CIP-2021 : B29C 53/08 : de tubos.
CIP-2021 › B › B29 › B29C › B29C 53/00 › B29C 53/08[2] › de tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad).
B29C 53/08 · · de tubos.
CIP2021: Invenciones publicadas en esta sección.
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo.
(13/05/2020) Canalización tubular longitudinal que comprende:
- un tubo externo de transporte de fluido que tiene una porción combada externa ,
- un tubo interno de transporte de fluido, montado en el tubo externo , que tiene una porción combada interna sustancialmente coaxial a la porción combada externa y
- un órgano intercalar , que incluye un cuerpo longitudinal flexible, que está posicionado entre la porción combada interna y la porción combada externa y que se extiende de manera coaxial a dichas porciones combadas , estando el órgano intercalar configurado para transmitir unos esfuerzos de combadura entre dicho tubo externo y dicho tubo interno cuando dicho tubo externo está combado, incluyendo el órgano intercalar unos medios de paso de fluido longitudinal entre el tubo interno y el tubo externo , incluyendo el órgano…
Método y aparato de doblado de tubos plásticos.
(17/07/2019) Un método para doblar un tubo de plástico , que comprende los pasos de:
a. avanzar el tubo para colocar una primera ubicación de doblado deseada del tubo en una estación de doblado y enfriamiento , habiéndose calentado previamente la ubicación de doblado del tubo mediante un conjunto de calentamiento de tubo suficientemente para doblar;
b. mover dicho conjunto de calentamiento del tubo a la siguiente ubicación de curva deseada del tubo ;
c. doblar y enfriar el tubo en la primera ubicación de doblado , y calentar dicha próxima ubicación de doblado deseada con dicho conjunto de calentamiento de tubo suficientemente para doblar, de modo que haya una ventana de tiempo para dicho doblado y enfriamiento…
Procedimiento para la fabricación de una junta de estanqueidad.
(15/05/2019). Solicitante/s: CQLT SaarGummi Technologies S.à.r.l. Inventor/es: KAST,CHRISTIAN.
Procedimiento para la fabricación de una junta de estanqueidad para la obturación y guía de un cristal de ventana de una puerta de vehículo , en el que la junta de estanqueidad se extruye y se prefabrica con una flexión que se aproxima al menos al desarrollo del intersticio, caracterizado por que la junta de estanqueidad se fabrica de un elastómero termoplástico (TPE) y tanto se extruye como junta ya doblada como también se dobla a continuación de la extrusión bajo deformación plástica y refrigeración del material extruido, en donde se utilizan elementos de calibración conectados a continuación de la abertura de la herramienta de extrusión dispuestos de acuerdo con la flexión deseada.
PDF original: ES-2738102_T3.pdf
Manguera moldeada curvada así como procedimiento y dispositivo para la fabricación de mangueras moldeadas curvadas.
(08/05/2019) Procedimiento para la fabricación de mangueras moldeadas curvadas (1') que comprende las etapas de:
a. conexión de una pieza en bruto de manguera flexible a un útil de moldeo deformable, donde el útil de moldeo se ha configurado como un cuerpo sólido y de una sola pieza, y donde el útil de moldeo se ha configurado como un mandril o punzón interior, que descansa en la circunferencia interior de la pieza en bruto de manguera ;
b. transferir la pieza en bruto de manguera y el útil de moldeo a un estado curvado por deformación;
c. fijar la forma de la pieza en bruto de manguera , que está conectada…
La aplicación de las cámaras 3D al proceso de doblado de perfil en la máquina de doblado con tres y cuatro rodillos.
(17/04/2019). Solicitante/s: Turanjanin, Uros. Inventor/es: TURANJANIN,UROS.
La aplicación de cámaras 3D durante el proceso de doblado de perfiles en la máquina dobladora con tres o cuatro rodillos proporciona una gestión controlada, regulación del control y corrección del proceso de doblado automatizado, en donde las cámaras 3D, fijadas a los soportes , se aplican a la máquina dobladora con tres y cuatro rodillos , proporcionando así una vista tridimensional del proceso de doblado donde cada punto de interés en la máquina y el perfil se define dimensionalmente y en el espacio y al usar las cámaras 3D, se detecta el perfil durante el proceso de doblado, implementando así un circuito de retroalimentación entre el ordenador el cual controla el proceso de doblado y el perfil doblado en la máquina con el objetivo de lograr la salida deseada al final del proceso de doblado, es decir, el perfil doblado a un ángulo, radio o diámetro predeterminados.
PDF original: ES-2709681_T3.pdf
Dispositivo para la conformación de una pieza de perfil hueco de plástico en un arco y un correspondiente borde de forma.
