CIP-2021 : B21D 43/02 : Avance del material en función del movimiento de la matriz o de la herramienta.
CIP-2021 › B › B21 › B21D › B21D 43/00 › B21D 43/02[1] › Avance del material en función del movimiento de la matriz o de la herramienta.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas).
B21D 43/02 · Avance del material en función del movimiento de la matriz o de la herramienta.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de transporte para la transferencia de piezas de trabajo.
(10/06/2020). Solicitante/s: HATEBUR UMFORMMASCHINEN AG. Inventor/es: MOSER, MARKUS, MATT, ANDREAS, MARITZ,ANDREAS, LEIBUNDGUT,STEPHAN.
Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación de mecanización (M); en particular de una instalación de transformación, en donde las piezas de trabajo (W) son transportadas en cada caso al mismo tiempo por medio de varias herramientas de agarre (32a, 32b) móviles en común en un ciclo de transporte desde una etapa hacia la etapa próxima siguiente respectiva de la instalación de mecanización (M), caracterizado porque en el caso de la presencia de una interferencia del proceso, se interrumpe el ciclo de transporte y se mueven las herramientas de agarre (32a, 32b) con las piezas de trabajo (W) a una posición de espera , en la que las piezas de trabajo se encuentran fuera de la zona de actuación de herramientas de mecanización de las etapas de la instalación de mecanización (M), y porque después de la eliminación de la interferencia del proceso se reanuda de nuevo el ciclo de transporte de las piezas de trabajo (W).
PDF original: ES-2808998_T3.pdf
Métodos y sistemas de accionamiento de prensas rotativas.
(26/02/2020) Un sistema de prensa rotativa, que comprende:
una primera prensa rotativa (105a; 802a);
una segunda prensa rotativa (105b; 802b) adyacente a la primera prensa rotativa (105a; 802a), en el que las prensas rotativas primera y segunda (105a, 105b; 802a, 802b) están para recibir un material de tira ;
un engranaje motriz común acoplado a las prensas rotativas primera y segunda (105a, 105b; 802a, 802b); y
en el que el engranaje motriz común es para accionar directamente un primer engranaje motriz (110b; 804b) de la primera prensa rotativa (105a; 802a) y un segundo engranaje motriz (210b; 806b) de la segunda prensa rotativa (105b; 802b);
caracterizado por
un motor acoplado al engranaje motriz común para hacer rotar el engranaje motriz común y hacer que las prensas rotativas primera y segunda (105a, 105b; 802a,…
Métodos y sistemas de accionamiento de prensas rotativas.
(18/09/2019) Un método de procesamiento de un material en movimiento, comprendiendo el método:
mover un material a través de una primera prensa rotativa (105a) y una segunda prensa rotativa (105b) separada con respecto a la primera prensa rotativa (105a);
accionar la primera y la segunda prensas rotativas (105a, 105b) por medio de un primer engranaje de accionamiento acoplado directamente con un motor ;
enganchar directamente el primer engranaje de accionamiento con un primer engranaje cilíndrico de dientes rectos inferior (110b) de la primera prensa rotativa (105a) y un segundo engranaje cilíndrico de dientes rectos inferior (210b) de la segunda prensa rotativa (105b), permaneciendo el primer engranaje de accionamiento acoplado…
(13/03/2019). Solicitante/s: GEFIN, S.R.L.. Inventor/es: GETTO, PIERO.
Una unidad de troquelado para fabricar productos semiacabados cortados de una hoja incluyendo una máquina cortadora que define un eje de corte vertical (A) y un grupo de manipulación de dicha hoja para avanzarla en una primera dirección de alimentación y desplazarla en una segunda dirección transversal a la primera dirección para definir una secuencia de posiciones de corte (p101, p102, p103, p104, p105), donde dicho grupo de manipulación incluye un mecanismo de avance de paso de dicha hoja en dicha primera dirección, controlado por una excéntrica y un control mecánico de excéntrica para manejar dicha hoja en dicha segunda dirección, caracterizada porque dicho mecanismo de avance de paso está configurado para actuar en un borde de extremo de dicha hoja.
