTA PARA VEHICULOS FABRICADO POR UN PROCEDIMIENTO DE SOPLADO EN UN PLASTICO TERMOPLASTICO.
(16/04/2003). Ver ilustración. Solicitante/s: KAUTEX TEXTRON GMBH & CO. KG.. Inventor/es: WEBER, WOLFGANG, MOITZHEIM, JURGEN.
LA INVENCION ESTA RELACIONADA CON UN REVESTIMIENTO DE PUERTA PARA AUTOMOVILES FABRICADA POR EL PROCEDIMIENTO DE SOPLADO A PARTIR DE MATERIAL TERMOPLASTICO, QUE SE CONFIGURA COMO CUERPO HUECO MOLDEADO POR SOPLADO EN UNA SOLA PIEZA Y DOTADO DE HUECOS MOLDEADOS , CAVIDADES Y SALIENTES PARA FORMAR ASIENTOS, CONTORNOS, BANDEJAS, ETC, CONFIGURANDOSE AL MENOS PARTE DE LAS PAREDES QUE LIMITAN ESTOS HUECOS POR MEDIO DE MOLDEO A PRESION. EL CUERPO HUECO SE DOTA ANTES DE SU COLOCACION EN LA PUERTA DE, AL MENOS, PARTE DE LOS ELEMENTOS FUNCIONALES NECESARIOS EN LA ZONA DE LA PUERTA, INSERTANDOSE DESPUES LA UNIDAD DE MONTAJE RESULTANTE EN SU CONJUNTO EN EL ASIENTO DE LA PUERTA.
CONTENEDOR PRESURIZADO REUTILIZABLE RESISTENTE A LA FISURACION A NIVEL DE LA BASE Y PROCEDIMIENTO DE FABRICACION.
(16/12/2002) UNA PREFORMA Y UN ENVASE, SE CONCIBEN PARA UN ENVASE PRESURIZADO RELLENABLE DE PLASTICO, COMO UN ENVASE DE POLIESTER PARA UNA BEBIDA CON GAS, QUE TIENE UNA ZONA DE BASE CON AUMENTADA RESISTENCIA A LA FISURACION DE LA INYECCION. LA FISURACION DE LA INYECCION, QUE PUEDE CONSTITUIR UN PROBLEMA EN CLIMAS MAS CALIDOS, SE PIENSA QUE ESTA CAUSADA EN LOS DISEÑOS PREVIOS, POR UNA OCLUSION DE MATERIAL ENTRE LA PUNTA DEL PUNZON DE ESTIRADO Y LA BASE DEL MOLDE DE SOPLADO DURANTE EL MOLDEO POR SOPLADO DEL ENVASE. OCLUSION QUE CAUSA EN EL ENVASE DEFECTOS SUPERFICIALES CONTIGUOS A LA INYECCION. ESTOS DEFECTOS SUPERFICIALES SE EXTIENDE DURANTE EL FLEXADO DE LA ZOMA ABOMBADA…
TUBO DE PLASTICO CON UN CUERPO DE TUBO, ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
(16/12/2002) LA INVENCION SE REFIERE PRIMERO A UN TUBO DE PLASTICO CON UN CUERPO DE TUBO EN FORMA DE MANGUERA, QUE PASA A TRAVES DE UNA ESPALDILLA (2B) PARA FORMAR UN CUELLO ROSCADO EXTERIOR Y ES ENROSCABLE CON UN CIERRE ATORNILLADO, QUE CON LA ROSCA INTERIOR SE APLICA SOBRE LA ROSCA DEL CUELLO ROSCADO EXTERIOR. PARA LA MEJORA DE LA CONFIGURACION DE UN TUBO DE ESTE TIPO, EN PARTICULAR CON UNA GRAN ESTABILIDAD DEL CUERPO DE TUBO Y PARA CONSEGUIR SU CIERRE, ASI COMO CIERTAMENTE CON COSTES DE ELABORACION MUY REDUCIDOS, SE HA PREVISTO QUE LA ESPALDILLA (2B) SE INYECTE EN EL EXTREMO PERTENECIENTE DEL CUERPO DE TUBO, DE FORMA QUE LA ESPALDILLA CON EL CUELLO ROSCADO EXTERIOR FORMA UNA SOLA PIEZA, DE MODO QUE LA ESPALDILLA (2B)…
EMPLEO DE MASAS DE MOLDEO DE POLIESTER DE ELEVADO PESO MOLECULAR.
(16/09/2002) Empleo de masas de moldeo de poliéster termoplásticas, que contienen A)de un 80 hasta un 100 % en peso de un arilato de polialquileno con una semianchura de las exotermas de cristalización de 5ºC, y B)de un 0 hasta un 20 % en peso de otros aditivos, ascendiendo los porcentajes en peso de los componentes A) y B) a un 100 %, para la obtención de cuerpos moldeados mediante moldeo por soplado, extrusión de perfiles y/o extrusión de tubos, caracterizado porque a)se esterifican o bien transesterifican en una primera etapa un ácido dicarboxílico aromático o sus ésteres o bien sus derivados formadores de ésteres con un exceso molar de un compuesto dihidroxílico, b)se precondensa en una segunda…
PARISON CUYO CUELLO ESTA CONSTITUIDO POR UN POLIESTER AROMATICO Y EN PARTICULAR UN POLIETILENO TEREFTALATO (PET), INCLUYENDO EL CUELLO UN ROSCADO QUE PRESENTA UN PERFIL DE SECCION LONGITUDINAL ASIMETRICA.
(01/09/2002). Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: HEBERT, ROLAND.