(18/04/2018) Dispositivo para la conformación de una pieza de perfil hueco de plástico alargado recto calentado a temperatura de conformación en caliente en un arco, en el que la pieza está apoyada, al menos, sobre un lado determinado para el arco exterior mediante un borde de forma adaptado al perfil, flexible y está colocada transversalmente respecto a su extensión longitudinal de forma móvil sobre una superficie de trabajo entre una plantilla de arco interior que determina el arco en un contorno interior y un dispositivo de presión móvil contra la plantilla de arco interior con dos cabezas de presión que presionan contra los bordes de forma , que se caracteriza por que las cabezas de presión presentan en una…
Paquete para provisiones.
(20/12/2017). Solicitante/s: Heynen Systems B.V. Inventor/es: HEYNEN,CHRIS.
Uso de un paquete para provisiones de una cantidad de material de punto tubular circular elástico y tricotado, constituido por un paquete para provisiones con un eje central , cuya cantidad se distribuye anularmente en torno al eje central , un paquete para provisiones con fibras con título o, en su caso, por una serie de fibras de una finura de 30 a 200 dtex, y en el que el material de punto está plegado en forma de zigzag en varias capas superpuestas unas sobre otras, situándose las distintas capas a una distancia cada vez mayor del eje central en una máquina para cubrir un artículo rectangular con el material de punto.
PDF original: ES-2657922_T3.pdf
PROCEDIMIENTO PARA LA CONFORMACION DE TUBOS Y EQUIPO PARA LLEVAR A CABO DICHO PROCEDIMIENTO.
(20/10/2016). Solicitante/s: GÓMEZ CASANOVA, Xavier. Inventor/es: GÓMEZ CASANOVA,Xavier.
Procedimiento para la conformación de tubos y equipo para llevar a cabo dicho procedimiento, comprendiendo la colocación del tramo de tubo a curvar presionado entre dos semi moldes con respectivas superficies curvadas (5, 5') complementarias con la forma a conseguir; la aplicación de calor para fusionado del material y ablandarlo y deformarlo hasta que adopte la nueva forma, a base de aplicar ondas ultrasónicas, aplicadas simultáneamente a la incorporación del tubo entre los semi moldes , mediante, al menos, un sonotrodo conectado a un generador de ultrasonidos que calienta la superficie curva de dicho primer semi molde , conjugando valores de frecuencia y tiempo según el tipo de material plástico, el diámetro del tubo y el grosor de las paredes del mismo; y enfriamiento del material una vez transcurrido el tiempo de deformación.
Procedimiento y dispositivo para fabricar un tubo, parte del cual tiene un perfil no circular y secciones extremas circulares.
(23/12/2015) Procedimiento para fabricación de un tubo con perfil diferente de la forma circular por secciones, mediante conformación, que presenta las etapas:
a) Disponer un tubo fabricado a base de vidrio, plástico o un material compuesto de plástico, en el que el tubo tiene un perfil inicial circular (L1);
b) Transportar el tubo en estado caliente y maleable, a través de una estrangulación formada por rodillos de presión y que tiene una primera anchura de estrangulación que es superior o igual a la dimensión externa del perfil inicial;
c) Ajustar los rodillos de presión para disponer una segunda anchura del estrangulamiento que es menor que la dimensión…
Procedimiento para la conformación de tubos y equipo para llevar a cabo dicho procedimiento.
(02/10/2015) Procedimiento para la conformación de tubos y equipo para llevar a cabo dicho procedimiento, comprendiendo la colocación del tramo de tubo a curvar presionado entre dos semimoldes con respectivas superficies curvadas (5, 5') complementarias con la forma a conseguir; la aplicación de calor para fusionado del material y ablandarlo y deformarlo hasta que adopte la nueva forma, a base de aplicar ondas ultrasónicas, aplicadas simultáneamente a la incorporación del tubo entre los semimoldes , mediante, al menos, un sonotrodo conectado a un generador de ultrasonidos que calienta la superficie curva de dicho primer semimolde , conjugando valores de frecuencia y tiempo según el tipo de material plástico, el diámetro del…
Dispositivo para la fabricación de un cuerpo de moldeo de materia sintética.
(03/06/2015) Procedimiento para la fabricación de un cuerpo de moldeo a partir de un perfil de materia sintética reforzado con fibras incorporadas como primer componente de materia sintética, en el que el perfil de materia sintética de una primera matriz de materia sintética se calienta y se deforma mediante una matriz exterior y/o interior, y en el que
- el perfil de materia sintética presenta zonas en forma de banda de un segundo componente de materia sintética que se extienden preferentemente en sentido longitudinal y que a la temperatura de deformación de la matriz de materia sintética son más duras e inflexibles que la matriz de materia sintética …
Procedimiento y dispositivo para deformar tubos.