PDF original: ES-2716683_T3.pdf
Método de control para una instalación de prensas, e instalación asociada.
(21/01/2019). Solicitante/s: FAGOR ARRASATE, S. COOP. Inventor/es: AGUIRREZABAL ONDARRA, PEDRO, ARGARATE BELATEGI,UNAI.
Método de control para una instalación de prensas, e instalación, comprendiendo la instalación una servoprensa , un dispositivo de transporte para transportar piezas desde una posición de origen (PO) hasta la servoprensa , y un controlador. El controlador controla los movimientos del dispositivo de transporte y de la servoprensa mediante una misma señal maestra, provocándose una actuación sincronizada de ambos. En el método, las piezas se transportan hasta la posición de origen (PO) y, durante su recorrido hasta llegar a dicha posición de origen (PO), se detecta el paso de dichas piezas por una posición de referencia (PREF) predeterminada previa a la posición de origen (PO), y, en función de dicha detección, se ajusta la señal maestra para adaptar la velocidad de actuación de la servoprensa.
PDF original: ES-2697058_A1.pdf
PDF original: ES-2697058_B2.pdf
Dispositivo de procesamiento.
(24/05/2017) Dispositivo de procesamiento para piezas en bruto de envase ; con una bancada de máquina , con una instalación de alimentación para una alimentación de piezas en bruto de envases , con una instalación de descarga para un transporte de salida de piezas en bruto de envases , con una mesa redonda de piezas de trabajo alojada de forma giratoria con varias instalaciones de alojamiento , que están configuradas para una fijación temporal de piezas en bruto de envases y para un transporte de piezas en bruto de envases a lo largo de una vía de transporte en forma de sección de trayectoria circular entre la instalación de alimentación y la instalación de descarga , en el que la vía de transporte determina…
Sistema de centrado para preformas.
(19/04/2017) Un sistema de centrado para centrar preformas (10a, 10b, 11a, 11b) salidas de un horno en una línea de estampado en caliente, comprendiendo el sistema de centrado :
un transportador para recibir una pluralidad de preformas (10a, 10b, 11a, 11b) salidas de un horno y desplazar las preformas (10a, 10b, 11a, 11b) al menos a lo largo de un primer eje horizontal;
unidades de desplazamiento para cada preforma individual (10a, 10b, 11a, 11b), en el que las unidades de desplazamiento están configuradas para moverse a lo largo de un segundo eje horizontal sustancialmente perpendicular al primer eje y cada una de las unidades de desplazamiento puede moverse independientemente a lo largo del segundo eje;
caracterizado por que…
Método y herramienta para fabricar productos compuestos.
(05/04/2017) Un método para producir un objeto compuesto a partir de material laminar, que comprende las etapas de: alimentar por etapas un primer material laminar en una primera dirección de alimentación, de una primera longitud de alimentación a través de una herramienta, desde una primera sección de avance hasta una sección de descarga, procesándose el primer material laminar, al menos entre ciertas etapas de alimentación, por corte, troquelado, prensado, flexión, etc., alimentar por etapas hacia la herramienta al menos un segundo material laminar a través de una segunda sección de avance, en una segunda dirección de alimentación de una segunda longitud de alimentación, procesándose el segundo material laminar en una misma herramienta, al menos entre ciertas etapas de alimentación,…
Dispositivo de procesamiento de materiales, en particular una máquina de transformación.