Un parison fabricado de una o más resinas termoplásticas y que incluye un cuello basado en un poliéster aromático, cuyo cuello está provisto con una rosca que no se ha estabilizado térmicamente, estando caracterizado el parison porque la rosca tiene un perfil en sección longitudinal que es asimétrico, haciendo posible por lo tanto obtener una rosca, cuyo perfil en sección longitudinal presenta simetría mejorada después de que el cuello se ha estabilizado térmicamente.
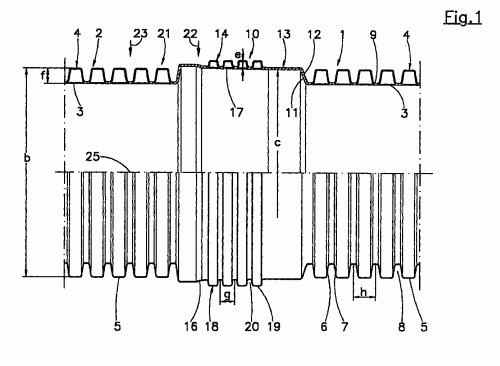
TUBO COMPUESTO CON MANGUITO INTEGRADO Y PROCEDIMIENTO DE FABRICACION.
(16/02/2002). Ver ilustración. Solicitante/s: HEGLER, RALPH-PETER, DR.-ING.. Inventor/es: HEGLER, RALPH-PETER, DR.-ING..
LA INVENCION SE REFIERE A UN TUBO DE INTERCONEXION FORMADO POR UN TUBO EXTERIOR ONDULADO Y UN TUBO INTERIOR LISO , QUE COMPRENDE UN MANGUITO QUE SE UNE EN SU BASE MEDIANTE UNA SECCION DE AMPLIACION AL TUBO INTERIOR Y AL TUBO EXTERIOR . A CONTINUACION DE LA SECCION DE AMPLIACION , EL MANGUITO PRESENTA UNA SECCION DE PAREDES LISAS Y BASICAMENTE DE UNA SOLA PARED UNIDA DE NUEVO A UNA SECCION DE TUBO DE INTERCONEXION CON UNA SECCION DE TUBO INTERIOR Y UNA SECCION DE TUBO EXTERIOR CON AL MENOS DOS CRESTAS DE ONDA ANULARES.
RECIPIENTE PARA PRODUCTOS LIQUIDOS.
(16/01/2002). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: BONIFACI, LUIGI, LOFFREDO, ARTURO.
ESTA INVENCION SE REFIERE A UN CONTENEDOR PARA PRODUCTOS LIQUIDOS QUE CONSTA DE UNA PARED DE BASE Y UNA PARED LATERAL , POR LO QUE DICHO CONTENEDOR MEJORA LA RESISTENCIA DE SU PARED LATERAL PARA LA CARGA SUPERIOR Y EL BOMBEO INTERIOR. ESTA MEJORA SE CONSIGUE MEDIANTE UN REBORDE DE REFUERZO . ASI DICHO REBORDE DE REFUERZO ES CAPAZ DE REDUCIR LA CANTIDAD DE BOMBEO INTERIOR Y DE MEJORAR LA RESISTENCIA A LA CARGA SUPERIOR, POR LO QUE SE REDUCE EL RIESGO DE QUE PUEDA QUEBRARSE DICHA PARED LATERAL.
INSTALACION PARA LA FABRICACION POR DEPRESION DE CUERPOS TUBULARES DE MATERIA SINTETICA.
(01/12/2001). Ver ilustración. Solicitante/s: CORELCO. Inventor/es: COURANT, ALAIN.
EN ESTA INSTALACION DONDE DOS CADENAS SINFIN (4A, 4B) DE COQUILLAS (5A,5B) QUE FORMAN UN MOLDE DE TUNEL, ESTANDO EL MOLDE DE CADA COQUILLA (5A, 5B) ALIMENTADO EN VACIO POR UN CIRCUITO INTERNO QUE COMUNICA CON UN CIRCUITO EXTERNO FIJO. SEGUN LA INVENCION, EL CIRCUITO INTERNO DE ALIMENTACION EN VACIO DE AL MENOS UNA DE LAS COQUILLAS (5A), DE CADA GRUPO DE DOS COQUILLAS (5A, 5B) COMPRENDE DOS RANURAS LONGITUDINALES QUE, DISPUESTAS PARALELAMENTE Y POR AMBAS PARTES DEL MOLDE SON CONTINUAS, DESDE UN EXTREMO CIEGO (18A) HASTA SU OTRO EXTREMO QUE DESEMBOCA EN UNA CARA DE EXTREMO Y QUE COMUNICAN CON LAS RANURAS DE ALIMENTACION DEL MOLDE, ESTANDO ESTAS RANURAS ALIMENTADAS POR RANURAS TRANSVERSALES QUE, DISPUESTAS EN LA CARA DE EXTREMO , SE COMUNICAN ELLAS MISMAS CON LOS CANALES DORSALES DE ALIMENTACION.
METODO Y APARATO PARA FORMAR UN TUBO TERMOPLASTICO DE DOBLE PARED CON CAMPANAS INTEGRADAS.
(01/11/2000). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Inventor/es: LUPKE, MANFRED ARNO ALFRED.