(19/03/2014) Procedimiento para deformar tubos con el fin de producir sondas de energía geotérmica de una sola pieza, doblándose el tubo en un ángulo de 175º a 190º con un radio de curvatura que corresponde a lo sumo al doble del diámetro exterior del tubo, que incluye las siguientes etapas de procedimiento:
- calentamiento del tubo en la zona de doblado y aplicación de una presión previa en el tubo antes del proceso de doblado;
- doblado alrededor de la parte convexa de una sección de matriz de doblado ;
- cierre de la matriz de doblado con una sección de matriz de doblado que presenta un contorno opuesto cóncavo;
- aplicación de una sobrepresión en el interior del tubo;
- enfriamiento del tubo doblado ;
- apertura de la matriz de doblado y retirada del tubo doblado .
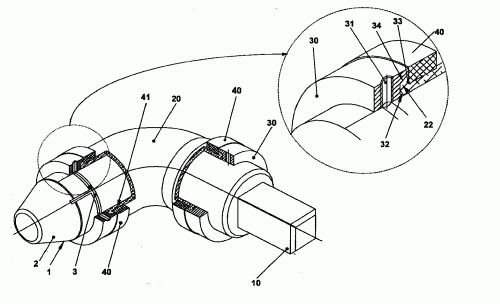
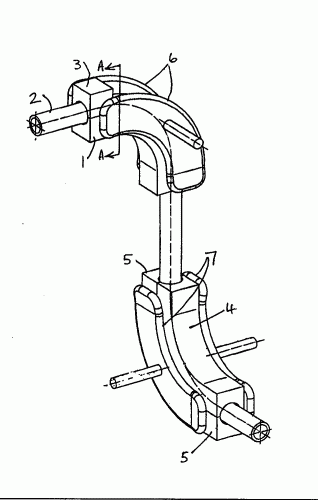
CURVADO DE TUBOS TERMOPLASTICOS UTILIZANDO SOPORTES INTERIORES Y EXTERIOES.
(16/07/2005). Solicitante/s: MCKECHNIE COMPONENTS LIMITED. Inventor/es: DAVIDSON, ROBERT, RAFFERTY, JOHN.
Un procedimiento y un aparato para curvar tubos termoplásticos en el cual una región precalentada 2 del tubo se conforma a una configuración de curvado necesaria mientras se soporta interna y externamente para impedir que la pared del tubo termoplástico se colapse. El soporte externo se provee por formadores con movimiento relativo 3,4 el cual encierra una sección del tubo 1 en el punto donde la fuerza de curvado se aplica y esta sección encerrada se mueve progresivamente a lo largo de la región precalentada 2 a medida que la curva se desarrolla por el movimiento relativo de los formadores 3, 4. El soporte interno se provee ejerciendo presión de fluido mayor de que la presión atmosférica dentro del tubo 1 durante la operación de formación. Curvados múltiples pueden ser formados secuencialmente y/o simultáneamente.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO ONDULADO CON UNA ABERTURA EN FORMA DE RANURA QUE DISCURRE A LO LARGO DE UNA LINEA DE LA ENVOLTURA.
(16/06/2004) Procedimiento para la fabricación de un tubo ondulado estable de forma, formado por material plástico y, en particular, previsto como envoltura protectora de conductos eléctricos, con una abertura en forma de ranura , que discurre a lo largo de una línea de la envoltura, en el que al tubo ondulado , una vez extruido y provisto de crestas y senos en un corrugador, se le practica un corte con una cortadora a lo largo de una línea cualquiera de la envoltura, caracterizado porque la dirección del corte discurre bajo un ángulo creciente o decreciente que respecto a su inclinación, se encuentra entre un radio del tubo ondulado o en la tangente del tubo ondulado es decir, como corte al bies, y el tubo ondulado cortado se…
PROCEDIMIENTO PARA FABRICAR MANGUERAS ACODADAS.
(01/03/2004). Solicitante/s: VERITAS GUMMIWERKE AG. Inventor/es: LUDWIG, HANS-JOSEF, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE MANGUERAS FLEXIBLES EN APLICACIONES DE CODO ABARCANDO LOS SIGUIENTES PASOS: - EXTRUSIONADO DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE SOBRE UN MANDRIL DE PLASTICO; - CORTE DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR DE LA MANGUERA SOBRE UNA LONGITUD PREVIAMENTE DETERMINADA; COLOCACION DE LA PIEZA MOLDEADA EN BRUTO CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR EN UN MOLDE NEGATIVO; - VULCANIZACION DE LA MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL INTRODUCIDO EN EL MOLDE NEGATIVO; Y - ELIMINACION DEL MANDRIL.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CURVADO.
