Útil de conformación y procedimiento para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero.
Útil de conformación (1, 1') para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero,
con una matriz (3), un macho (5) que puede introducirse en una depresión (4) de la matriz (3) para conformar la pieza de trabajo, así como un dispositivo refrigerador (8), caracterizado por que la matriz (3) está formada por una primera pieza de matriz (3.1) y por lo menos una segunda pieza de matriz (3.2) que es móvil en relación a la primera pieza de matriz, mientras que el macho (5) está formado por una primera pieza de macho (5.1) y por lo menos una segunda pieza de macho (5.2) que es móvil en relación a la primera pieza de macho, en donde dicha por lo menos una segunda pieza de matriz móvil (3.2) y la por lo menos una segunda pieza de macho móvil (5.2) colaboran con un dispositivo de apertura (17, 18; 23), el cual hace que la por lo menos una segunda pieza de matriz (3.2) y la por lo menos una segunda pieza de macho (5.2) hagan contacto con la pieza de trabajo durante un tiempo de cierre más corto que la primera pieza de matriz (3.1) y la primera pieza de macho (5.1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/061399.
Solicitante: Gestamp Umformtechnik GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Gotenstrasse 91 33647 Bielefeld ALEMANIA.
Inventor/es: LÖSCH,SIEGFRIED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotado de piezas con matrices móviles unas en relación con las otras.
- B21D22/22 B21D 22/00 […] › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D37/08 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Matrices dotadas de partes distintas para las diferentes fases de una operación.
- B21D37/16 B21D 37/00 […] › Calentado o enfriamiento.
- C21D1/673 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › para el temple en concha.
PDF original: ES-2495997_T3.pdf
Fragmento de la descripción:
Útil de conformación y procedimiento para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero La invención se refiere a un útil de conformación para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, con una matriz, un macho que puede ser introducido en una depresión de la matriz para conformar la pieza de trabajo, así como un dispositivo de refrigeración. En particular, la presente invención se refiere a un procedimiento para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, en el que la pieza de trabajo se calienta antes de la conformación y a continuación se conforma en caliente en un útil de conformación que presenta una matriz y un macho que se puede introducir en una depresión de la matriz, presentando el útil de conformación un dispositivo de refrigeración.
La conformación en caliente de chapas de acero de alta y máxima dureza para la fabricación de componentes de construcción templados en prensa se ha establecido durante los últimos años en la construcción de vehículos. En este contexto, entre otras cosas se han desarrollado también numerosos conceptos para la fabricación de componentes de construcción parcialmente templados con diferentes estructuras. Un concepto conocido por el documento DE 10 2006 019 395 A1 es el calentamiento de una chapa hecha de un acero apropiado a una temperatura superior a la temperatura de austenitización y la conformación inmediata de la misma en un útil de conformación en caliente, que en por lo menos una región está equipado con un dispositivo calentador para el ajuste local de una estructura más blanda. Sin embargo, este concepto conocido tiene la desventaja de que se tiene que proveer por lo menos un dispositivo calentador, lo que genera importantes costes operativos. Además, la carga térmica permanente en la correspondiente superficie activa del útil de conformación tiene un efecto negativo sobre su duración (tiempo de vida) .
El objetivo de la presente invención consiste en proveer un procedimiento y un útil de conformación, respectivamente, para la conformación en caliente y el temple parcial en prensa de chapas de acero, que desde el punto de vista de la técnica de fabricación permita de una manera simple producir en el componente de construcción metálico a ser fabricado zonas mutuamente adyacentes de diferente estructura y por lo tanto con diferentes propiedades de material.
De acuerdo con la invención, dicho objetivo se logra a través de un útil de conformación con las características de la reivindicación 1 y, respectivamente, a través del procedimiento con las características de la reivindicación 9.
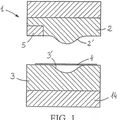
El procedimiento de acuerdo con la presente invención, en el que la pieza de trabajo se calienta antes de la conformación y a continuación se conforma en caliente en un útil de conformación, presentando el útil de conformación un dispositivo de refrigeración, está caracterizado esencialmente por que en el estado cerrado del útil de conformación el contacto entre la pieza de trabajo y las superficies de contacto de la matriz y del macho se interrumpe por regiones debido a un movimiento de separación de una parte móvil de la matriz y una parte móvil del macho desde una posición abierta a una posición cerrada.
