CIP-2021 : B21B 1/22 : para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/22[1] › para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/22 · para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
PRODUCTO LAMINADO DE METAL UTILIZABLE COMO ESTRUCTURA DE GUIA DE LA LUZ.
(16/12/2001). Ver ilustración. Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: FUCHS, ROMAN, BARTENBACH, CHRISTIAN, FUHRMANN, INGO, MAIER, JORG.
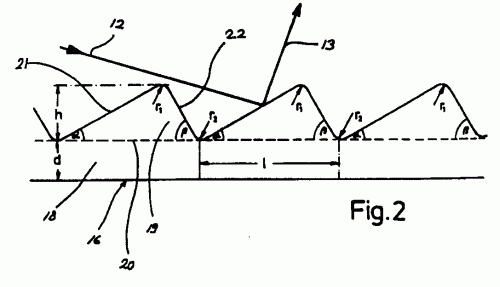
LA INVENCION SE REFIERE A UNA ESTRUCTURA CONDUCTORA DE LUZ A PARTIR DE METAL EN FORMA DE UN PRODUCTO DE LAMINACION, EN LA QUE EL PRODUCTO DE LAMINACION CONTIENE A TRAVES DE UN PROCESO DE LAMINACION AL MENOS UNA SUPERFICIE ESTRUCTURADA. LA SUPERFICIE ESTRUCTURADA ES UNA PLANTILLA DE NERVIOS QUE DISCURRE EN LA DIRECCION DE LAMINACION Y DISPONE DE UNA SECCION TRANSVERSAL DENTADA. LA SECCION TRANSVERSAL DENTADA REPRESENTA UNA ESTRUCTURA PERIODICA EN FORMA DE UNA SERIE DE TRIANGULOS DISPUESTOS UNO TRAS OTRO Y CUYAS BASES SIGUEN UNA A OTRA. UNA DE LAS PATAS DE CADA TRIANGULO SE ELEVA SEGUN UN ANGULO {AL} Y LA OTRA PATA EN UN ANGULO {BE} A PARTIR DE LA BASE Y LA BASE DE CADA ANGULO TIENE UNA LONGITUD L, ALCANZANDO {AL} UN ANGULO DE 5 A 80 (GRADOS) , {BE} DE 10 A 90 (GRADOS) Y LA LONGITUD L DE 0,01 MM A 10 MM.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CHAPAS Y BANDAS METALICAS LAMINADAS EN FRIO Y CHAPAS Y BANDAS DE METAL OBTENIDAS.
(16/07/2000). Solicitante/s: SIDMAR N.V.. Inventor/es: DE MARE, CARL, DE SOETE, DAMIEN, GADEYNE, YVES.
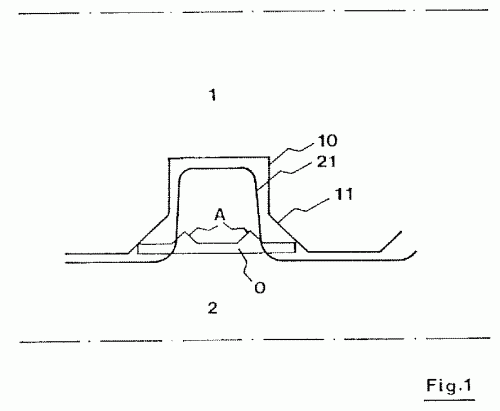
SE PRESENTA UN METODO PARA PRODUCIR LAMINAS O BANDAS DE METAL MEDIANTE LAMINADO POR REDUCCION EN FRIO DE UNA LAMINA O UNA BANDA DE METAL CON AL MENOS UN PAR DE RODILLOS DE TRABAJO, AL MENOS UNO DE LOS CUALES ES UN RODILLO DE TRABAJO TEXTURIZADO PARA TRANSFERIR LA FORMA DE LA SUPERFICIE DEL RODILLO DE TRABAJO TEXTURIZADO A LA SUPERFICIE DE LA LAMINA O BANDA, QUE SE CARACTERIZA EN QUE EL DIBUJO DEL RODILLO DE TRABAJO TEXTURIZADO CONSTA DE UN DIBUJO DETERMINISTICO BIDIMENSIONAL DE PUNTOS EN DONDE CADA PUNTO TIENE LA FORMA DE UN CRATER CON UN REBORDE ALREDEDOR DE EL.
HOJA DE ALUMINIO CON SUPERFICIE RUGOSA.
(01/05/2000). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: LIMBACH, PETER, KARL, FERDINAND, BALL, JONATHAN, AMOR, MARTIN, PHILIP WINGSMORE COTTAGE THE GREEN.