(01/05/2003). Solicitante/s: MUNDENER GUMMIWERK GMBH. Inventor/es: MILLER, THILO, SUKAU, WOLFGANG.
Procedimiento para la fabricación de un tubo curvado, en especial de un tubo con un material elastomérico, p.ej. caucho, donde un tubo bruto es vulcanizado en un molde, que se caracteriza por, que el tubo bruto se llena con un líquido capaz de congelarse , el líquido se fija mediante su congelación, el tubo bruto con el líquido congelado se coloca en un molde correspondiente y el tubo bruto es vulcanizado seguidamente en el molde.
DISPOSITIVO PARA LA VULCANIZACION CONFORMADORA DE UN TUBO FLEXIBLE.
(16/04/2002). Ver ilustración. Solicitante/s: MUNDENER GUMMIWERK GMBH. Inventor/es: SUCKAU, WOLFGANG, DIPL.-ING., STRACKE, KARL-HEINZ, BAUMANN, RALPH, DIPL.-ING.
DISPOSITIVO PARA VULCANIZACION CONFORMADORA DE UN TUBO FLEXIBLE A PARTIR DE UN ELASTOMERO, POR EJEMPLO CAUCHO, ABARCANDO UN MANDRIL PARA COLOCACION EN CALIENTE DEL TUBO FLEXIBLE. SE HAN PREVISTO MEDIOS PARA LA GENERACION DE UN ESTAMPADO SOBRE EL TUBO FLEXIBLE, DONDE SOBRE EL TUBO FLEXIBLE ES APLICABLE PARA LA GENERACION DEL ESTAMPADO UN ANILLO DE SUJECION ELASTICO.
PROCEDIMIENTO PARA LA FABRICACION DE REGLETAS DE PERFIL HUECO DOBLADAS.
(16/04/2002). Solicitante/s: SAINT-GOBAIN VITRAGE SUISSE AG. Inventor/es: TRAUTZ, HANS.
Procedimiento para la fabricación de una regleta de perfil hueco doblado, llenándose con plástico el recinto hueco de plástico durante el doblado, ambos lados del punto de doblado con la finalidad de reforzar la zona de doblado, caracterizado por el hecho de que la regleta de perfil hueco propiamente dicha es de material termoplástico y que el plástico de refuerzo se aplica mediante una boquilla de inyección , fundiendo la boquilla la pared de la regleta en el punto de doblado y después de la aplicación del plástico se cierra nuevamente el orificio originado.
(16/08/2001). Ver ilustración. Solicitante/s: BUNDY INTERNATIONAL LTD. Inventor/es: TACK, ERIC, VANGEEL, JEAN, REYMEN, HUGO.
UN METODO DE CREAR UN TUBO CURVO HECHO DE UN MATERIAL TERMOSENSIBLE, P. EJ. TERMOPLASTICO, INCLUYE EL PASO DE PROVOCAR EL CALENTAMIENTO SELECTIVO DE LA PARED CIRCUNFERENCIAL DEL TUBO , COMO POR EXCITACION DE ALTA FRECUENCIA, DONDE LAS PARTES DE LA PARED CIRCUNFERENCIAL CORRESPONDIENTE AL INTERIOR Y EXTERIOR DE LA CURVATURA DEL TUBO CURVO SE CALIENTAN MAS QUE LAS PARTES RESTANTES DE LA PARED CIRCUNFERENCIAL.
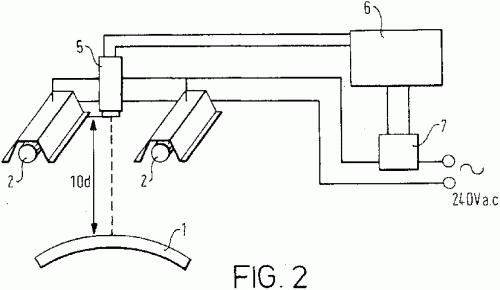
PROCEDIMIENTO MEJORADO Y APARATO PARA DAR FORMA A TUBOS TERMOPLASTICOS.
(01/03/2001). Ver ilustración. Solicitante/s: MCKECHNIE PLASTICS LIMITED. Inventor/es: BOWKETT, TREVOR GEORGE.
SE PRESENTA UN METODO Y UN APARATO PARA FORMAR UNA COMBADURA EN UN TUBO DE MATERIAL TERMOPLASTICO CALENTANDO UNA COMBADURA PREFORMADA HASTA UNA TEMPERATURA PREDETERMINADA Y MANTENIENDO LA TEMPERATURA BASICAMENTE CONSTANTE MEDIANTE UNA EMISION PULSANTE DE RADIACION INFRARROJA DESDE UNA O MAS FUENTES DE INFRARROJOS EN RESPUESTA A LA TEMPERATURA SUPERFICIAL DEL TUBO DETECTADA POR UN DETECTOR REMOTO, DE TEMPERATURA.
