Dispositivo de centraje para piezas de trabajo planas sobre una prensa.
Dispositivo de centraje (1) para piezas de trabajo planas (H1,
H2), especialmente para pletinas hechas de chapa, las cuales han de ser mecanizadas sobre una prensa (G), comprendiendo este dispositivo
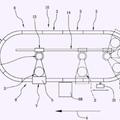
a) Una primera mesa (100.1) para la cogida de la pieza de trabajo, la cual es giratoria alrededor de un primer eje vertical (90);
b) Una segunda mesa (100.2) para la acogida de la pieza de trabajo, la cual es giratoria alrededor de un segundo eje vertical (90); en este caso, la segunda mesa (100.2) está dispuesta lateralmente de la primera mesa (100.1) y un plano de soporte de la primera mesa (100.2) coincide principalmente con un plano de soporte de la segunda mesa (100.2);
caracterizadopor un mecanismo de rotación (45, 46, 50, 61) que mecánicamente se encuentra acoplado de tal manera a la primera mesa (100.1) y a la segunda mesa (100.2) que la primera mesa (100.1) y la segunda mesa (100.2) puedan ser giradas conjuntamente alrededor de un tercer eje vertical (50).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2008/000070.
Solicitante: GUDEL GROUP AG.
Nacionalidad solicitante: Suiza.
Dirección: GASWERKSTRASSE 26 4900 LANGENTHAL SUIZA.
Inventor/es: MULLER, MARTIN, GERBER,Markus, STAUFFER,Andreas.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › Avance del material en función del movimiento de la matriz o de la herramienta.
- B65G47/244 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciéndolos girar alrededor de un eje sensiblemente perpendicular al plano de transporte.
PDF original: ES-2378345_T3.pdf
Fragmento de la descripción:
Dispositivo de centraje para piezas de trabajo planas sobre una prensa.
Campo de aplicación
La presente invención se refiere a un dispositivo de centraje para unas piezas de trabajo planas, sobre todo para pletinas de chapa que han de ser mecanizadas sobre una prensa.
Estado de la técnica
Sobre una prensa (como, por ejemplo, una prensa de varios puestos ó una línea de prensas) son con frecuencia mecanizadas ulteriormente unas piezas de chapa previamente estampadas, las llamadas pletinas. Antes de tener lugar el propio mecanizado sobre la prensa, las pletinas aportadas tienen que ser sometidas, por regla general, a un desapilamiento ó a una individualización, a un lavado y, dado el caso, también a una aplicación de aceite. Con el fin de que las pletinas puedan ser mecanizadas ulteriormente y de forma precisa, las mismas -una vez efectuados los trabajos antes mencionados y previo a la introducción de las pletinas en la prensa- han de ser posicionadas con exactitud, como asimismo deben las pletinas ser colocadas en una orientación ó alineación previamente establecida.
El posicionamiento y la alineación son efectuados frecuentemente a través de unos conocidos puestos de centraje que comprenden unas correderas así como topes mecánicos por medio de los cuales pueden las pletinas ser alineadas. Estos elementos tienen, sin embargo, el inconveniente de que los mismos, al ser efectuado un cambio en el tipo de pletina, tienen que ser manualmente transformados, y esto de una manera engorrosa por el hecho de que las correderas y los topes han de ser posicionados y orientados de nuevo. Al tratarse de la mecanización de pletinas de forma irregular ó con una multitud de pequeñas chapas es necesario, además, un gran número de correderas y de topes con el fin de asegurar el correcto posicionamiento de las pletinas.
Sobretodo en aquellos casos en los cuales varía con frecuencia el tipo de pletina que ha de ser mecanizada sobre una prensa, se han desarrollado unas soluciones automáticas con el fin de contrarrestar los mencionados inconvenientes.