(30/11/2015) Dispositivo de procesamiento de materiales, en particular máquina de transformación, que presenta al menos un equipo de procesamiento de materiales , que está dispuesto de forma desplazable linealmente a lo largo de una guía lineal , en el que el equipo de procesamiento de materiales es desplazable linealmente de forma automática por medio de un mecanismo de accionamiento controlable por un control de máquina, para posicionarlo en una posición teórica de trabajo respectiva, en el que el mecanismo de accionamiento presenta un husillo roscado para el desplazamiento del equipo de procesamiento de materiales y en el que al equipo de procesamiento de materiales desplazable linealmente está asociada una tuerca de husillo atravesada por el husillo roscado , caracterizado porque la tuerca de husillo es desplazable por medio de un dispositivo…
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables.
(03/06/2015) Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un equipo de introducción accionado para realizar una introducción paso a paso de un cinta , caracterizada por que la disposición presenta dos paredes laterales , entre las cuales discurre la cinta, y un cilindro hueco que va guiado en el lado frontal por cada una de las paredes laterales de la disposición y puede moverse libremente entre las paredes laterales en una medida predeterminada, estando limitada la movilidad libre del cilindro hueco por una barra transversal horizontal que está sujeta a ambos lados en las paredes laterales y que discurre a través del cilindro hueco, estando destinado el cilindro hueco a venir a situarse sobre la cinta durante el funcionamiento de la disposición y a desviar…
Dispositivo para la extrusión de rodajas con una instalación de alimentación.
(20/05/2015) Dispositivo para la extrusión de rodajas , con un casquillo de prensado y con un punzón mediante el que las rodajas se pueden prensar dentro del casquillo de prensado , así como con una instalación de alimentación mediante la que las rodajas pueden ser transportadas entre el punzón y el casquillo de prensado , presentando la instalación de alimentación un carril guía en el que las rodajas están dispuestas unas detrás de otras y en cuyo extremo inferior están dispuestos medios para separar las rodajas , caracterizado porque los medios de separación presentan una leva de separación (5,5') giratoria en un sentido de giro (5b;5b') alrededor de un eje de giro (5a;5a'), cuya superficie envolvente presenta al menos una zona (5c;5c') de extensión convexa, cuya distancia con respecto al eje de giro (5a;5a') aumenta en el sentido…
Sistema de línea de prensas y método.
(18/12/2013) Un método para hacer funcionar una línea de prensas que comprende al menos una prensa mecánica con unmotor eléctrico impulsor de velocidad variable , un ariete , un medio mecánico para hacer funcionardicha prensa y que comprende al menos otro dispositivo para
cargar , descargar o prensar , cuyo dicho otro dispositivo es no importa qué dispositivo entre elgrupo de: un dispositivo de carga, un dispositivo de descarga, un robot, otra prensa y en donde el métodocomprende la etapa de:
- realizar una sincronización durante al menos una parte de prensado o de no prensado de un ciclo de prensado,cuya sincronización…
Dispositivo de centraje para piezas de trabajo planas sobre una prensa.
(11/04/2012) Dispositivo de centraje para piezas de trabajo planas (H1, H2), especialmente para pletinas hechas de chapa, las cuales han de ser mecanizadas sobre una prensa (G), comprendiendo este dispositivo
a) Una primera mesa para la cogida de la pieza de trabajo, la cual es giratoria alrededor de un primer eje vertical ;
b) Una segunda mesa para la acogida de la pieza de trabajo, la cual es giratoria alrededor de un segundo eje vertical ; en este caso, la segunda mesa está dispuesta lateralmente de la primera mesa y un plano de soporte de la primera mesa coincide principalmente con un plano de soporte de la segunda mesa ;
caracterizadopor un mecanismo de rotación que mecánicamente se encuentra acoplado de tal manera a la primera mesa y a la segunda mesa que la primera mesa y la segunda mesa puedan ser giradas conjuntamente…
MÁQUINA DE TRABAJO CON DISPOSITIVO DE TRANSPORTE TRANSVERSAL Y PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CASQUILLO UTILIZANDO LA MÁQUINA DE TRABAJO.