METODO PARA PRODUCIR UN CUERPO MOLDEADO POR SOPLADO CON MULTIPLES DIMENSIONES Y UN DISPOSITIVO PARA LLEVAR A CABO EL METODO.
(01/09/2000) LA PRESENTE INVENCION SE REFIERE A UN METODO PARA LA PRODUCCION DE UN CUERPO TUBULAR MOLDEADO POR SOPLADO DE MULTIPLES DIMENSIONES SEGUN LAS ETAPAS SIGUIENTES: A) EXTRUSION DE UN COMPONENTE TUBULAR CERRADO POR LA PARTE DELANTERA MEDIANTE LA INYECCION DE UN GAS DENTRO DEL COMPONENTE TUBULAR Y ACOPLAMIENTO DEL COMPONENTE TUBULAR A UNA UNIDAD DE CONFORMACION , B) DEPOSICION DEL COMPONENTE TUBULAR CONFORMADO, EN EL ESTADO PLASTICO, SOBRE UN PARTE DE UN MEDIO MOLDE DE ALTO NIVEL , C) DESCENSO LIBRE DE UNA PARTE DEL COMPONENTE TUBULAR SOBRE UNA PARTE DE MEDIO MOLDE DE NIVEL BAJO , COLOCADA A UN NIVEL INFERIOR AL DE LA PARTE DE MEDIO MOLDE DE NIVEL ALTO , D) CIERRE DEL MEDIO MOLDE Y MOLDEO POR SOPLADO. LA INVENCION TAMBIEN…
PROCEDIMIENTO Y DISPOSITIVO PARA DOBLAR UNA PIEZA DE TUBO DE PLASTICO.
(01/02/2000). Solicitante/s: AEROQUIP, ZWEIGNIEDERLASSUNG DER TRINOVA GMBH. Inventor/es: SCHIMMELPFENNIG, RAINER, LIPPENOO, OLAF.
LA INVENCION SE REFIERE A UN PROCESO PARA EL CURVADO DE TUBOS DE PLASTICOS EN DONDE UN TUBO DE PLASTICO ES CALENTADO EN EL PUNTO DE DOBLADO. LA CARACTERISTICA DE LA INVENCION ES QUE LAS SECCION DEL TUBO SE CALIENTAN PRIMERO EN BAÑO DE AGUA A APROXIMADAMENTE 80 LTIPLES PLACAS DE DOBLADO DEPENDIENDO DEL PERFIL DESEADO, DONDE LAS PLACAS DE DOBLADO ESTAN SOMETIDAS A UNA FUENTE DE CALOR, POR EJEMPLO A UN SOPLADOR DE AIRE CALIENTE Y CALENTADAS PARCIALMENTE, DEPENDIENDO DEL MATERIAL DEL TUBO USADO, HASTA UN MAXIMO DE 160 LA SECCION DEL TUBO SE SOMETE A UN PRIMER PROCESO DE ENFRIAMIENTO A PARTIR DEL INTERIOR UTILIZANDO AIRE COMPRIMIDO FRIO DESDE 10 HASTA 15 SEGUNDOS Y FINALMENTE LA SECCION DEL TUBO SE COLOCA EN UN BAÑO DE AGUA FRIA. LA INVENCION SE REFIERE TAMBIEN A UN DISPOSITIVO PARA LA IMPLANTACION DEL PROCESO.
METODO PARA REVESTIR NUEVAMENTE CONDUCCIONES PREEXISTENTES, APARATO DEFORMADOR Y METODO CORRESPONDIENTES E INSERTO DE TUBO UTILIZADO.
(01/02/2000) M todo para revestir nuevamente conducciones preexistentes, aparato deformador y m todo correspondientes e inserto de tubo utilizado. M todo y aparato para revestir de nuevo, reparar o reconstruir sistemas de conducciones de infraestructuras preexistentes que son nuevas, estructuralmente deficientes o que experimentan una cantidad excesiva de exfiltraci n o infiltraci n, o convertir conducciones nuevas o da adas en conducciones de continente doble. Una pluralidad de tubos de revestimiento de trabajo de polietileno de alta densidad, que tienen una secci n trnasversal cil ndrica con un di metro de hasta 91,4 cm. (36 pulgadas) y longitudes de 15-15 metros (40-50 pies), se unen entre s hasta una longitud espec fica de obra. El tubo de revestimiento se calienta entonces hasta su temperatura…
PROCEDIMIENTO Y DISPOSITIVO PARA EL CURVADO DE TUBOS DE PLASTICO.
