Sistema de conformación de laminación tridimensional, procedimiento de conformación de laminación tridimensional, dispositivo de control de conformación de laminación y procedimiento de control y programa de control para los mismos.
Un aparato de control de laminación y fabricación (320) que comprende:
un adquirente de datos (421, 422) que adquiere datos de un objeto laminado y fabricado como objetivo de laminación y fabricación; y
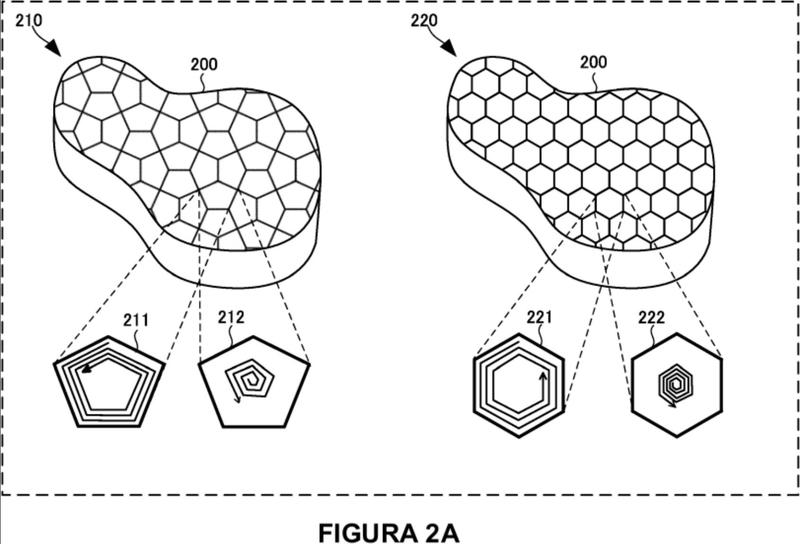
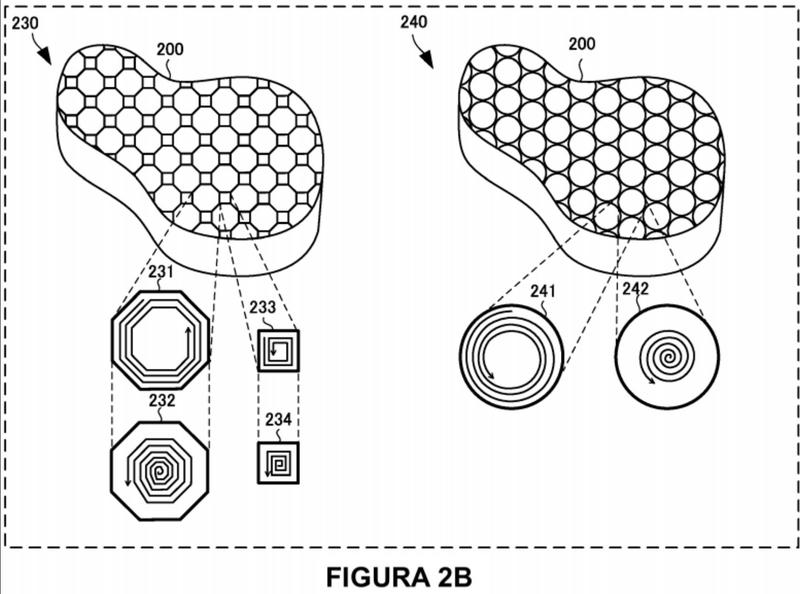
un controlador de escaneo (423-426) que controla una unidad de estratificación y fabricación (310A, 310B) que incluye al menos un irradiador (311-314) configurado para irradiar un material de estratificación y fabricar cada capa del objeto laminado y fabricado como un agregado de regiones celulares (211-212, 221-222, 231- 234, 241-242),
caracterizado porque
dicho controlador de escaneo (423-426) controla la unidad de laminación y fabricación (310A, 310B) en base a los datos del objeto laminado y fabricado de manera que dicho irradiador (311-314) irradia el material de laminación en cada una de las regiones celulares (211-212, 221-222, 231-234, 241-242) mediante la realización de un escaneo en espiral a lo largo de los lados de una región de escaneo que se usa para irradiar las regiones celulares (211-212, 221-222, 231-234, 241-242) por el irradiador y tiene una forma que incluye al menos cinco vértices con un ángulo interior de no menos de 90°.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2016/066058.
Solicitante: Technology Research Association for Future Additive Manufacturing.
Inventor/es: MIDORIKAWA,TETSUSHI, AMAYA KOICHI, KAWAJI MASAAKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/105 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
- B29C64/153 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 64/00 Fabricación aditiva, p. ej. fabricación de objetos tridimensionales [3D] por deposición aditiva, aglomeración aditiva o estratificación aditiva, p. ej. impresión 3D, estereolitografía o sinterización láser selectiva. › usando capas de polvos que son unidas de forma selectiva, p. ej. por sinterización láser selectiva o por fusión.