UN TUNEL DE MOLDEO MOVIL PARA LA FORMACION DE UN TUBO CORRUGADO DE DOBLE PARED QUE TIENE UNA PRIMERA PORCION PARA LA FORMACION DEL TUBO CORRUGADO Y UNA SEGUNDA PORCION ACAMPANADA PARA LA FORMACION DE UNA PORCION DE REBORDE ADECUADA PARA QUEDAR ACOPLADA A OTRO TUBO. EN EL EXTREMO CORRIENTE ARRIBA DE LA PORCION ACAMPANADA HAY UNOS CONDUCTOS DE PASO RADIALES DE PEQUEÑO DIAMETRO PARA QUE SE PUEDA ESTABLECER UNA PRESION DIFERENCIAL ENTRE EL INTERIOR Y EL EXTERIOR DE UN PRIMER PARISON DENTRO DE LA PORCION ACAMPANADA. DE ESTE MODO SE PUEDE APLICAR UN VACIO A TRAVES DE LOS CONDUCTOS DE PASO RADIALES PARA PERMITIR QUE UN PARISON INTERIOR SE LAMINE CON EL PRIMER PARISON SOBRE SU SUPERFICIE INTERIOR EN LA PORCION ACAMPANADA. EL PRIMER PARISON ES ARRASTRADO EN UNOS BALONES SALIENTES HASTA QUE ENTRA EN LOS CONDUCTOS DE PASO. ESTOS BALONES SE PUEDEN ROMPER. ALTERNATIVAMENTE, SE PUEDE UTILIZAR UNA PRESION POSITIVA. EN ESTE CASO, LOS BALONES SE PUEDEN ROMPER HACIA ADENTRO.
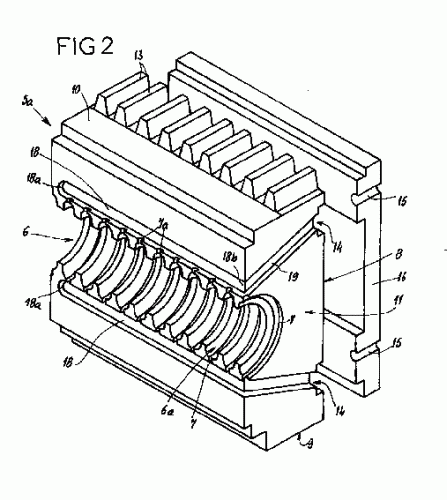
Procedimiento para producir artículos moldeados a partir de láminas termoplásticas reforzadas.
(01/10/2000) Un procedimiento para transformar láminas termoplásticas reforzadas (RTS) que se vuelven porosas en estado fundido en artículos manufacturados huecos, calentando y moldeando subsiguientemente las láminas , cuyo procedimiento comprende las etapas siguientes: i) dotar a por lo menos una lámina termoplástica reforzada con fibra de vidrio con características de estanqueidad al gas por medio de una película de barrera puesta en contacto con dicha lámina ; ii) calentar la lámina hasta el punto de ablandamiento del material que constituye la matriz de la lámina o hasta una temperatura superior de modo que la lámina sea fácilmente conformable pero retenga suficiente resistencia para ser estirada; iii) posicionar dicha lámina calentada impermeable al gas sobre un semimolde (5;5a) provisto con por lo menos un hueco; iv) cerrar el molde…
METODO PARA LA FABRICACION DE ENVASES, TALES COMO BOTELLAS O SIMILARES, CON UN MATERIAL SINTETICO TERMOPLASTICO LAMINAR Y APARATO PARA LLEVAR A CABO DICHO METODO.
(16/02/2000) SE PRESENTA UN METODO PARA PRODUCIR ENVASES, TALES COMO BOTELLAS O SIMILARES, CON UNA PELICULA HECHA DE MATERIAL TERMOPLASTICO, SINTETICO, Y UN APARATO PARA LLEVAR A CABO EL METODO. EL PROCESO COMPRENDE: UN PASO PARA UNIR TERMICAMENTE DOS TIRAS (3A, 3B) DE UNA PELICULA HECHA DE MATERIAL TERMOPLASTICO, SINTETICO QUE SE MIRAN ENTRE SI, DE MANERA QUE FORMEN, ENTRE LAS DOS TIRAS DE PELICULA, UNAS BOLSAS QUE ESTAN ABIERTAS EN EL BORDE LONGITUDINAL DE LAS TIRAS DE PELICULA; Y UN PASO DE TERMOFORMACION, DURANTE EL CUAL UN SEGMENTO DE LAS DOS TIRAS (3A, 3B) DE LA PELICULA, EN EL CUAL SE HAN FORMADO LAS BOLSAS, SE INSERTA…
MEJORAS RELATIVAS A RECEPTACULOS.
(01/11/1999) UN RECEPTACULO FORMADO EN DOS ETAPAS A PARTIR DE UN MATERIAL TAL COMO UNO TERMOPLASTICO DEFORMABLE CUANDO SE CALIENTA. EN LA PRIMERA ETAPA SE MOLDEA POR INYECCION UNA PREFORMA , LIBERANDO FACILMENTE LAS PIEZAS DEL MOLDE UN CUERPO TUBULAR CON UN EXTREMO CERRADO Y UN REBORDE QUE SE PROYECTA HACIA AFUERA POR EL EXTREMO ABIERTO. SOBRE O EN LA SUPERFICIE DEL REBORDE QUE MIRA HACIA EL LADO OPUESTO AL CUERPO HAY UNA FORMACION TAL COMO UN SALIENTE EN ESPIRAL O RANURA. EN LA SEGUNDA ETAPA SE MOLDEA POR SOPLADO LA PREFORMA TODAVIA CALIENTE , PUDIENDOSE LLEVAR A CABO UN ESTIRAMIENTO MECANICO PRELIMINAR, CON LA AGUJA DE SOPLADO ASENTADA…
PROCEDIMIENTO Y DISPOSITIVOS PARA EL RECUBRIMIENTO DE UNA PIEZA PORTADORA.
(01/11/1999). Ver ilustración. Solicitante/s: MOLLER PLAST GMBH. Inventor/es: WROBBEL, WERNER, VERMEHR, JOCHEN.