(01/08/1999) SE DESCRIBE UN PROCEDIMIENTO PARA CURVADO DE TUBOS DE PLASTICO. EL TUBO ES CALENTADO A UNA TEMPERATURA EN LA CUAL PUEDE SER DEFORMADO PLASTICAMENTE. EL TUBO CALENTADO ES INTRODUCIDO DENTRO DE UN CANAL TUBULAR DE UNA HERRAMIENTA DE DOBLADO. LA HERRAMIENTA DE DOBLADO CONSISTE EN DOS MORDAZAS PROVISTAS CADA UNA DE ELLAS CON UNA RANURA. AMBAS RANURAS FORMAN CONJUNTAMENTE EL CANAL DE DOBLADO. SE HACE CIRCULAR UN REFRIGERANTE A TRAVES DEL TUBO DOBLADO MIENTRAS QUE EL TUBO SE ENCUENTRA AUN EN LA HERRAMIENTA DE DOBLADO. EL TUBO DE DOBLADO ES RETIRADO A PARTIR DE LA HERRAMIENTA DE DOBLADO DESPUES DE QUE AMBAS MORDAZAS DE LA HERRAMIENTA DE…
METODO PARA LA FABRICACION DE UNA MANGUERA PARA RIEGO POR GOTEO CON COMPENSACION DE PRESION.
(01/11/1998). Solicitante/s: T-SYSTEMS INTERNATIONAL, INC. Inventor/es: DEFRANK, MICHAEL.
UNA SECCION DE FLUJO LAMINAR Y UNA SECCION DE FLUJO TURBULENTO SE FORMAN CONTIGUAS UNA A LA OTRA A LO LARGO DE LA LONGITUD DE UN CONDUCTO DE REGULACION DE FLUJO EN UNA MANGUERA DE IRRIGACION DE GOTEO. EN RESPUESTA A LA PRESION EN UN CONDUCTO DE SUMINISTRO DE AGUA , EL AREA DE LA SECCION TRANSVERSAL DE LA SECCION DE FLUJO LAMINAR SE REDUCE MIENTRAS SE INCREMENTA LA PRESION PARA COMPENSAR POR EL EFECTO DE LOS CAMBIOS DE PRESION SOBRE LA PROPORCION DE FLUJO DE GOTEO DE LA MANGUERA. LA MANGUERA ESTA FABRICADA MEDIANTE TRANSPORTE DE FORMA CONTINUA DE UNA PRIMERA TIRA DE PELICULA A TRAVES DE UNA ESTACION DE MONTAJE. UNA O MAS PERLAS DERRETIDAS SE DEPOSITAN EN UNA REGION CENTRAL DE LA PELICULA Y SE FORMAN EN UN CANAL DE REGULACION DE FLUJO. UNA SEGUNDA TIRA DE PELICULA PLASTICA ES CERRADA HERMETICAMENTE EN LAS PERLAS FORMADAS PARA FORMAR EL CONDUCTO DE REGULACION DE FLUJO ; LA PRIMERA PELICULA ES CERRADA HERMETICAMENTE JUNTO A SUS MARGENES PARA FORMAR LA MANGUERA.
METODO PARA DOBLAR TUBOS DEFORMABLES O DOBLABLES Y HERRAMIENTA PARA HACERLO.
(16/01/1996). Solicitante/s: RUPPERT, HANS-PETER. Inventor/es: WENDORFF, ERNST.
EN UN METODO PARA EL DOBLADO DE TUBOS, GENERALMENTE DEFORMABLES O DOBLABLES CON APLICACION DE CALOR, EN EL QUE EL TUBO A DOBLAR PUEDE SER CALENTADO, SE APLICA UN APOYO INTERIOR Y, POSTERIORMENTE, SE PROCEDE AL DOBLADO. ANTES DEL PROCESO DE DOBLADO SE INTRODUCE UN TUBULAR EXPANDIBLE HASTA UNA DETERMINADA MEDIDA EN EL TUBO A DOBLAR Y EL TUBULAR INTERIOR SE RELLENA DE UN FLUIDO SOMETIDO A PRESION, DE FORMA QUE SE ADAPTE TOTALMENTE A LA SUPERFICIE INTERIOR DEL TUBO A DOBLAR , A CONTINUACION SE PROCEDE AL PROCESO DE DOBLADO. LA HERRAMIENTA PARA LA REALIZACION DEL PROCESO COMPRENDE UN TUBULAR DE PRESION PARA SER INTRODUCIDO, DE UN MATERIAL EXPANDIBLE BAJO PRESION, A CUYOS EXTREMOS SE ENCUENTRAN VALVULAS DE CERRAMIENTO , CUYO DIAMETRO NO SERA SUPERIOR AL INTERIOR DEL TUBO A DOBLAR.
