CIP-2021 : D07B 5/12 : de débil torsión o de débil tensión por procedimientos que implican tratamientos de fijación o de enderezamiento.
CIP-2021 › D › D07 › D07B › D07B 5/00 › D07B 5/12[1] › de débil torsión o de débil tensión por procedimientos que implican tratamientos de fijación o de enderezamiento.
Notas[g] desde D07B 3/00 hasta D07B 9/00: Fabricación de cuerdas o de cables
D TEXTILES; PAPEL.
D07 CUERDAS; CABLES DISTINTOS DE LOS CABLES ELECTRICOS.
D07B CUERDAS O CABLES EN GENERAL (unión de cuerdas o cables conjuntamente o con objetos B65H 69/00, F16G 11/00; parte mecánica del acabado o el apresto de cuerdas D02J; cuerdas o cables decorativos D04D; cables de suspensión para puentes E01D 19/16; especialmente adaptados para arrastrar o ser arrastrados por poleas u otros elementos de transmisión F16G 9/00; cables eléctricos o racores en la medida en que el aspecto eléctrico es esencial H01B, H01R).
D07B 5/00 Fabricación de cuerdas o cables con materiales especiales o de forma particular.
D07B 5/12 · de débil torsión o de débil tensión por procedimientos que implican tratamientos de fijación o de enderezamiento.
CIP2021: Invenciones publicadas en esta sección.
Cable de acero con torsiones residuales reducidas.
(20/03/2019) Un cable de acero adaptado para reforzar una tela de refuerzo o de cintura en un neumático de caucho dicho cable de acero que comprende un grupo del núcleo y un grupo de la funda,
dicho grup o del núcleo consiste en dos a cuatro filamentos de acero con un primer diámetro dc, dicho grupo de la funda consiste en uno a seis filamentos de acero con un segundo diámetro ds, la relación dc/ds de dicho primer diámetro dc a dicho segundo diámetro ds que varía de 1,10 a 1,70, dichos filamentos de núcleo de acero se desenroscan o tienen una etapa de retorcido de más de 300 mm, dicho grupo de la funda y dicho grupo del núcleo se retuercen entre sí con una…
Artículo conformado sin fin.
(26/07/2017). Solicitante/s: DSM IP ASSETS B.V.. Inventor/es: DIRKS,CHRISTIAAN,HENRI,PETER, MARISSEN,ROELOF, KERSJES,JOHANNA,GERTRUDA, WIENKE,DIETRICH, BOSMAN,RIGOBERT, HOMMINGA,JOZEF SIEGFRIED JOHANNES.
Un método para fabricar un artículo conformado sin fin, que comprende los pasos de
a) proporcionar una tira de material,
b) retorcer un primer tramo de la tira por un múltiplo impar de 180 grados alrededor de su eje longitudinal,
c) formar un bucle cerrado con dicha primera longitud retorcida uniendo dicha longitud con más tira, y
d) superponer la tira al bucle cerrado para proporcionar una pluralidad de circunvoluciones retorcidas de dicha cinta.
PDF original: ES-2639758_T3.pdf
PROCEDIMIENTO Y DISPOSITIVO DE CABLEADO PARA LA FABRICACION DE UN CABLE O ELEMENTO DE CABLE.
(16/09/2003). Solicitante/s: DRAHTSEILEREI GUSTAV KOCKS GMBH. Inventor/es: SCHEUNEMANN, WOLFGANG, DR.
Procedimiento para la fabricación de un cable de elementos individuales, especialmente cordones , que están constituidos por una combinación de fibras sintéticas de soporte y de un material termoplástico que rodea al menos parcialmente las fibras sintéticas de soporte, en el que están incrustadas las fibras sintéticas de soporte, donde los elementos individuales son calentados antes o durante el cableado al menos hasta la proximidad del estado de plastificación, caracterizado porque los elementos individuales son refrigerados a continuación hasta que abandonan la máquina de cablear a una temperatura de solidificación del plástico.
CORDON DE ACERO ADAPTADO PARA REFORZAR UN ELASTOMERO.
(16/11/2000). Solicitante/s: N.V. BEKAERT S.A.. Inventor/es: MEERSSCHAUT, DIRK, D\'HAENE, URBAIN, EGGERMONT, MARC.