La Patente Alemana Núm. DE 10 2004 051 994 A1 (Müller Weingarten AG), por ejemplo, describe un dispositivo para el posicionamiento correcto de pletinas; a este efecto, la corrección en el posicionamiento es efectuada con hasta tres grados de libertad. En esta Patente Alemana está revelado, entre otras cosas, que unos motores lineales, que están realizados como mecanismos de accionamiento directo, permiten un desplazamiento de una pletina en dos direcciones que se extienden entre sí en ángulo recto (dirección X y dirección Y). En este caso, un motor rotatorio permite efectuar un giro de la pletina por un eje que con respecto a las referidas direcciones se extiende de forma vertical (eje Z). La Memoria de esta Patente Alemana describe, por un lado, una forma de realización en la que dos elementos de transporte y de posicionamiento, que están dispuestos juntos entre sí, pueden ser activados de forma individual mediante unos motores planares. Estos motores facilitan una orientación de la pletina en la dirección X y/ó en la dirección Y ó bien, en otro modo de funcionamiento, los mismos permiten el giro de la pletina por el eje Z. En lugar de los motores planares también pueden ser empleados unos motores rotatorios individuales. En este caso, la posición real de la pletina es controlada de forma óptica por medio de un sistema de visualización que aquí no está descrito con más detalle. Los motores son controlados en base a una comparación entre la posición real y la posición teórica exigida para la pletina.
La Patente Europea Núm. EP 865 331 B1 (Reinhardt Maschinenbau GmbH) describe, en cambio, un centro de doblado así como un procedimiento para colocar una pieza de chapa por delante de una célula para el doblado dentro este centro de doblado. Después de la determinación de la posición de la pieza de chapa mediante un sensor, la pieza es posicionada exactamente en una dirección por medio de un elemento manipulador y durante su introducción en la célula de doblado. Está previsto que el sensor pueda ser desplazado en dos direcciones distintas con el fin de poder determinar, con el menor número posible de sensores, tanto la posición de la pieza de chapa en dos direcciones como un giro en la misma. Aquí está descrito, además, como ventaja el hecho de fijarlos sensores en el conjunto de los elementos manipuladores con el objeto de aprovechar la movilidad del mismo. Aparte de un elemento manipulador, que puede ser desplazado en una primera dirección, también está descrito un segundo elemento manipulador que puede trabajar de forma simultánea con el primer elemento manipulador y el mismo puede ser desplazado en una segunda dirección. El sensor, previsto para determinar la posición de la pieza de chapa, está realizado -entre otras posibles formas de realización- como una barrera de luz que está colocada en una horquilla para la detección de los bordes de la pieza de chapa.
Este dispositivo tiene, sin embargo, una muy extensa longitud de construcción debido a los elementos manipuladores que se encuentran dispuestos uno detrás del otro. Además, este dispositivo está limitado, al posicionamiento simultáneo de una correspondiente pieza de chapa.
En la Patente Núm, 5.293.984 (Bobst S. A.) de los Estados Unidos se describe un dispositivo para la colocación y la orientación de unas piezas de trabajo planas que forman un haz. Está descrito un dispositivo de transporte que se compone de conjuntos de varios rodillos que pueden ser impulsados. Entre estos rodillos, una mesa puede ser desplazada hacia arriba, hacia abajo y hacia los lados por medio de unas bolas que se encuentran en movimiento.
Este dispositivo es de una estructura muy compleja, aparte de estar también limitado al posicionamiento simultáneo de unas piezas de trabajo individuales.
La Firma Comercial W. Strothmann GmbH, de Schloss Holte-Stukenbrock (Alemania), ofrece un aparato alimentador con un integrado sistema para la detección y el procesamiento de imágenes, el cual adapta la posición de la pletina -durante el paso de ésta al interior de la prensa- a los datos previamente establecidos. Este sistema está basado en los aparatos alimentadores de carga de tipo WhipLash que pueden efectuar, aparte de los movimientos por los convencionales ejes de procesos, también unos movimientos giratorios por el eje U, lo cual facilita un control más exacto de la orientación angular de las chapas. El propio sistema de centraje óptico se compone de una cámara así como de la plataforma para la detección y el procesamiento de imágenes, la cual se encuentra conectada al sistema de control numérico del aparato alimentador. Mientras que la pletina está siendo transportada, colocada sobre la cinta transportadora, hasta por delante de la prensa, el sistema óptico detecta la respectiva posición de la pletina, de tal modo que el aparato alimentador de carga pueda coger la pieza de forma correspondiente. Con el fin de establecer una nueva posición para la cogida, la respectiva pieza de trabajo tiene que ser colocada solamente una vez y de una manera exacta dentro de la prensa para luego ser sacada del aparato alimentador de carga y, sin variar su posición, ser depositada por debajo de la cámara, a los efectos de quedar registrada.