LA INVENCION PROPONE UN PROCESO Y UN DISPOSITIVO QUE HACE POSIBLE REVESTIR UN SUSTRATO DE UNA SUSTANCIA BARATA CON UNA SUSTANCIA MAS NOBLE Y, POR LO TANTO MAS CARA, SOLAMENTE EN UNA REGION DEFINIDA, POR MEDIO DE LOS CUALES SE SUMINISTRAN LAS NUEVAS PROPIEDADES, POR EJEMPLO MEJORA EN LA DUREZA, RESISTENCIA, CAMBIO EN SU COLOR O APARIENCIA OBTENIBLES CON EL REVESTIMIENTO, SOLAMENTE EN LAS REGIONES REALMENTE NECESARIAS. A DICHO FIN, LA SUSTANCIA DE REVESTIMIENTO ES ALIMENTADA DEBAJO DE UN CABEZAL DISTRIBUIDOR EN EL TUBO FRONTAL QUE CONTIENE LA SUSTANCIA DEL SUSTRATO CON UNA O MAS REGIONES ANGULARES ALTERABLES RESPECTO AL EJE LONGITUDINAL DEL TUBO FRONTAL VIA UNO O MAS DISPOSITIVOS DE SUMINISTRO. DEBAJO DEL CABEZAL DISTRIBUIDOR ROTATIVO SE ENCUENTRA AL MENOS UN DISTRIBUIDOR CON SEGMENTOS AJUSTABLES QUE SE CONFORMAN PARA SUMINISTRAR ESPESORES DIFERENTES.
MEJORAS RELATIVAS A RECEPTACULOS.
(16/09/1999). Ver ilustración. Solicitante/s: BRITTON, CHARLES JONATHAN. Inventor/es: BRITTON, CHARLES JONATHAN.
UN RECEPTACULO FORMADO EN DOS ETAPAS A PARTIR DE UN MATERIAL TERMOPLASTICO. EN LA PRIMERA ETAPA SE MOLDEA POR INYECCION UNA PREFORMA , LIBERANDO FACILMENTE LAS PIEZAS DEL MOLDE UN CUERPO TUBULAR CON UN EXTREMO CERRADO Y UN REBORDE QUE SE PROYECTA HACIA AFUERA EN EL EXTREMO ABIERTO. EN LA SEGUNDA ETAPA SE MOLDEA POR SOPLADO LA PREFORMA TODAVIA CALIENTE , PUDIENDOSE LLEVAR A CABO ANTES UN ESTIRADO MECANICO, CON LA AGUJA DE SOPLADO ASENTADA EN EL EXTREMO ABIERTO DEL CUERPO Y LA PREFORMA SUJETA POR LA PARTE EXTERIOR DE SU REBORDE. LA PARED DEL CUERPO SE EXPANDE Y JUSTO POR DEBAJO DEL EXTREMO ABIERTO SE ESTIRA HACIA AFUERA PARA QUE SE FUNDA CON LA PARTE DE ABAJO DE LA PARTE INTERIOR DEL REBORDE. EL RECEPTACULO RESULTANTE TIENE ASI UNA BOCA DEFINIDA POR UN LABIO ENTRANTE. PUEDE SER DEL TIPO BOTE DE PINTURA, CON UNA RANURA PROFUNDA ALREDEDOR DE LA BOCA.
UN APARATO PARA FABRICAR UN COMPONENTE OBTENIDO A PARTIR DE DOS HOJAS TERMOPLASTICAS.
(01/09/1999). Solicitante/s: CESANO, FRANCO. Inventor/es: CESANO, FRANCO.
UN EQUIPAMIENTO PARA PRODUCIR UN COMPONENTE OBTENIDO DE DOS LAMINAS DE UN MATERIAL TERMOPLASTICO UNIDAS ENTRE SI, QUE CONSTA DE UNA BOQUILLA SUPERIOR Y UNA INFERIOR Y UN MECANISMO PARA ENVIAR UN CHORRO DE AIRE COMPRIMIDO ENTRE LAS DOS LAMINAS . EL EQUIPAMIENTO INCLUYE ADEMAS UN DESLIZADOR QUE SE PUEDE DESPLAZAR EN ANGULOS DE 90 GRADOS EN LA DIRECCION CERRADA DE LAS DOS BOQUILLAS Y QUE TIENE UNA SUPERFICIE DE TRABAJO QUE CONECTA DOS SUPERFICIES DE TRABAJO DE LA BOQUILLA SUPERIOR Y DE LA BOQUILLA INFERIOR ENTRE SI. DURANTE SU UTILIZACION, LAS DOS LAMINAS SON CONDUCIDAS CONTRA UNA SUPERFICIE MODULADORA FORMADA POR LAS SUPERFICIES DE TRABAJO DE LAS BOQUILLAS SUPERIOR E INFERIOR Y DEL DESLIZADOR MEDIANTE EL EFECTO DEL ENVIO DEL AIRE COMPRIMIDO.
CIRCUITO DE ALIMENTACION EN VACIO PARA UNA INSTALACION DE FABRICACION DE TUBOS CORRUGADOS.
(01/07/1999). Solicitante/s: CORELCO. Inventor/es: COURANT, ALAIN.