- B29C64/264 B29C 64/00 […] › Disposiciones para irradiar.
- B29C64/277 B29C 64/00 […] › usando múltiples fuentes de radiación, p. ej. micro-espejos o diodos de emisión de luz [LED].
- B33Y30/00 B […] › B33 TECNOLOGIA DE FABRICACION ADITIVA. › B33Y FABRICACION ADITIVA, ES DECIR, FABRICACION DE OBJETOS TRIDIMENSIONALES [3D] POR DEPOSICION ADITIVA, AGLOMERACION ADITIVA O ESTRATIFICACION ADITIVA, p. ej. POR IMPRESION 3D, ESTEREOLITOGRAFIA O SINTERIZADO SELECTIVO POR LASER. › Aparatos para fabricación aditiva; Partes constitutivas o accesorios para los mismos.
- B33Y50/02 B33Y […] › B33Y 50/00 Adquisión o procesamiento de datos para fabricación aditiva. › para el control o la regulación de los procesos de fabricación aditiva.
PDF original: ES-2819850_T3.pdf
Reivindicaciones:
1. Un aparato de control de laminación y fabricación (320) que comprende:
un adquirente de datos (421, 422) que adquiere datos de un objeto laminado y fabricado como objetivo de laminación y fabricación; y
un controlador de escaneo (423-426) que controla una unidad de estratificación y fabricación (310A, 310B) que incluye al menos un irradiador (311-314) configurado para irradiar un material de estratificación y fabricar cada capa del objeto laminado y fabricado como un agregado de regiones celulares (211-212, 221-222, 231 234, 241-242) ,
caracterizado porque
dicho controlador de escaneo (423-426) controla la unidad de laminación y fabricación (310A, 310B) en base a los datos del objeto laminado y fabricado de manera que dicho irradiador (311-314) irradia el material de laminación en cada una de las regiones celulares (211-212, 221-222, 231-234, 241-242) mediante la realización de un escaneo en espiral a lo largo de los lados de una región de escaneo que se usa para irradiar las regiones celulares (211-212, 221-222, 231-234, 241-242) por el irradiador y tiene una forma que incluye al menos cinco vértices con un ángulo interior de no menos de 90°.
2. El aparato de acuerdo con la reivindicación 1, caracterizado porque una forma de la región de escaneo coincide con la forma de cada una de las regiones celulares (211-212, 221-222, 231-234, 241-242) .
3. El aparato de acuerdo con la reivindicación 1, caracterizado porque una forma de la región de escaneo incluye una forma de cada una de las regiones celulares (1112, 1122, 1132, 1142, 1152, 1162) , y
dicho controlador de escaneo (423-426) controla dicha unidad de laminación y fabricación (310A, 310B) para realizar la irradiación cuando una posición del escaneo en espiral se encuentra dentro de cada una de las regiones celulares (1112, 1122, 1132, 1142, 1152, 1162) y prohibir la irradiación cuando la posición del escaneo en espiral se encuentra fuera de cada una de las regiones celulares (1112, 1122, 1132, 1142, 1152, 1162) . 4. El aparato de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque una forma de la región de escaneo incluye un círculo (241-242, 1163-1164) .
5. El aparato de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque una forma de la región de escaneo se selecciona de una combinación de formas (231-234) que incluyen diferentes números de vértices.
6. El aparato de acuerdo con una cualquiera de las reivindicaciones 1 a 5, caracterizado porque dicha unidad de laminación y fabricación (310B) incluye una pluralidad de irradiadores (321-322, 313-314) para fabricar una pluralidad de regiones celulares en paralelo, y
dicho controlador de escaneo (423-426) controla dicha pluralidad de irradiadores.
7. El aparato de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado porque dicho controlador de escaneo (423-426) selecciona formas de la región de escaneo y la región celular y un punto de inicio del escaneo en espiral, en base a las condiciones de laminación y fabricación que incluyen una condición del material usado para la laminación y fabricación y una condición de fabricación.
8. El aparato de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizado porque dicho controlador de escaneo (423-426) controla la energía de irradiación de dicho irradiador (311-314) de acuerdo con una velocidad de escaneo y una posición de escaneo.
9. Un procedimiento de control de laminación y fabricación, que comprende:
adquirir (S1001) datos de un objeto laminado y fabricado como un objetivo de laminación y fabricación; y controlar (S1003, S1019-S1021) una unidad de laminación y fabricación (310A, 310B) que incluye al menos un irradiador (311-314) configurado para irradiar un material de laminación y fabrica cada capa del objeto laminado y fabricado como un agregado de regiones celulares (211-212, 221-222, 231-234, 241-242) , en base a los datos del objeto laminado y fabricado,
caracterizado por
controlar (S1003, S1011-S1017) la unidad de laminación y fabricación (310A, 310B) de manera que el irradiador (311-314) irradia el material de laminación en cada una de las regiones celulares mediante la realización de un escaneo en espiral a lo largo de los lados de una región de escaneo que se usa para irradiar las regiones celulares (211-212, 221-222, 231-234, 241-242) por el irradiador (311-314) y tiene una forma que incluye al menos cinco vértices con un ángulo interior de no menos de 90°.