UNA HOJA DE ALUMINIO ADECUADA PARA SU USO COMO SOPORTE DE UNA PLACA LITOGRAFICA QUE TIENE UNA SUPERFICIE RUGOSA DE MANERA UNIFORME EN VIRTUD DE: UNA TOPOGRAFIA RUGOSA QUE TIENE UNA PROPORCION DIMENSIONAL DE AL MENOS 1,3 A UNA ESCALA DE 5 A 200 {MI}M; Y UNA ESTRUCTURA PICADA SUPERPUESTA A UNA ESCALA DE 1 A 20 {MI}M. UN METODO PARA LA FABRICACION DE LA HOJA DE ALUMINIO CONSISTE EN LAMINAR EN PAQUETES DOS CINTAS DE ALUMINIO PARA GENERAR UNAS SUPERFICIES OPUESTAS QUE TIENEN LA ESTRUCTURA RUGOSA TRANSVERSAL; SEGUIDO DE UNA PEQUEÑA CANTIDAD DE TRATAMIENTO DE RUGOSIDAD O GRANULACION CONVENCIONAL PARA CREAR LA ESTRUCTURA PICADA.
CHAPA O BANDA ADECUADA PARA EMBUTICION PROFUNDA DE ALUMINIO O ALEACIONES ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
(01/07/1993). Solicitante/s: VAW ALUMINIUM AG. Inventor/es: DUMONT, CHRISTIAN, DR., OSTERMANN, FRIEDRICH, DR., BALBACH, RAINER, DIPL.-ING., SOLLNER, GERHARD, DIPL.-ING.
2.1.- EN UNA CHAPA O BANDA ADECUADA PARA EMBUTICION PROFUNDA DEBE POSIBILITARSE UNA CONSTRUCCION A PRESION HIDRODINAMICA EN RANURA TRANSVERSAL ENTRE LA SUPERFICIE DE LA HERRAMIENTA Y LA PUNTA DE ASPEREZA DE LA CHAPA, PARA MEJORAR LA PROPIEDAD DE DESLIZAMIENTO EN LA HERRAMIENTA DE EMBUTIR Y DISMINUIR LA FUERZA DE EMBUTIR EN AL MENOS 30% FRENTE A LAS SUPERFICIES CONVENCIONALES. 2.2.- LA SUPERFICIE DE LA CHAPA O BANDA ADECUADA PARA EMBUTICION PROFUNDA MUESTRA UNA MICROASPEREZA DE RA = 0,1 - 0,8 M EN ESTRUCTURAS ALVEOLARES SIMILARES, CON LO QUE EL DIAMETRO DEL ALVEOLO SE ELEVA A 20 - 200 M, PRINCIPALMENTE 80 - 100M. EN LA FABRICACION DE LA CHAPA O BANDA ES DECISIVO EL GRADO DE NIVEL EN LA ULTIMA PASADA DE LAMINADO QUE DEBE ASCENDER A 6%. 2.3. EL EMPLEO COMPRENDE CHAPAS O BANDAS ADECUADAS PARA EMBUTICION PROFUNDA DE METAL NO FERRICO O ALEACIONES, ESPECIALMENTE DE ALUMINIO O DE ALEACIONES CON UNA SUPERFICIE TRATADA PARA EMBUTICION PROFUNDA.
PROCEDIMIENTO Y PAR DE CILINDROS PARA LA LAMINACION DE PERFILES DE ACERO EN FORMA DE U.
(01/07/1989). Ver ilustración. Solicitante/s: ARBED S.A.. Inventor/es: SCHMITZ, FERNAND.
PROCEDIMIENTO Y UN PAR DE CILINDROS PARA LA LAMINACION DE PERFILES DE ACERO EN FORMA DE U, EN DONDE UN CILINDRO SUPERIOR PRESENTA UNA HENDIDURA QUE COMPRENDE UNA PARTE INTERIOR Y UNA PARTE EXTERIOR ENSANCHADA. LA PRIMERA CORRESPONDE AL CONTORNO EXTERIOR DEL ACERO EN U EN CORTE, PARA LOS BORDES EXTERIORES DEL TOCHO . EL CILINDRO INFERIOR PRESENTA UN SALIENTE QUE CORRESPONDE AL CONTORNO INTERIOR DEL ACERO EN U Y DEJA ABIERTOS LOS EXTREMOS DE LAS ALAS DEL ACERO EN U. EVENTUALMENTE, EL SALIENTE DEL CILINDRO INFERIOR PRESENTA UN ENSANCHAMIENTO QUE SE ACERCA A LA PARTE INTERIOR DEL CILINDRO SUPERIOR , CORRESPONDIENDO EL SALIENTE AL CONTORNO INTERIOR DEL ACERO EN U Y LIMITANDO LA TRANSICION DEL SALIENTE AL ENSANCHAMIENTO LOS EXTREMOS DE LAS ALAS DEL ACERO EN U.
METODO PARA LAMINAR UN FLEJE ENTRE UNOS CILINDROS DE TRABAJO DE PEQUEÑO DIAMETRO Y DE GRAN DIAMETRO.
(16/02/1981). Solicitante/s: MITSUBISHI JUKOGYO KABUSHIKI KAISHA.