METODO Y DISPOSITIVO PARA EL MOLDEO DE PIEZAS DE PLASTICO DE TERMOPLASTICO.
(01/07/1995). Solicitante/s: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.. Inventor/es: FROHLICH, STEFAN, DIPL.-ING. , MAIER, DIETER, DIPL.-ING., EGNER, HARALD, DIPL.-ING.
SE DESCRIBE UN METODO PARA EL MOLDEO DE PIEZAS DONDE PASA UNA CANTIDAD DE CALOR EN SU INTERIOR Y DONDE LA PIEZA SE CALIENTA HASTA LA TEMPERATURA DE ABLANDAMIENTO DEL PLASTICO Y ESTA TEMPERATURA SE CONSERVA DURANTE EL TIEMPO HASTA QUE LA PIEZA ADQUIERA LAS FORMAS REQUERIDAS MEDIANTE EL MOLDEO Y SE ENFRIA MIENTRAS ESTA DENTRO DEL MOLDEO . ADEMAS SE DESCRIBE UN NUCLEO CALEFACTOR QUE SE PUEDE DOBLAR Y QUE SIRVE PARA LLEVAR A CABO EL PROCESO Y QUE TIENE COLOCADO UNA BOBINA CONDUCTORA DEL CALOR EN UNA ENVOLTURA AISLANTE . ESTA ENVOLTURA AISLANTE TIENE UNA CAPA DESLIZANTE EN SU PARED EXTERIOR Y, EN EL CENTRO DEL NUCLEO CALEFACTOR SE EXTIENDE UN DISPOSITIVO DE CONTRATRACCION EN DIRECCION LONGITUDINAL Y TIENE UNA ENTRADA EN UN EXTREMO DEL NUCLEO CALEFACTOR PARA EL DISPOSITIVO DE CONTRATRACCION Y ESTE SALE EN LOS OTROS EXTREMOS HACIA EL EXTERIOR.
PROCESO DE FORMACION DE PIEZAS PERFILADAS CONVEXAS NO DESARROLLABLES EN MATERIAL COMPOSITO.
(01/06/1995). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: AZZARA, SAUVEUR ANDRE, COUTANT, HERVE GEORGES FREDERIC.
PARA REALIZAR LA FORMACION DE PIEZAS PERFILADAS, DE FORMA CONVEXA Y NO DESARROLLABLE, EN MATERIAL COMPOSITO, SE COLOCA UNA CINTA DE ESBOZO PARCIALMENTE POLIMERIZADA (ESTADIO B) EN UNA HERRAMIENTA DE FORMACION , SEGUN UNA SUPERFICIE CILINDRICA CON UNA GENERATRIZ RECTILINEA Y UNA CURVA DIRECTRIZ CONVEXA CUYA FORMA COINCIDE CON LA FORMA DE LA PIEZA A REALIZAR. EL PERFIL PARTICULAR DE LA PIEZA SE OBTIENE POR MEDIO DE UNA VEJIGA HINCHABLE QUE PRESIONA LA CINTA DE ESBOZO CONTRA UNA MATRIZ DE FORMACION . DE ESTA MANERA, SE LIMITAN LOS ESTRECHADOS A LO ESTRICTAMENTE NECESARIO, LO QUE EVITA LAS ONDULACIONES DE LAS FIBRAS Y LAS CAIDAS DE CARACTERISTICAS MECANICAS DE LAS PIEZAS QUE VAN FLUYENDO.
METODO Y APARATO PERFECCIONADO PARA FORMAR TUBOS TERMOPLASTICOS.
(01/04/1995). Solicitante/s: MCKECHNIE PLASTICS LIMITED. Inventor/es: BOWKETT, TREVOR GEORGE.
ESTA INVENCION SE REFIERE A UN METODO Y APARATO PERFECCIONADO PARA FORMAR TUBOS TERMOPLASTICOS POR ELEMENTOS EXTERNOS QUE UTILIZAN UNA EMISION DE PULSOS DE RADIACIONES DE INFRARROJOS DE ONDA CORTA PARA ABLANDAR EL MATERIAL TERMOPLASTICO CON EL TUBO DISPUESTO EN LA CONFIGURACION REQUERIDA. UN MIEMBRO QUE SOPORTA EL TUBO EN LA CONFIGURACION DESEADA CONSTA UNA MESA BASE SOBRE LA CUAL SE MONTAN LOS ELEMENTOS DE DAR FORMA DE MANERA AJUSTADA PARA LA ALTERACION DE LA CONFIGURACION DESEADA.