Esta solución exige, sin embargo, el empleo de un específico aparato alimentador de carga que es de una estructura muy compleja y el que, además, tiene que estar adaptado a las prensas. La geometría de desplazamiento, por ejemplo, del aparato alimentador de carga tiene que ser de tal naturaleza que las piezas de trabajo, que han de ser procesadas, puedan ser transportadas -atravesando una ventana correspondiente, realizada en la prensa- hasta la posición prevista en la prensa. Además, un solo aparato alimentador de carga puede efectuar durante la alimentación tan sólo una corrección en la posición y/ó en el ángulo; al ser deseado, sin embargo, variar la posición y/ó la orientación de varias piezas de trabajo, y esto de forma independiente entre sí, se necesitan, sin embargo, varios de estos aparatos alimentadores de carga.
Presentación de la invención
La presente invención tiene el objeto de proporcionar, para el campo de aplicación mencionado al principio, un dispositivo de centraje que sea de una estructura más sencilla y el que pueda orientar nuevamente varias piezas de trabajo al mismo tiempo.
La solución de este problema queda definida por las características de la reivindicación de patente 1). Conforme a la presente... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de centraje (1) para piezas de trabajo planas (H1, H2), especialmente para pletinas hechas de chapa, las cuales han de ser mecanizadas sobre una prensa (G), comprendiendo este dispositivo
caracterizado por un mecanismo de rotación (45, 46, 50, 61) que mecánicamente se encuentra acoplado de tal manera a la primera mesa (100.1) y a la segunda mesa (100.2) que la primera mesa (100.1) y la segunda mesa (100.2) puedan ser giradas conjuntamente alrededor de un tercer eje vertical (50).
2. Dispositivo de centraje conforme a la reivindicación 1) y caracterizado por un sistema de control que puede efectuar la conmutación entre un primer modo de funcionamiento y un segundo modo de funcionamiento; en este caso, en el primer modo de funcionamiento es así que la orientación ó alineación de unas grandes piezas de trabajo, que están alojadas en las dos mesas (100.1, 100.2), es llevada a efecto mediante un giro de ambas mesas (100.1, 100.2) alrededor del tercer eje (50), mientras que, en el segundo modo de funcionamiento, resulta que dos piezas de trabajo más pequeñas, cada una de las cuales está alojada en una de las mesas (100.1, 100.2), son alineadas de forma simultánea por el hecho de que los posicionamientos angulares entre sí independientes de las dos piezas de trabajo son efectuados mediante el giro de las mesas (100.1, 100.2) alrededor del primer eje (90) y del segundo eje (90), respectivamente.
3. Dispositivo de centraje conforme a las reivindicaciones 1) ó 2) y caracterizado porque el mecanismo de rotación queda constituido por un tercer soporte (60) que de forma giratoria alrededor de un tercer eje vertical (50) se encuentra alojado en un bastidor de máquina (20, 40) y en el mismo están alojadas tanto la primera mesa (100.1) como la segunda mesa (100.2).
4. Dispositivo de centraje conforme a una de las reivindicaciones 1) hasta 3) y caracterizado porque la primera mesa (100.1) y la segunda mesa (100.2) comprenden un dispositivo (62, 64, 65, 81) para el desplazamiento lineal de las piezas de trabajo en el sentido transversal a la dirección de aportación.
5. Dispositivo de centraje conforme a la reivindicación 4) y caracterizado porque la primera mesa (100.1) y la segunda mesa (100.2) se encuentran alojadas en el mecanismo de rotación (45, 46, 50, 61) de una manera desplazable en la dirección transversal.
6. Dispositivo de centraje conforme a una de las reivindicaciones 1) hasta 5) y caracterizado porque la primera mesa (100.1) y la segunda mesa (100.2) comprenden un dispositivo (102, 103, 120, 121) para el desplazamiento lineal de las piezas de trabajo en una dirección de aportación.
7. Dispositivo de centraje conforme a la reivindicación 6) y caracterizado porque el dispositivo para el desplazamiento lineal de las piezas de trabajo en la dirección de aportación está constituido por unas cintas magnéticas (120).