(12/03/2012) Máquina de trabajo, en particular máquina de flexión de alambre y de banda, para la configuración de piezas de trabajo que pasan a través de la máquina de trabajo, con un cuerpo de base del tipo de pared, que está dispuesto sobre un sustrato (U) y que presenta un lado de mecanización delantero y un lado de mecanización trasero (A, B), y con al menos un conjunto de herramienta para la mecanización de las piezas de trabajo , en la que el conjunto de herramienta se puede disponer o está dispuesto en el lado de mecanización delantero o en el lado de mecanización trasero (A, B), en la que la máquina de trabajo presenta un dispositivo de transporte transversal , que está…
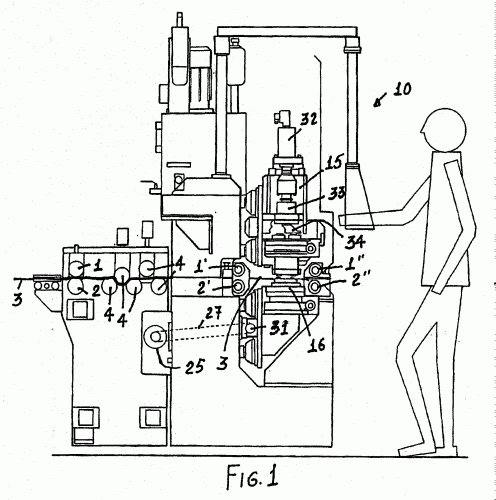
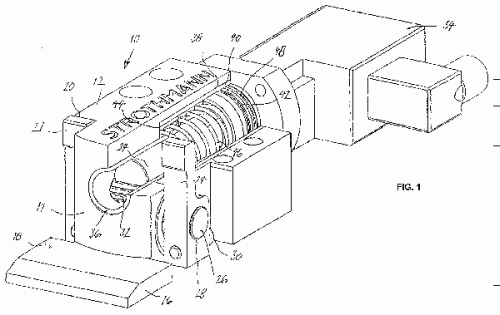
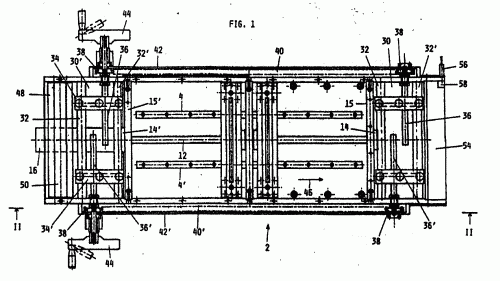
APARATO PARA EL CORTADO Y PUNZONADO DE UNA HOJA DE METAL EN FORMA DE BOBINA.
(16/03/2006). Ver ilustración. Solicitante/s: PRODUTECH S.R.L. Inventor/es: MOLOGNI, FABRIZIO.
Aparato de acuerdo con una o varias de las Reivindicaciones anteriores, caracterizado porque dicho rodillo sin fin esta en contacto con un elemento en espiral que arrastra un cabezal superior de soporte del punzón de forma a provocar la translación de dicho cabezal a lo largo de su elemento de guiado.
TRANSPORTADOR DE POSICIONAMIENTO PARA LA ALINEACION HORIZONTAL DE PLACAS.
(16/05/2005). Ver ilustración. Solicitante/s: WILFRIED STROTHMANN GMBH & CO KG MASCHINENBAU UND HANDHABUNGSTECHNIK. Inventor/es: STROTHMANN, WILFRIED.
Transportador de posicionamiento para la alineación horizontal de placas, chapas y similares, que comprende una mesa de transporte provista de unos medios de accionamiento y por lo menos un tope en un borde de la mesa de transporte, así como un dispositivo de medición de espesor previsto en el tope para medir el espesor de las placas, chapas o similares a tope unas con otras, caracterizado porque en el tope está prevista una superficie de yunque que soporta las placas a tope, y porque está previsto por lo menos un dedo palpador descendible pivotante, dispuesto por encima de la superficie de yunque , que está unido con un dispositivo de medición de recorrido.