CIRCUITO DE ALIMENTACION EN VACIO PARA INSTALACION PARA LA FABRICACION DE TUBOS ANILLADOS, ESTE CIRCUITO COMPRENDE, PARA CADA UNO DE LOS MOLDES DE CADA UNA DE LAS COQUILLA (5A, 5B) DE LAS DOS CADENAS DE COQUILLAS, UN CIRCUITO INTERNO DE ALIMENTACION QUE, INDEPENDIENTEMENTE DE LOS CIRCUITOS DE LOS MOLDES YUXTAPUESTOS, DESEMBOCA EN UN ORIFICIO OBLONGO , MIENTRAS QUE EL BASTIDOR DE LA INSTALACION COMPRENDE, ENFRENTE, UN CUERPO DE DISTRIBUCION QUE SE EXTIENDE SOBRE LA LONGITUD DEL BASTIDOR Y QUE PRESENTA DOS SUPERFICIES LONGITUDINALES QUE, ESTAN CHAPEADAS CON ESTANQUEIDAD CONTRA LAS DOS ZONAS DE LAS QUE DESEMBOCAN LOS CIRCUITOS INTERNOS DE ALIMENTACION Y ESTAN ATRAVESADAS POR LAS DOS RAMAS SECUNDARIAS DE UN CIRCUITO EXTERNO DE ALIMENTACION DOTADO CON UNA VALVULA DE SELECCION DE DOS VIAS.
APARATO PARA EL ACABADO DEL CUELLO DE BOTELLAS DE PLASTICO MOLDEADAS POR SOPLADO Y METODO RELACIONADO.
(01/03/1999). Solicitante/s: GRAHAM ENGINEERING CORPORATION. Inventor/es: DUNDAS, DENNIS L., KLINEDINST, PAUL W., MOORE, EUGENE L.
SE PRESENTA UN APARATO PARA EL ACABADO DE UN ANILLO INTERIOR DESDE LA PESTAÑA DEL CUELLO DE UNA BOTELLA DE PLASTICO MOLDEADA MEDIANTE SOPLADO QUE COMPRENDE UN PUNZON INVERSO MONTADO SOBRE EL EXTREMO DE UN EJE DE PUNZON . EN EL METODO DE ACABADO EL PUNZON INVERSO SE EXTIENDE HACIA EL INTERIOR DE LA BOTELLA A TRAVES DE LA ABERTURA DE LA PESTAÑA Y ES EXTRAIDO DESDE LA BOTELLA PARA ACONDICIONAR UN ANILLO QUE RODEA EL EJE DESDE LA PESTAÑA . EL ANILLO SE SEPARA ENTONCES Y SE QUITA DEL EJE.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN RECIPIENTE DE MATERIAL TERMOMOLDEABLE Y TERMOSOLDABLE.
(01/02/1999) EL CONTENEDOR EN MATERIAL SELLABLE AL CALOR Y TERMOFORMABLE INCLUYE UN ALOJAMIENTO HUECO QUE CONSTA DE UN PAR DE VALVULAS UNIDAS A TRAVES DEL SELLADO POR CALOR A LO LARGO DEL BORDE EN CORRESPONDENCIA CON UN PLANO LONGITUDINAL ESENCIALMENTE MEDIANO QUE TIENE AL MENOS UNA INDENTACION EN SU BASE EN LA QUE SE LOCALIZA LA PARTE HORIZONTAL INFERIOR DEL CIERRE POR CALOR . EL METODO PARA LA FABRICACION DE LOS CONTENEDORES INCLUYE UN PRECALENTAMIENTO DE LAS LAMINAS DE MATERIAL SELLABLE AL CALOR Y TERMOFORMABLE; UN SELLAMIENTO POR CALOR DE LOS BORDES DE LOS CONTENEDORES CON UNA INSUFLACION SIMULTANEA DE UN FLUIDO CON OBJETO DE EVITAR EL SELLADO DEL AREA CENTRAL DE LAS LAMINAS…
DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO.
(16/09/1998). Solicitante/s: HEGLER, WILHELM. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO. EL DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO PRESENTA UN PAR DE MEDIAS COQUILLAS QUE SE COMPLEMENTAN ENTRE SI PARA FORMAR UN MOLDE. ESTA PROVISTO DE UNA CAMPANA DE ACONDICIONAMIENTO . LOS CONDUCTOS DE ALIMENTACION ESTAN CONFIGURADOS COMO TUBOS FLEXIBLES DE ALIMENTACION DE MATERIAL SINTETICO RESISTENTE A LA TEMPERATURA. UN CANAL PARA RECOGER LOS CONDUCTOS ESTA PROVISTO DE UN TUBO PROTECTOR PARA ALOJAR LOS TUBOS FLEXIBLES DE ALIMENTACION , EL CUAL ESTA OPUESTO A UN CABEZAL DE INYECCION , PROVISTO DE UN AISLAMIENTO TERMICO.
PROCESO PARA LA PRODUCCION DE OBJETOS HUECOS DE MATERIAL TERMOPLASTICO Y LOS OBJETOS HUECOS PRODUCIDOS POR EL MISMO.
(01/05/1998) UN PROCESO PARA LA PRODUCCION DE OBJETOS HUECOS DE MATERIAL TERMOPLASTICO, QUE CONSTA DE UNA PRIMERA FASE EN DONDE DOS LAMINAS CALENTADAS, ABLANDADAS DE MATERIAL TERMOPLASTICO SE INSERTAN, UNA ENCIMA DE LA OTRA, ENTRE LAS DOS MITADES DE UN MOLDE QUE TIENE UNA SERIE DE CAVIDADES CONECTADAS POR CANALES ; UNA SEGUNDA FASE EN DONDE SE INSERTA UN TUBO DE SUMINISTRO DE LIQUIDO DE MOLDEO ENTRE LAS DOS LAMINAS ; Y UNA TERCERA FASE EN DONDE SE CIERRAN LAS MITADES DE LOS MOLDES , LAS LAMINAS SE UNEN POR MEDIO DE CALOR, Y EL LIQUIDO PRESURIZADO ES SUMINISTRADO POR EL TUBO PARA EL MOLDEO DE LAS LAMINAS EN EL INTERIOR DE LAS CAVIDADES Y FORMANDO UN OBJETO QUE TIENE UN NUMERO DE PARTES HUECAS . UN LIQUIDO SOLIDIFICABLE PUEDE INYECTARSE EN EL INTERIOR DE LAS CAVIDADES DEL OBJETO , QUE…
PROCEDIMIENTO DE OBTENCION DE UN RECIPIENTE QUE COMPRENDE BANDAS DECORATIVAS, MAQUINAS DE COEXTRUSION PARA LA APLICACION DEL PROCEDIMIENTO Y RECIPIENTE OBTENIDO POR ESTE PROCEDIMIENTO.