METODO PARA LAMINAR UN FLEJE METALICO. CONSISTE EN SOMETER AL FLEJE A UNA TENSION Y A UNA FLEXION, AL TIEMPO QUE PASA ENTRE RODILLOS DE TRABAJO DE PEQUEÑO Y GRAN DIAMETRO, SIENDO LA RELACION DE DIAMETRO 1/1,5 A 1/10 Y ESTANDO ACCIONADO UNO DE LOS CILINDROS DE UN GRUPO DE CILINDROS DE REFUERZO Y FORMANDO EL FLEJE UN ANGULO DE ENTRADA-SALIDA ENTRE 5 Y 30 G RESPECTO DEL CILINDRO DE TRABAJO.
UN PROCEDIMIENTO DE LAMINAR BANDA METALICA.
(16/12/1980). Solicitante/s: OLIN CORPORATION.
APARATO PARA LAMINAR BANDA METALICA. ESTA FORMADO POR RODILLOS DE RESPALDO, UNO INFERIOR Y OTRO SUPERIOR , ACCIOANDOS DE FORMA QUE EL SUPERIOR GIRE CON MAYOR VELOCIDAD PERIFERICA QUE EL INFERIOR , Y EN SENTIDO CONTRARIO. ENTRE ESTOS DOS RODILLOS HAY OTROS DOS RODILLOS DE TRABAJO INFERIOR Y SUPERIOR , DE DIAMETRO MENOR QUE LOS ANTERIORES Y QUE GIRAN LOCOS. LA BANDA METALICA (A) SE HACE PASAR POR ENTRE LOS RODILLOS, APLICANDO TRACCION A LA BANDA Y APLICANDO PRESION A LOS RODILLOS. DE ESTA FORMA, EN UNA SOLA PASADA SE PRODUCEN TRES REDUCCIONES DE ESPESOR, UNA PRIMERA (DE T1 A T2) ENTRE EL RODILLO DE RESPALDO INFERIOR Y EL INFERIOR DE TRABAJO , OTRA (DE T1 A T2) ENTRE LOS DOS RODILLOS DE TRABAJO Y OTRA (DE T3 A T4) ENTRE LOS RODILLOS SUPERIORES, DE TRABAJO Y RESPALDO.
UN APARATO DE LAMINACION PERFECCIONADO.
(16/12/1980). Solicitante/s: OLIN CORPORATION.
LAMINADOR DE CUATRO ALTURAS. CONSTA DE UNOS RODILLOS CON SUS EJES ALINEADOS VERTICALMENTE, DE LOS CUALES LOS EXTREMOS SON DE DIAMETRO MAYOR Y ESTAN ACCIONADOS POR UN MISMO MOTOR CON UNOS ENGRANAJES QUE LA VELOCIDAD DE AMBOS ES DISTINTA Y ADECUADA AL ESPESOR DE LA LAMINA (A). LOS RODILLOS INTERMEDIOS GIRAN LOCOS POR ACCION DE LA LAMINA (A) Y SE PUEDEN DESPLAZAR LIBRES EN DIRECCION DE LA LINEA DE EJES. UNOS MEDIOS DE PRESION HACIA ABAJO EMPUJAN UNOS CONTRA OTROS LOS RODILLOS . LA LAMINA SUFRE DISMINUCION DE SU ESPESOR CADA VEZ QUE PASA ENTRE DOS DE ESTOS RODILLOS.
UN APARATO DE MANEJO O ALIMENTACION PARA BANDA LAMINADA.
(16/08/1978). Solicitante/s: SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
Resumen no disponible.
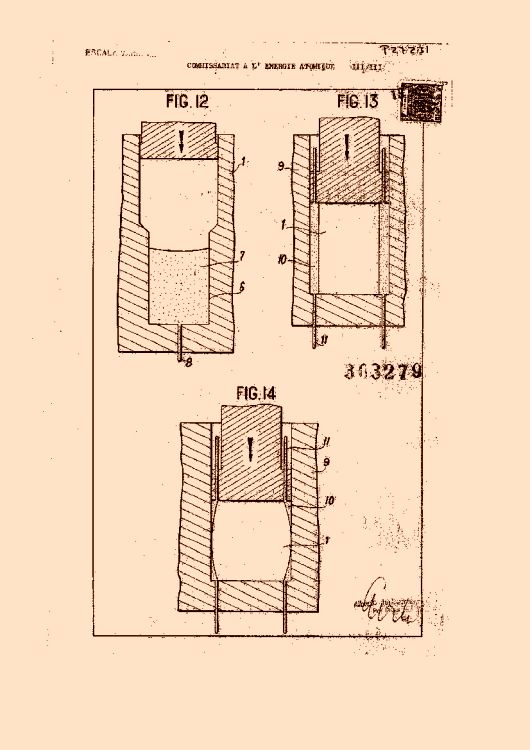
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS DE CONFIGURACIÓN DE LOS METALES BAJO PRESIÓN HIDROSTÁTICA ELEVADA.
(01/11/1964). Ver ilustración. Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}