ALIMENTADOR DE BANDAS METALICAS PERFECCIONADO.
(16/02/2005). Ver ilustración. Solicitante/s: DALLAN S.R.L. Inventor/es: DALLAN, SERGIO.
SE DESCRIBE UN ALIMENTADOR PERFECCIONADO DE FLEJES METALICOS DEL TIPO QUE COMPRENDE UN PAR DE ELEMENTOS DE SUJECION (18, 18'), CADA UNO DE ELLOS FORMADO POR UN PAR DE MORDAZAS (20, 20') COLOCADOS TRANSVERSALMENTE AL EJE LONGITUDINAL DEL ALIMENTADOR Y QUE SE EXTIENDEN PRACTICAMENTE A TODO LO ANCHO DE ESTE ULTIMO, SIENDO ACCIONADOS DICHOS ELEMENTOS DE SUJECION DE MANERA MUTUAMENTE SINCRONIZADA EN EL SENTIDO DE QUE, MIENTRAS UN ELEMENTO SE ACTIVA Y AVANZA EN DIRECCION A LA MAQUINA QUE DEBE SER ALIMENTADA, EL OTRO ELEMENTO DE SUJECION SE DESACTIVA Y SE MUEVE EN DIRECCION OPUESTA, CARACTERIZADO PORQUE AL MENOS UNA DE LAS DOS MORDAZAS (20, 20') DE CADA ELEMENTO DE SUJECION COMPRENDE UNA SERIE DE APENDICES , COLOCADOS A LO LARGO DE TODA LA MORDAZA, Y QUE SE PROYECTA DESDE SU SUPERFICIE DE SUJECION EN MEDIDA AJUSTABLE.
IMPULSO DE MANIVELA PARA UN DISPOSITIVO DE INTRODUCCION DE MATERIAL EN UNA MAQUINA DE ELABORACION, ESPECIALMENTE UNA CURVA CORRECTORA FIJANDO LA GUIA DE AUTOMATAS DE PERFORADO Y DOBLADO.
(16/11/1993). Solicitante/s: OTTO BIHLER MASCHINENFABRIK GMBH & CO. KG. Inventor/es: BIHLER, OTTO, BRULLER, EDUARD.
UN IMPULSO DE MANIVELA PARA EL DISPOSITIVO DE INTRODUCCION DE MATERIAL DE UNA MAQUINA DE ELABORACION, SE FORMA DE TAL MODO QUE LA CURVA DE LUGAR-TIEMPO DEL PERNO DE MANIVELA , CONSIDERADA EN UN SENTIDO EFECTIVO DEL PERNO DE MANIVELA , ES UNA CURVA SINUOSA DECLINABLE DE MODO QUE SE APLANAN LOS MAXIMOS DE LA CURVA SINUOSA. PARA CONSEGUIR ESTOS, SE AJUSTA EL PERNO DE MANIVELA , FRENTE AL DISCO DE MANIVELA , POR UN DISPOSITIVO DE AJUSTE BASE DE EXCENTRICIDAD Y POR UN DISPOSITIVO CORRECTOR DE EXCENTRICIDAD. EL DISPOSITIVO CORRECTOR DE EXCENTRICIDAD COMPRENDE UN DISPOSITIVO DE CURVAS , FIJO EN EL DISPOSITIVO DE SERIE DE CURVAS ENGRANDAO CON ESTE DISPOSITIVO DE CURVAS . EL DISPOSITIVO DE SERIE DE CURVAS ACTUA SOBRE UN CARRO PRINCIPAL , QUE SE DESLIZA SOBRE EL DISCO DE MANIVELA . EL DISPOSITIVO DE AJUSTE BASE DE EXCENTRICIDAD ES EFECTIVO ENTRE EL CARRO PRINCIPAL Y UN CARRO SECUNDARIO QUE LLEVA LOS PERNOS DE MANIVELA . EL CARRO SECUNDARIO SE CONDUCE SOBRE EL CARRO PRINCIPAL.