(01/04/1998). Solicitante/s: L'OREAL. Inventor/es: DE LAFORCADE, VINCENT.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE OBTENCION DE UN RECIPIENTE COEXTRUIDO DE DOS MATERIALES (M1, M2) QUE CONSISTE: EN COEXTRUIR UNA MASA (P) SOBRE UNA MAQUINA DE EXTRUIR EQUIPADA CON UNA CABEZA DE COEXTRUSION (T) QUE TIENE UNA SALIDA PRIMARIA (S{SUB,1} Y UNA SALIDA SECUNDARIA ({SUB,2}); - EN SOMETER LA SALIDA SECUNDARIA (S{SUB,2}), DURANTE AL MENOS UNA PARTE DE A COEXTRUSION, UNA TRASLACION Y/O UNA ROTACION RESPECTO DE LA SALIDA PRIMARIA (S{SUB,1}) A LA VEZ QUE MODULA LA ABERTURA Y/O EL CIERRE DE UNA DE LAS SALIDAS (S{SUB,1}, S{SUB,2} DE MANERA QUE FORME SOBRE LA MASA UNA BANDA EN UNA DE LAS DOS MATERIAS; EN TRANSFERIR LA MASA (P), A UN MOLDE, Y - EN SOPLAR LA MASA PARA OBTENER EL RECIPIENTE PROVISTO CON AL MENOS UNA BANDA CONSTITUIDA POR UNA DE LAS DOS MATERIAS. LA INVENCION SE REFIERE, TAMBIEN A UNA MAQUINA DE COEXTRUSION UTILIZABLE PARA LA PUESTA EN PRACTICA DEL PROCEDIMIENTO, ASI COMO A UN RECIPIENTE OBTENIDO POR EL PROCEDIMIENTO.
MOLDEO DE RECEPTACULOS LLEVANDO A CABO VARIOS PASOS DE SOPLADO.
(16/03/1998). Solicitante/s: UNIFILL S.P.A. UNIFILL INTERNATIONAL A/G. Inventor/es: TABARONI, ROBERTO, BARTOLI, ANDREA.
UN SISTEMA PARA MOLDEAR RECEPTACULOS EN UN MATERIAL TERMOCONFORMABLE Y TERMOSOLDABLE QUE CONSISTE EN UNA ESTACION DE CALENTAMIENTO Y SOLDADURA Y UNA ESTACION DE CONFORMACION Y ESTABILIZACION DE LA FORMA CON AL MENOS UNA ESTACION DE SOLDADURA Y CONFORMACION ENTRE MEDIAS, CON LO QUE SE OBTIENE UNA CONFORMACION Y ESTABILIZACION DE LA FORMA PROGRESIVA DEL RECEPTACULO.
RECEPTACULOS DE PLASTICO MOLDEADOS POR SOPLADO, AUTOESTABLES, DE UNA SOLA PIEZA.
(16/06/1997) UN PROCESO PARA LA FABRICACION DE UN RECEPTACULO DE PLASTICO DE UNA SOLA PIEZA DEL TIPO DE LOS QUE SE UTILIZAN PARA EL CHAMPAN, QUE TIENE UN CANTO PERIFERICO ANULAR QUE RODEA A UNA PORCION DE BASE EN PENDIENTE HACIA ADENTRO PARA RECIBIR BEBIDAS CARBONATADAS, QUE CONSISTE EN FORMAR LA PREFORMA EN UNA VARILLA DE NUCLEO COLOCANDO LAS PORCIONES ANULARES MAS GRUESAS DE LA PREFORMA EN UNOS PUNTOS A LO LARGO DE LA MISMA DE TAL MODO QUE, DURANTE EL SOPLADO DE LA PREFORMA, EL MATERIAL DE LA PREFORMA SE DEPOSITARA DONDE SE DESEE; COLOCAR LA PREFORMA DENTRO DE UNA CAVIDAD DE MOLDEO POR SOPLADO QUE DEFINE LA FORMA DE ACABADO DEL RECEPTACULO; EXTENDER UNA VARILLA DE ESTIRADO DENTRO DE LA PREFORMA HACIA LA…
METODO PARA LA CONSTRUCCION DE UN CUERPO HUECO DE MATERIAL ESPONJOSO.
(16/12/1996). Solicitante/s: HT TROPLAST AG. Inventor/es: SPIESS, KARL-HEINZ, DR., BREITSCHEIDEL, HANS-ULRICH.