BANDAS DE SELLADO Y METODO PARA FABRICARLAS.
(16/10/1994) PARA PRODUCIR UNA CURVATURA O ANGULO EN UNA BANDA DE SELLADO 16, PARA QUE COINCIDA CON LA FORMA DE LA CURVATURA O ANGULO DE SU BRIDA DE MONTAJE, UNA PORCION DE LA PARTE SELLANTE 26 SE RETIRA ENTRE LAS PARTES 26A Y 26B DE FORMA QUE PRODUZCA UN CORTE EN LA FORMA CORRESPONDIENTE. LA BANDA SELLANTE SE COLOCARA ENTONCES ENTRE UNA CAVIDAD MOLDEADA 54 CURVADA PARA COINCIDIR CON LA CONFIGURACION REQUERIDA DE LA CURVATURA O ANGULO Y ESTA PROVISTA DE UNA SUPERFICIE INTERNA QUE COINCIDE CON LA EXTERNA DE LA PARTE SELLANTE 26. UN NUCLEO DE METAL 60, CUYO TAMAÑO EN LA SECCION TRANSVERSAL CON EL INTERIOR HUECO DE LA PARTE SELLANTE 26, SE COLOCA EN SU POSICION ENTRE EL CORTE MEDIANTE UN BRAZO OSCILANTE 58. A CONTINUACION SE REALIZA EL MOLDEO UNA VEZ QUE EL BRAZO OSCILA HACIA…
PROCEDIMIENTO DE FORMACION DE LOS EXTREMOS DE TUBOS DE CAUCHO DURANTE LA VULCANIZACION EN MANDRIL Y HERRAMIENTA DEFORMABLE PARA REALIZAR ESTA OPERACION.
(01/07/1993). Solicitante/s: CAOUTCHOUC MANUFACTURE ET PLASTIQUES. Inventor/es: DESCHAMPS, MICHEL, LE BARBIER, ARMAND.
PROCEDIMIENTO DE FORMACION, DURANTE LA VULCANIZACION EN MANDRIL, DE LOS EXTREMOS DE TUBOS DE CAUCHO, QUE UTILIZA COMO HERRAMIENTA UNA FALDA RADIALMENTE DEFORMABLE DE CAUCHO VULCANIZADO, QUE ENCIERRA EL EXTREMO DE LA PIEZA SOLO POR EFECTO DE LA ELASTICIDAD CIRCUNFERENCIAL DE SU COROLA , REALIZANDOSE EL DESPLAZAMIENTO DE LA PIEZA TRAS LA VULCANIZACION POR UN SIMPLE EMPUJE AXIAL (P) EN DICHA COROLA Y UNA POSICION RETRAIDA DE LA FALDILLA RADIALMENTE DEFORMABLE PERMITE LAS OPERACIONES DE PREPARACION.
PROCEDIMIENTO DE FABRICACION DE UN TUBO FLEXIBLE QUE COMPRENDE MEDIOS DE REFERENCIA Y/O FIJACION.
(16/07/1992). Solicitante/s: CAOUTCHOUC MANUFACTURE ET PLASTIQUES. Inventor/es: COLLEY, ROBERT, MATTE, PIERRE, DESCHEMAEKER, MAURICE.
TUBO FLEXIBLE CARACTERIZADO EN QUE SU PARED ESTA CONSTITUIDA AL MENOS DE UN TUBO INTERNO , REALIZADO EN UNA COMPOSICION ELASTOMERA COMPACTA DE FORMULACION ADAPTADA AL FLUIDO A CIRCULAR Y SOBRE TODA O PARTE DE SU LONGITUD, DE UNA CAPA REALIZADA EN UNA COMPOSICION ELASTOMERA CELULARIZABLE. LA RELACION DEL ESPESOR (E) DE LA CAPA ELASTOMERICA COMPACTA DEL TUBO INTERNO CON EL ESPESOR TOTAL (E) DE LA PARED, ESTA COMPRENDIDA ENTRE 0,08 Y 0,95. DICHO TUBO FLEXIBLE PUEDE COMPORTAR UNAS ARGOLLAS O UNAS MARCAS INTEGRADAS. PROCEDIMIENTO DE REALIZACION DE TAL TUBO FLEXIBLE. APLICACIONES EN EL CAMPO DE LA MANUTENCION DE PRODUCTOS LIQUIDOS, GASEOSOS O PULVERULENTOS Y EN LOS CIRCUITOS DE FLUIDOS Y / O DE CLIMATIZACION DE VEHICULOS AUTOMOVILES.
{kind=link}
{kind=link}
{kind=link}