APARATO PARA LA ALIMENTACION CONTINUA DE LAMINAS CON UNA BANDA LATERAL EXTERIOR PARA MAQUINAS DE PAPEL.
(01/04/1993). Solicitante/s: L.M. LAMINATI METALLICI S.P.A. Inventor/es: CASTIGLIONI, GIOVANNI PIETRO.
APARATO PARA LA ALIMENTACION CONTINUA DE LAMINAS CON UNA BANDA LATERAL EXTERIOR PARA MAQUINAS DE PAPEL O DE PRESION, TALES COMO PRENSAS, POR MEDIO DE LAS CUALES LA LAMINA CONTINUA, SE DESENVUELVA DEL ROLLO, PUDIENDOSE ALIMENTAR EN UNA POSICION PERFECTAMENTE CENTRADA POR DEBAJO DE LA MATRIZ DE LA MAQUINA DE PAPEL, GRACIAS A LA PRESENCIA DE UN CONTROL Y DE UNA CORRECCION CONTINUA DE LOS ERRORES DE POSICION CAUSADOS POR LAS TENSIONES, DE UNA IMPERFECTA AXIALIDAD EN LA ALIMENTACION DE LA LAMINA.
UTIL DE PRENSA PARA INSTALACIONES DE EMBUTIDO.
(01/12/1992). Solicitante/s: A2C GROUPE PRATIC-ADEMVA. Inventor/es: LAVOREL, GERARD.
ESTE UTIL TIENE UN MEDIO DE CORTE EN UNA BANDA ALIMENTADA LONGITUDINALMENTE DE UN COSPEL A EMBUTIR ; ESTOS MEDIOS ESTAN CONSTITUIDOS POR UN PUNZON INFERIOR FIJO , LLEVADO POR LA TABLA DE LA PRENSA Y UNA MATRIZ SUPERIOR VERTICALMENTE MOVIL, NORMALMENTE SITUADA ENCIMA DEL PUNZON Y DESTINADA A SER DESPLAZADA EN DIRECCION DE ESTE PUNZON , MEDIOS DE CORTE CONSTITUIDOS POR UNA CIZALLA, QUE PRESENTA UNA CUCHILLA FIJA , LLEVADA POR EL SOPORTE DEL PUNZON , Y OTRA MOVIL , LLEVADA POR LA MATRIZ, UN DISPOSITIVO DE TRANSFERENCIA DEL COSPEL CORTADO , PREEMBUTIDO O EMBUTIDO, DEL PUESTO AL PUESTO SIGUIENTE Y MEDIOS PARA LEVANTAR CADA COSPEL CORTADO HASTA EL NIVEL DEL DISPOSITIVO DE TRANSFERENCIA.
PROCEDIMIENTO DE CONTROL DE UNA PRENSA MECANICA.
(01/03/1989) PROCEDIMIENTO DE CONTROL DE UNA PRENSA MECANICA, DEL TIPO QUE TIENE UN MECANISMO DE DESLIZAMIENTO MONTADO PARA ASUMIR MOVIMIENTO OSCILATORIO; UN ACCIONAMIENTO DE LA PRENSA PARA CICLAR EL MECANISMO DE DESLIZAMIENTO Y QUE INCLUYE UN ARBOL DE ACCIONAMIENTO DE LA PRENSA Y MEDIOS PARA ACCIONAR EL ARBOL A UNA VELOCIDAD ANGULAR CONTROLABLE, Y UN MECANISMO DE ALIMENTACION AUTOMATICO PARA TRANSFERIR PIEZAS DE TRABAJO DENTRO Y FUERA DE AL MENOS UNA ESTACION DE TRABAJO DE LA PRENSA EN SINCRONISMO CON EL MOVIMIENTO OSCILATORIO DEL MECANISMO DE DESLIZAMIENTO. EL PROCEDIMIENTO COMPRENDE ACCIONAR EL ARBOL DE ACCIONAMIENTO DE LA PRENSA A UNA PRIMERA VELOCIDAD ANGULAR RELATIVAMENTE RAPIDA DURANTE UNA PORCION DE CADA CICLO DE MOVIMIENTO OSCILATORIO DEL MECANISMO DE DESLIZAMIENTO, INCLUYENDO LA PORCION DE CADA CICLO AQUELLA PORCION DEL CICLO DURANTE…
PERFECCIONAMIENTOS EN MAQUINAS DE SOLDADURA.