SE DESCRIBE UN METODO PARA LA CONSTRUCCION DE UN CUERPO HUECO, DE MATERIAL ESPONJOSO, PERSISTENTE Y CONFORMABLE A TRAVES DE UN MOLDEO POR SOPLADO. SEGUN EL METODO, SE ENCAJAN EN PRIMER LUGAR UNO O MAS SEGMENTOS DE UN MATERIAL ESPONJOSO TRAS EL CALENTAMIENTO A UNA TEMPERATURA POR ENCIMA DE LA TEMPERATURA DE REBLANDECIMIENTO DE LA MATERIA ESPONJOSA EN UNA FORMA MULTIPARTIDA. A TRAVES DE LA FORMA DE MULTIPLES PARTES SE UNEN PREFERENTEMENTE LOS SEGMENTOS A LO LARGO DE SUS BORDES, SOLDADOS UNOS CON OTROS; Y EL ESPACIO INTERMEDIO ENTRE LOS SEGMENTOS ESTA PLENAMENTE IMPERMEABILIZADO. TRAS LA IMPLANTACION DE UN LIQUIDO QUE SE COLOCA A PRESION, PREFERIBLEMENTE DE AIRE, DENTRO DEL ESPACIO INTERMEDIO ENTRE LOS SEGMENTOS SE IMPRIMEN Y MODELAN LOS SEGMENTOS EN LAS PAREDES DE FORMA MULTIPLE. TRAS LA REFRIGERACION DE LOS ELEMENTOS SE DESMOLDEA LA PIEZA PERFILADA. ESPECIALMENTE SE APLICA, SEGUN LA INVENCION, MATERIAL ESPONJOSO DE POLIOLEFINO HUMEDO.
RECIPIENTES DE PLASTICO MOLDEADOS POR SOPLADO, DE UNA SOLA PIEZA Y AUTOSOSTENIBLES.
(01/04/1996) RECIPIENTE PERFECCIONADO DE UNA SOLA PIEZA DE PLASTICO CON UN JABLE ANULAR PERIFERICO RODEANDO UNA BASE INCLINADA HACIA DENTRO, DESTINADO A CONTENER BEBIDAS CARBONICAS, Y METODOS ASOCIADOS PARA FABRICARLO POR MOLDEO POR SOPLADO. AL DEFINIR EL PREFORMADO, PAREDES INTERIORES Y EXTERIORES DECRECIENTES EN DIAMETRO DESDE EL CUELLO A LA BASE, EL PREFORMADO PUEDE RETIRARSE FACILMENTE DEL NUCLEO CORRESPONDIENTE Y UTILIZARSE LA CAVIDAD DE MOLDEO POR INYECCION EVITANDO EL MOLDE PARTIDO PARA LA FORMACION DEL PREFORMADO. EN UN PROCESO DE MOLDEO POR SOPLADO PARA PRODUCIR UN RECIPIENTE DE PLASTICO EN UNA SOLA PIEZA EXPANDIENDO UN PREFORMADO ALARGADO QUE CONTIENE MATERIAL PLASTICO PARA EL CUELLO, CUERPO Y BASE DEL RECIPIENTE EN EL MOLDE, EL PROCESO PARA FORMAR UN RECIPIENTE DE LA VARIEDAD DE BASE "CHAMPAGNE" …
BOLAS PARA UN CORRAL DE NIÑOS.
(01/04/1996). Solicitante/s: EURO-MATIC LTD. Inventor/es: MOSS, HOWARD, MODIGH, JOHAN GUDMUNDO.
BOLAS PARA UN CORRAL DE NIÑOS QUE SE MOLDEAN POR SOPLADO A PARTIR DE POLIETILENO QUE PRESENTAN UNAS PROPIEDADES MEJORADAS YA QUE SE HAN FORMADO A PARTIR DE UNA MEZCLA DE POLIETILENO DE BAJA DENSIDAD LINEAL Y DE POLIETILENO DE BAJA DENSIDAD. LA RELACION EN PESO DEL POLIETILENO DE BAJA DENSIDAD LINEAL RESPECTO AL DE BAJA DENSIDAD ES PREFERENTEMENTE DE UN 30%.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE UN TUBO DE UNION CON UN MANGUITO DE TUBO.
(16/01/1996). Solicitante/s: HEGLER, RALPH-PETER, DR.-ING.. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
PARA LA FABRICACION CONTINUA DE UN TUBO DE UNION, COMPUESTO DE UN TUBO INTERIOR LISO Y DE UN TUBO EXTERIOR , PROVISTO DE ESTRIAS TRANSVERSALES SOLDADO AL MISMO, CON UN MANGUITO DE TUBO, SE MOLDEA POR EXTRUSION UN TUBO ELASTICO EXTERIOR Y EN EL INTERIOR DE ESTE UN TUBO ELASTICO INTERIOR . DURANTE LA FABRICACION DEL TUBO DE UNION NORMAL ES SOPLADO GAS EN LA ZONA, ENTRE EL TUBO ELASTICO EXTERIOR Y EL TUBO ELASTICO INTERIOR , BAJO UNA REDUCIDA SOBREPRESION. DURANTE LA FABRICACION DEL MANGUITO DE TUBO, SE PURGA ESTA ZONA CON EL FIN DE LOGRAR UN APOYO SUPERFICIAL DEL TUBO ELASTICO INTERIOR CON EL TUBO ELASTICO EXTERIOR , POR LO QUE EL TUBO ELASTICO INTERIOR , ES SOMETIDO A PRESION POR GAS DESDE LA PARTE INTERIOR.
ELEMENTO ACOLCHADO PARA EL EMPAQUETADO DE CUERPO SOLIDO Y DISPOSITIVO PARA LA FABRICACION DE UN ELEMENTO ACOLCHADO.