UN CORDON DE ACERO ADAPTADO PARA EL REFUERZO DE UN ELASTOMERO COMPRENDE UNOS FILAMENTOS DE ACERO DE UNA ESTRUCTURA PERLITICA. EL CORDON DE ACERO TIENE UN ALARGAMIENTO PLASTICO Y ELASTICO EN LA FLEXION AXIAL POR COMPRESION DE X % Y UNA CAPACIDAD DE ALARGAMIENTO PLASTICO Y ELASTICO EN EL ELASTOMERO VULCANIZADO DE Y %, SIGUIENDO LOS VALORES X E Y LA ECUACION SIGUIENTE: QUE SIGNIFICA QUE EL ALARGAMIENTO TOTAL EN LA FLEXION AXIAL POR COMPRESION NO SE REDUCE CONSIDERABLEMENTE DESPUES DE INCRUSTAR EL CORDON DE ACERO EN EL ELASTOMERO. EL CORDON DE ACERO TIENE UNA CAPACIDAD DE ALARGAMIENTO QUE ES EN GRAN MEDIDA INDEPENDIENTE DE LA ESTRUCTURA DEL CORDON DE ACERO.
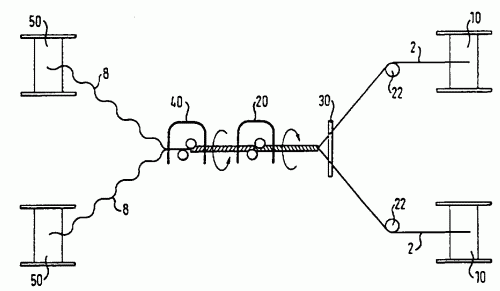
FILAMENTO DE ALAMBRE, EN ESPECIAL PARA EL REFUERZO DE ARTICULOS DE CAUCHO O DE PLASTICO, PROCEDIMIENTO PARA LA FABRICACION DEL MISMO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/07/2000). Ver ilustración. Solicitante/s: DRAHTCORD SAAR GMBH & CO.KG. Inventor/es: DOUJAK, SIEGFRIED.
LA INVENCION SE REFIERE A UN FILAMENTO DE ALAMBRE PARA REFORZAR ARTICULOS DE CAUCHO O DE PLASTICO, EN PARTICULAR NEUMATICOS, QUE PRESENTA FORMA DE ESPIRAL Y NO PRESENTA TENSIONES DE TORSION RESIDUAL ELASTICAS. EL FILAMENTO DE ALAMBRE DE LA INVENCION SE FABRICA RETORCIENDO FILAMENTOS DE ALAMBRE RECTOS ESTIRADOS EN LA REGION DE DEFORMACION PLASTICA SEGUIDO DE UNA INVERSION DEL GIRO, EN DONDE AL MENOS DOS FILAMENTOS SE UNEN Y SE FIJAN ANTES DE LA INVERSION DE GIRO. PREFERENTEMENTE AL MENOS DOS FILAMENTOS SE UNEN MEDIANTE UNA PLACA PERFORADA , SE RETUERCEN ENTRE SI EN UNA TORSION FALSA , SE DEFORMAN PLASTICAMENTE Y A CONTINUACION SE INVIERTE EL GIRO CON OTRA TORSION FALSA.
METODO DE TRATAMIENTO PARA LA OBTENCION DE UN CABLE METALICO RESISTENTE A LA FATIGA.
(16/09/1983). Solicitante/s: N.V. BEKAERT S.A..
METODO DE TRATAMIENTO PARA LA OBTENCION DE UN CABLE METALICO RESISTENTE A LA FATIGA. SE SOMETE A CADA UNO DE LOS ELEMENTOS DEL CABLE A DOBLAMIENTO Y DESDOBLAMIENTO EN PLANOS DIFERENTES, COMPRENDIENDO EL DOBLAMIENTO BAJO FUERZAS DE TENSION SIMULTANEAS DEL MODO QUE LA SECCION TRANSVERSAL DE UN NUMERO DE ALAMBRES MUESTRE CONSECUTIVAMENTE EN DIRECCION AL CENTRO DE CURVATURA UNA ZONA DE ALARGAMIENTO PLASTICO, OTRA DE ALARGAMIENTO Y UNA ALTURA DE COMPRESION; ULTERIORMENTE SE ELIMINA LA FUERZA DOBLADORA QUE SE APLICA. LOS SEGMENTOS SON TRATADOS DE MANERA CONTINUA PASANDOLOS A TRAVES DE UNA TRAYECTORIA DE GUIA INCURVADA QUE PRODUCE LAS OPERACIONES DE DOBLAMIENTO-DESDOBLAMIENTO.
{kind=link}