(01/12/1986). Solicitante/s: ELPATRONIC AG.
MODIFICACIONES EN MAQUINAS DE SOLDADURA. CONSISTENTES EN UN TRANSPORTADOR DE CHAPAS EN EL QUE LAS PIEZAS DE CHAPA SON PASADAS POR CICLOS CONSECUTIVAMENTE ENTRE LOS ELECTRODOS DE SOLDADURA; UN DISPOSITIVO POSICIONADOR , CON EL QUE LAS PIEZAS DE CHAPA SON FIJABLES EN UNA POSICION DEFINIDA ENTRE LOS ELECTRODOS DE SOLDADURA; Y UN TRANSPORTADOR DE BRIDAS , QUE COORDINADO CON EL CICLO DE TRABAJO DEL TRANSPORTADOR DE CHAPAS , LAS BRIDAS SON ACOPLABLES EN CADA CASO A UNA PIEZA DE CHAPA ENTRE LOS ELECTRODOS DE SOLDADURA; DONDE EL TRANSPORTADOR DE CHAPAS PRESENTA UNA VIA DE RODILLOS CON UNA LIMITACION LATERAL Y VARIOS GRUPOS DE RODILLOS ENTRE LOS QUE SON DESPLAZABLES LAS PIEZAS DE CHAPA CONSECUTIVAMENTE. TIENE APLICACION PARA SOLDAR BRIDAS Y PIEZAS DE CHAPA.
ALIMENTADOR PARA EL CABEZAL ESTAMPADOR ROTATIVO DE UNA MAQUINA AUTOMATICA DE RECALCADO EN FRIO DE ALTA VELOCIDAD.
(16/12/1976). Solicitante/s: YUAN-HO LEE.
Resumen no disponible.
TROQUELADORA AUTOMATICA PARA LA CONFIGURACION DE PIEZAS EN FRIO A PARTIR DE UN MATERIAL LAMINAR.
(01/04/1976) TROQUELADORA AUTOMATICA PARA LA CONFIGURACION DE PIEZAS EN FRIO A PARTIR DE UN MATERIAL LAMINAR. CONSTA DE UN DISPOSITIVO DE ALIMENTACION Y ENDEREZADO A PARTIR DE UNA BOBINA EXTERIOR A LA MAQUINA, DE UN DISPOSITIVO DE ANTI-RETROCESO O IRREVERSIBILIDAD DE LA LAMINA O FLEJE, DE UN DISPOSITIVO DE TROQUELADO PREVIO, DE UN DISPOSITIVO DE CONFIGURACION FINAL Y DE UN DISPOSITIVO DE EXPULSION DE LA PIEZA TROQUELADA. EL DISPOSITIVO DE TROQUELADO PREVIO DESTINADO A REALIZAR SOBRE EL FLEJE UNA OPERACION PREVIA DE PRENSADO, SEMICORTE, PUNZONADO O ANALOGA, CONSISTE EN UNA PRENSA QUE ACTUA MIENTRAS EL FLEJE ESTA PARADO Y ES MOVIDA POR UNA EXCENTRICA, HABIENDOSE PREVISTO MEDIOS PARA EL REGLAJE DE SU RECORRIDO Y DE SU DISTANCIA AL CENTRO DE LA ZONA DE TROQUELADO. EL DISPOSITIVO DE CONFIGURACION Y TROQUELADO…
{kind=link}
{kind=link}
{kind=link}