(01/10/1995) EL ELEMENTO ACOLCHADO ESTA CONFORMADO A PARTIR DE DOS BANDAS DE LAMINA DE MATERIAL ARTIFICIAL QUE DESCANSAN UNA SOBRE LA OTRA, QUE ESTAN CONECTADAS POR MEDIO DE COSTURAS SOLDADAS PRIMARIAS Y CORDONES O COSTURAS SOLDADAS SECUNDARIAS. CADA DOS COSTURAS SOLDADAS PRIMARIAS VECINAS UNA CON OTRA Y DOS COSTURAS DE SOLDADURA SECUNDARIAS FORMAN UNA CAMARA, QUE EN EL PROCESO DE FABRICACION DEL ELEMENTO ACOLCHADO Y DE FORMA ALEATORIA, ESTAN TOTAL O PARCIALMENTE LLENAS DE AIRE. DE ESTA FORMA PUEDEN SER GENERADOS LOS ELEMENTOS ACOLCHADOS, CUYA CONFIGURACION ES ADAPTADA DE FORMA INDIVIDUAL AL CUERPO EMPAQUETADO. PREFERENTEMENTE EL ELEMENTO ACOLCHADO ESTA PREVISTO PARA RODEAR AL MENOS TRES CARAS DEL CUERPO A EMPAQUETAR Y ABARCA, DE FORMA PARECIDA A UN SOBRE, UNA CARA SUPERIOR , UN BORDE Y UNA CARA INFERIOR…
BLOQUE MOLDEADOR ACANALADO.
(16/09/1995). Solicitante/s: CULLOM MACHINE TOOL & DIE, INC. Inventor/es: DICKHUT, HEINRICH B., BERNS, JOHN S.
EL BLOQUE MOLDEADOR ACANALADO, PARA UNA MAQUINA DE VACIO PARA MOLDEAR TUBOS ACANALADOS, ESTA FORMADO DE UNA VARIEDAD DE SUB-BLOQUES ASEGURADOS RIGIDAMENTE UNO AL FINAL DEL OTRO. CADA SUB-BLOQUE, TIENE UNA CARA ARQUEADA ACANALADA, CON NO MAS DE UNA LONGITUD DE ONDA DE RANUERAS Y SUPERFICIE CIRCUNFERENCIALES Y DOS SUPERFICIES TERMINALES, ESPECIADAS LONGITUDINALMENTE. SE PROPORCIONA UN CANAL DE VACIO EN UNA DE LAS SUPERFICIES TERMINALES DE CADA SUB-BLOQUE, Y ABERTURAS EN CADA UNO, CONECTAN EL CANAL Y LA CARA. CUANDO LOS SUB-BLOQUES SON FIJADOS JUNTOS, A UN BLOQUE MOLDEADOR (Y CUANDO LOS BLOQUES MOLDEADORES LINDAN DURANTE EL MOLDEADO), LOS CANALES DE VACIO Y LAS ABERTURAS DETERMINAN JUNTOS PASAJES DE VACIO PARA CADA UNA DE LAS RANURAS ACANALADAS, CUYOS PASAJES ESTAN TODOS CONECTADOS A UNA FUENTE DE VACIO PARA HACER EL VACIO DURANTE EL MOLDEADO.
PROCEDIMIENTO PARA PRODUCIR RECIPIENTES DE POLIMEROS DE ACRILONITRILO POR PREFORMA DE MOLDEO POR SOPLADO DE ORIENTACION BIAXIAL.
(16/02/1995). Solicitante/s: JAPAN ATOMIC ENERGY RESEARCH INSTITUTE YOSHINO KOGYOSHO CO., LTD. Inventor/es: ISHIGAKI, ISAO TAKASAKI RADIATION CHEM., MAKUUCHI, KEIZO TAKASAKI RADIATION CHEM., YOSHII, FUMIO TAKASAKI RADIATION CHEM., KUSHIDA, HIDEO, HIROSHI, IIDA, OWADA, TOYOKAZU.
UN PROCEDMIENTO PARA FABRICAR UN RECIPIENTE DE POLIMEROS DE ACRILONITRILO POR UNA PREFORMA DE MOLDEO POR SOPLADO DE ORIENTACION BIAXIAL. UNA PREFORMA DE RESINA TERMOPLASTICA, QUE TIENE PRINCIPALMENTE POLIMEROS DE ACRILONITRILO, SE IRRADIA CON UN HAZ DE ELECTRONES O CON UN RAYO GAMMA. INMEDIATAMENTE DESPUES DE LA IRRADIACION, LAS PREFORMAS SE CALIENTAN A 40 (GRADOS) C O MAS, DE MODO QUE SE REDUCE EL MONOMERO DE ACRILONITRILO SIN POLIMERIZAR EN LA PREFORMA A 0,1 PM O MENOS. LUEGO, LA PREFORMA SE MOLDEA POR SOPLADO DE ORIENTACION BIAXIAL PARA FORMAR EL RECIPIENTE.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE REVESTIMIENTO MULTIFUNCIONALES.
(16/02/1995). Solicitante/s: H.P. CHEMIE PELZER RESEARCH & DEVELOPMENT LTD. Inventor/es: CASEY, JOHN.
A TRAVES DE UNA UTILIZACION DIRIGIDA CON PRESION Y CON EL EFECTO DE LA TEMPERATURA, PUEDEN SER MODIFICADAS DOS CAPAS SEPARADAS Y COMPRESIBLES A TRAVES DE UNA CAPA BARRERA PARA, EN LA FASE DE OPERACION, MODIFICAR SU DENSIDAD EN FORMA DE CONTRASENTIDO PARA FORMAR SISTEMA MASA MUELLE QUE PUEDE SER EMPLEADO COMO PIEZAS DE RECUBRIMIENTO FUNCIONAL INSONORIZADORAS PARA UTILIZAR POR EJEMPLO EN AUTOMOVILES.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}