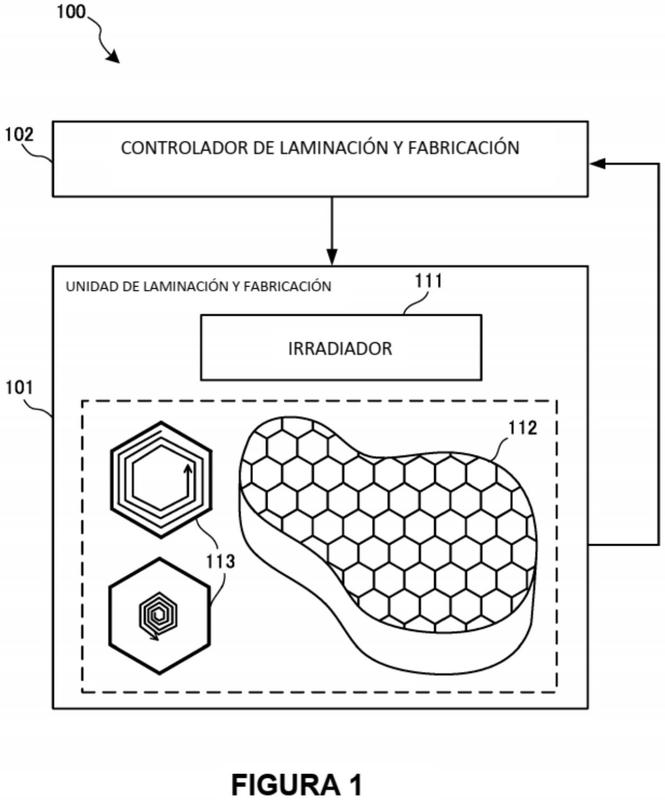
10. Un sistema de laminación y fabricación tridimensional (100, 300, 300A, 300B) que comprende:
una unidad de laminación y fabricación (101, 310A, 310B) que incluye al menos un irradiador (111, 311-314) configurado para irradiar un material de laminación y fabrica, como un agregado de regiones celulares (211 212, 221-222, 231-234, 241-242) , cada capa de un objeto laminado y fabricado hecho del material de laminación; y
un aparato de control de laminación y fabricación (102, 320) de acuerdo con la reivindicación 1.
11. Un procedimiento de laminación y fabricación tridimensional, que comprende:
fabricar, como un agregado de regiones celulares (211-212, 221-222, 231-234, 241-242) , cada capa de un objeto laminado y fabricado hecho de un material de laminación, mediante el uso de una unidad de laminación y fabricación (101, 310A, 310B) que incluye al menos un irradiador (111, 311-314) configurado para irradiar el material de laminación; y
controlar (S1003, S1019-S1021) la unidad de laminación y fabricación (101, 310A, 310B) de acuerdo con el procedimiento de acuerdo con la reivindicación 9.
12. Un programa informático para un aparato de control de laminación y fabricación (320) que comprende instrucciones que, cuando el programa es ejecutado por un aparato de control de acuerdo con la reivindicación 1, hace que lleve a cabo el procedimiento de acuerdo con la reivindicación 9.
Patentes similares o relacionadas:
Aparato de conformación tridimensional, del 29 de Julio de 2020, de MATSUURA MACHINERY CORPORATION: Un aparato de conformación tridimensional comprendiendo una plataforma de conformación que es subida y bajada dentro de un depósito de conformación […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Procedimiento para la producción de componentes metálicos por medio de fabricación generativa, del 15 de Julio de 2020, de MESSER GROUP GMBH: Procedimiento para la producción de componentes metálicos por medio de fabricación generativa, en el que se genera una capa de polvo metálico en una cámara de granallado […]
Aparato y métodos de manufacturación de aditivos, del 15 de Julio de 2020, de RENISHAW PLC: Un método de fabricación de una pieza de trabajo en un proceso de manufacturación de aditivos en los que la pieza de trabajo es construida mediante la […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CILINDRO DE CORTE O GOFRADO POR MEDIO DE SOLDADURA LÁSER CON APORTE, del 7 de Octubre de 2011, de WINKLER + DUNNEBIER AKTIENGESELLSCHAFT: Procedimiento para la fabricación de un cilindro de corte o de gofrado con una cuchilla de corte o saliente de gofrado sobresaliente de la superficie […]