De manera correspondiente, el útil de conformación de acuerdo con la presente invención comprende una matriz, un macho que se puede introducir en una depresión de la matriz, así como un dispositivo de refrigeración. De acuerdo con la invención, la matriz está formada por una primera pieza de matriz y por lo menos una segunda pieza de matriz que es móvil en relación a la primera pieza de matriz, mientras que el macho está formado por una primera pieza de macho y por lo menos una segunda pieza de macho móvil en relación a la primera pieza de macho, en donde dicha por lo menos una segunda pieza de matriz móvil y dicha por lo menos una segunda pieza de macho móvil colaboran con un dispositivo de apertura que hace que la por lo menos una segunda pieza de matriz y la por lo menos una segunda pieza de macho estén en contacto con la pieza de trabajo durante un menor tiempo de cierre que la primera pieza de matriz y la primera pieza de macho.
El procedimiento de acuerdo con la invención y el útil de conformación de acuerdo con la invención permiten por lo tanto, de una manera simple desde el punto de vista de la técnica de fabricación, producir en el componente de construcción metálico a ser fabricado zonas mutuamente adyacentes con diferentes estructuras y con valores característicos de material correspondientemente diferentes, tales como la resistencia y la capacidad de dilatación.
Una forma de realización ventajosa de la presente invención consiste en que las piezas de matriz están unidas de forma móvil con un portamatriz y las piezas de macho están unidas de forma móvil con un portamacho, en donde el portamatriz y el portamacho están provistos respectivamente con un portapunzón, y en donde los portapunzones en el estado cerrado de la primera pieza de matriz y de la primera pieza de macho, a través de una aproximación adicional del portamatriz y del portamacho, producen un movimiento de separación de la por lo menos una segunda pieza de matriz y de la por lo menos una segunda pieza de macho. Esta forma de realización, en comparación con los útiles de conformación convencionales, se puede usar para la conformación en caliente y el temple parcial en prensa de chapas de acero sin generar un consumo de energía adicional significativo. En particular, esta forma de realización no requiere ningunos medios de accionamiento costosos adicionales para la separación de las partes del útil que sirven para la producción de por lo menos una zona con una estructura relativamente blanda en la pieza de
construcción. Más bien se puede usar para ello el portapunzón que de todas maneras está presente y que sirve para cerrar el útil de conformación, es decir, para mover el macho. Cuando retroceden los portapunzones del portamatriz y del portamacho, antes de abrirse la matriz y el macho, la por lo menos una segunda pieza de matriz y la por lo menos una segunda pieza de macho vuelven a cerrarse, debido a lo cual la región de la pieza de trabajo (componente de construcción) en la que se interrumpió el contacto entre la pieza de trabajo y la superficie de acción del útil se reembute.
0009 Otra forma de realización ventajosa del útil de conformación de acuerdo con la presente invención se caracteriza por que la primera pieza de matriz está unida de forma rígida y la por lo menos una segunda pieza de matriz está unida de forma móvil con un portamatriz, mientras que la primera pieza de macho está unida de forma rígida y la por lo menos una segunda pieza de macho está unida de forma móvil con un portamacho, en donde el portamatriz y el portamacho están provistos respectivamente con un medio de accionamiento que produce un movimiento de avance y de retroceso, y en donde en el estado cerrado de la primera de matriz y de la primera pieza de macho, los medios de accionamiento producen un movimiento de separación de la por lo menos una segunda pieza de matriz y de la por lo menos una segunda pieza de macho. Esta variante del útil de conformación de acuerdo con la invención se puede usar de tal manera que es posible fabricar opcionalmente con o sin reembutir la pieza de trabajo, es decir, con o sin un nuevo cierre de la pieza de matriz que está unida de forma móvil con el portamatriz y de la pieza de macho que está unida de forma móvil con el portamacho. El momento en el que la pieza de matriz unida de forma móvil con el portamatriz y la pieza de macho unida en forma móvil con el portamacho se mueven para separarse, se puede ajustar de manera variable y dependiendo de la dilatación que se quiere producir en la pieza de trabajo en la región de contacto de dichas piezas del útil. Los medios de accionamiento para el movimiento de separación de la por lo menos una segunda pieza de matriz y de la por lo menos una segunda pieza de macho preferentemente están formados por cilindros de trabajo hidráulicos, neumáticos o hidroneumáticos.