8. Dispositivo de centraje conforme a una de las reivindicaciones 1) hasta 7) y caracterizado porque las dos mesas (100.1, 100.2) comprenden, en unos tramos situados de forma opuesta entre sí, unos respectivos elementos portantes que están dispuestos por un lado y esto de tal manera que los mismos puedan engranar entre, sí dentro de una zona situada entre las dos mesas (100.1, 100.2) para de este modo constituir una superficie de soporte entre las mesas (100.1, 100.2).
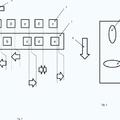
9. Dispositivo de centraje conforme a una de las reivindicaciones 1) hasta 8) y caracterizado por un dispositivo de detección (200) para detectar la posición y la orientación de la pieza de trabajo que es aportada.
10. Dispositivo de centraje conforme a la reivindicación 9) y caracterizado porque el dispositivo de detección está constituido por un escáner de líneas (200) que -dentro del camino de la aportación de las piezas de trabajo- está dispuesto por delante de la primera mesa (100.1) y de la segunda mesa (100.2) y, en el sentido transversal, el mismo se extiende sobre la vía de aportación para las piezas de trabajo.
11. Dispositivo de centraje conforme a la reivindicación 10) y caracterizado por un sistema de control que está concebido y programado de tal manera que el mismo pueda determinar las correcciones en el posicionamiento y en el ángulo en base al perfil de claridad/oscuridad de una pieza de trabajo, el cual es detectado por el escáner de líneas (200), correcciones éstas que han de ser efectuadas por medio de las mesas giratorias (100.1, 100.2).
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato de transferencia para un final de línea de una plegadora-encoladora, del 3 de Julio de 2019, de VEGA S.r.l: Aparato de transferencia para un final de línea de una plegadora-encoladora para cajas de cartón, que comprende un lecho de transferencia […]
Transportador de recipientes para máquina, del 15 de Mayo de 2019, de Makro Labelling S.r.l: Un transportador que puede utilizarse desde o hacia una máquina para recipientes , que comprende: al menos un módulo base que tiene […]
Conjunto de rodillos multidireccionales, del 25 de Marzo de 2019, de LAITRAM L.L.C.: Un sistema (400, 500, 500', 900, 1200, 1300, 1400) transportador que comprende: una formación de conjuntos de rodillos multidireccionales […]
 Máquina transportadora para contenedores, del 13 de Febrero de 2019, de Makro Labelling S.r.l: Una máquina transportadora para contenedores , que comprende:
al menos un módulo base que tiene una longitud predeterminada a lo largo de una dirección […]
Máquina transportadora para contenedores, del 13 de Febrero de 2019, de Makro Labelling S.r.l: Una máquina transportadora para contenedores , que comprende:
al menos un módulo base que tiene una longitud predeterminada a lo largo de una dirección […]
Manipulador de piezas, del 18 de Enero de 2019, de DÜOTECHNICK MANUTENCION S.A: Manipulador de piezas que comprende: - un girador motorizado que comprende dos punteros paralelos y verticales accionados por un motor […]
Peine de transferencia y sistema de transferencia entre dos transportadores de cinta, del 5 de Octubre de 2018, de AFHER EUROBELT, S.A.: Peine de transferencia y sistema de transferencia entre dos transportadores de cinta. Un peine (100, 100') y un sistema de transferencia entre dos transportadores de […]
 Dispositivo y procedimiento de posicionamiento de productos, del 27 de Septiembre de 2018, de C.E.R.M.E.X. CONSTRUCTIONS ETUDES ET RECHERCHES DE MATERIELS POUR L'EMBALLAGE D'EXPEDITION: Dispositivo de posicionamiento para posicionar unos productos simultáneamente a su transporte, sobre un transportador unos detrás de otros en un […]
Dispositivo y procedimiento de posicionamiento de productos, del 27 de Septiembre de 2018, de C.E.R.M.E.X. CONSTRUCTIONS ETUDES ET RECHERCHES DE MATERIELS POUR L'EMBALLAGE D'EXPEDITION: Dispositivo de posicionamiento para posicionar unos productos simultáneamente a su transporte, sobre un transportador unos detrás de otros en un […]