Una forma de realización preferida adicional del útil de conformación de acuerdo con la presente invención prevé que la por lo menos una segunda pieza de matriz y/o la por lo menos una segunda pieza de macho, que en el estado cerrado del útil de conformación se mueven para separarse, presentan un dispositivo regulador de la temperatura, preferentemente un calentador. De esta manera no solo se puede asegurar de forma altamente confiable que en la pieza de trabajo se formen una o varias zonas... [Seguir leyendo]
Reivindicaciones:
1. Útil de conformación (1, 1') para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, con una matriz (3) , un macho (5) que puede introducirse en una depresión (4) de la matriz (3) para conformar la pieza de trabajo, así como un dispositivo refrigerador (8) , caracterizado por que la matriz (3) está formada por una primera pieza de matriz (3.1) y por lo menos una segunda pieza de matriz (3.2) que es móvil en relación a la primera pieza de matriz, mientras que el macho (5) está formado por una primera pieza de macho (5.1) y por lo menos una segunda pieza de macho (5.2) que es móvil en relación a la primera pieza de macho, en donde dicha por lo menos una segunda pieza de matriz móvil (3.2) y la por lo menos una segunda pieza de macho móvil (5.2) colaboran con un dispositivo de apertura (17, 18; 23) , el cual hace que la por lo menos una segunda pieza de matriz (3.2) y la por lo menos una segunda pieza de macho (5.2) hagan contacto con la pieza de trabajo durante un tiempo de cierre más corto que la primera pieza de matriz (3.1) y la primera pieza de macho (5.1) .
2. Útil de conformación de acuerdo con la reivindicación 1, caracterizado por que las piezas de matriz (3.1, 3.2) están conectadas de forma móvil con un portamatriz (6) y las piezas de macho (5.1, 5.2) están conectadas de forma móvil con un portamacho (7) , en donde el portamatriz (6) y el portamacho (7) a su vez están provistos respectivamente con un punzón (17, 18) , y en donde los punzones (17, 18) en el estado cerrado de la primera pieza de matriz (3.1) y de la primera pieza de macho (5.1) debido a una aproximación adicional del portamatriz (6) y del portamacho (7) causan un movimiento de separación de la por lo menos una segunda pieza de matriz (3.2) y de la por lo menos una segunda pieza de macho (5.2) .
3. Útil de conformación de acuerdo con la reivindicación 1, caracterizado por que la primera pieza de matriz (3.1) está conectada de forma rígida y la por lo menos una segunda pieza de matriz (3.2) está conectada de forma móvil con un portamatriz (6) , mientras que la primera pieza de macho (5.1) está conectada de forma rígida y la por lo menos una segunda pieza de macho (5.2) está conectada de forma móvil con un portamacho (7) , en donde el portamatriz (6) y el portamacho (7) están provistos respectivamente con un medio de accionamiento (23) que causa un movimiento de avance y un movimiento de retroceso, y en donde en el estado cerrado de la primera pieza de matriz (3.1) y la primera pieza de macho (5.1) los medios de accionamiento (23) causan un movimiento de separación de la por lo menos una segunda pieza de matriz (3.2) y de la por lo menos una segunda pieza de macho (5.2) .
4. Útil de conformación de acuerdo con la reivindicación 3, caracterizado por que los medios de accionamiento (23) están formados por cilindros de trabajo hidráulicos, neumáticos o hidroneumáticos.
5. Útil de conformación de acuerdo con cualquiera de las reivindicaciones 1 a 4, caracterizado por que la primera pieza de matriz (3.1) y/o la primera pieza de macho (5.1) presentan un dispositivo refrigerador (8) .
6. Útil de conformación de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado por que la por lo menos una segunda pieza de matriz (3.2) y/o la por lo menos una segunda pieza de macho (5.2) presentan un dispositivo de regulación de la temperatura ajustable (9, 9.1) .
7. Útil de conformación de acuerdo con la reivindicación 6, caracterizado por que el dispositivo de regulación de la temperatura (9, 9.1) es una calefacción.
8. Útil de conformación de acuerdo con cualquiera de las reivindicaciones 1 a 7, caracterizado por que la por lo menos una segunda pieza de matriz (3.2) y/o la por lo menos una segunda pieza de macho (5.2) están hechas de un material con escasa capacidad de conducción térmica o presentan un revestimiento superficial con escasa capacidad de conducción térmica.
9. Procedimiento para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, en el que la pieza de trabajo se calienta antes de la conformación y a continuación se conforma en caliente en un útil de conformación que presenta una matriz (3) y un macho (5) , en donde el útil de conformación presenta un dispositivo refrigerador (8) , en particular mediante el uso de un útil de conformación (1, 1') de acuerdo con cualquiera de las reivindicaciones 1 a 7, caracterizado por que en el estado cerrado del útil de conformación (1, 1') el contacto entre la pieza de trabajo (2) y las superficies de contacto de la matriz (3) y del macho (5) del útil de conformación se interrumpe por regiones mediante un movimiento de separación de una pieza de matriz móvil (3.2) y una pieza de macho móvil (5.2) desde una posición cerrada a una posición abierta.
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado por que antes de la apertura del útil de conformación (1, 1') la región (2.2) de la pieza de trabajo (2) , en la que se ha interrumpido por regiones el contacto entre la pieza de trabajo y las superficies de contacto del útil de conformación, se reembute mediante el movimiento de retorno de la pieza de matriz móvil (3.2) y de la pieza de macho (5.2) desde la posición abierta a la posición cerrada.
11. Procedimiento de acuerdo con la reivindicación 9, caracterizado por que el útil de conformación (1') , después del temple parcial en prensa de la pieza de trabajo conformada (2) , se abre sin reembutir la región (2.2) de la pieza
de trabajo (2) en la que se interrumpió por regiones el contacto entre la pieza de trabajo (2) y las superficies de contacto (3.21, 5.21) del útil de conformación (1) .
12. Procedimiento de acuerdo con la reivindicación 9 o 10, caracterizado por que el contacto entre la pieza de trabajo (2) y las superficies de contacto de la matriz (3) y del macho (5) del útil de conformación se interrumpe de forma sincronizada por regiones debido a un repetido movimiento de separación de la pieza de matriz móvil (3.2) y de la pieza de macho móvil (5.2) desde la posición cerrada a la posición abierta y el subsiguiente movimiento de retorno de la pieza de matriz móvil (3.2) y de la pieza de macho móvil (5.2) desde la posición abierta a la posición cerrada.
13. Procedimiento de acuerdo con la reivindicación 12, caracterizado por que la interrupción sincronizada del contacto se ajusta de tal manera que la suma de los tiempos de contacto es menor que la suma de los tiempos de interrupción del contacto.
14. Procedimiento de acuerdo con la reivindicación 12, caracterizado por que la interrupción sincronizada del contacto se ajusta de tal manera que la suma de los tiempos de contacto es igual a, o mayor que, la suma de los tiempos de interrupción del contacto.
15. Procedimiento de acuerdo con cualquiera de las reivindicaciones 9 a 14, caracterizado por que la región (2.2)
de la pieza de trabajo (2) , en la que se interrumpe por regiones el contacto entre la pieza de trabajo (2) y las superficies de contacto (3.21, 5.21) del útil de conformación (1, 1') , se calienta previamente durante la conformación.
16. Procedimiento de acuerdo con cualquiera de las reivindicaciones 9 a 15, caracterizado por que durante la conformación, sobre una región marginal de la pieza de trabajo (2) se ejerce una fuerza de sujeción regulada 25 dependiendo de la velocidad de conformación.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco, del 29 de Abril de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1, 1', 1") y una matriz de embutir (2, 2', 2"), en donde en una […]
Procedimiento y dispositivo para fabricar piezas de embutición embridadas con recorte simultáneo, del 29 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de piezas de embutición embridadas a partir de una platina de metal plana y/o preformada mediante el uso de un punzón de embutición […]
Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia, del 11 de Mayo de 2016, de AWEBA Werkzeugbau GmbH: Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia en una fabricación industrial caracterizado por una gran variedad de artículos […]
 Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
 UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS, del 3 de Noviembre de 2010, de AUDI AG: Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, […]
UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS, del 3 de Noviembre de 2010, de AUDI AG: Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, […]
 UTIL PARA CONFORMAR UNA CHAPA METALICA, del 16 de Septiembre de 2008, de MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.: Útil para conformar una chapa metálica en caliente que comprende al menos un conformador superior y un conformador inferior entre los que […]
UTIL PARA CONFORMAR UNA CHAPA METALICA, del 16 de Septiembre de 2008, de MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.: Útil para conformar una chapa metálica en caliente que comprende al menos un conformador superior y un conformador inferior entre los que […]
MATRIZ CONFORMADORA DE ANGULO NEGATIVO., del 1 de Julio de 2006, de UMIX CO., LTD.: Una matriz conformadora de ángulo negativo que comprende: una mitad inferior de la matriz con una porción de apoyo para colocar una pieza a trabajar (W) de chapa […]
 METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]
METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]