Procedimiento para producir una estructura plana en una realización de estructura ligera de tipo sándwich.
Procedimiento para producir una estructura plana (1) estable en cuanto a la forma,
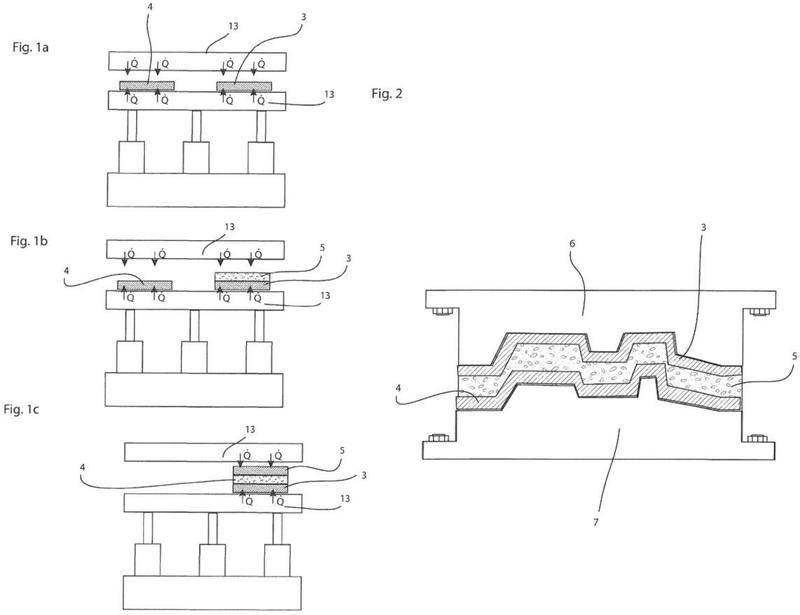
en una realización de estructura ligera de tipo sándwich con al menos dos capas de cubierta (3, 4) y un núcleo (5) que está dispuesto entre dos de las capas de cubierta (3, 4), el cual comprende las siguientes etapas:
a) utilización de los materiales polipropileno expandido (EPP), poliestireno expandido (EPS) o polietileno expandido (EPE) como núcleo (5),
b) utilización de uno o de varios materiales termoplásticos como capa de cubierta (3, 4),
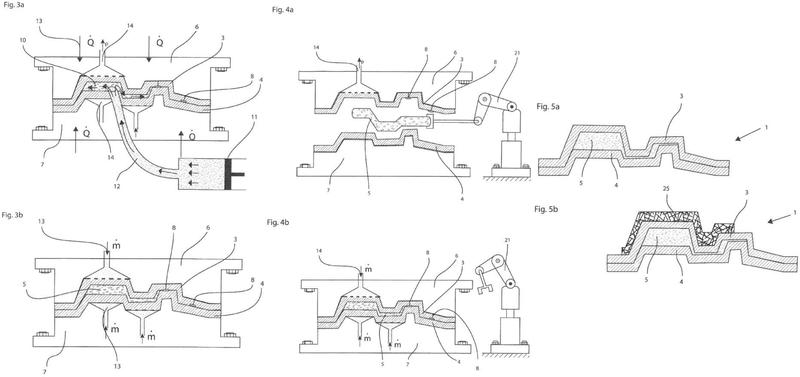
c) precalentamiento de las capas de cubierta (3, 4) hasta alcanzar el estado termoplástico,
d) utilización de las capas de cubierta (3, 4) calentadas en respectivamente una herramienta de moldeo (6 o 7), e) conformación de las capas de cubierta (3, 4) mediante las dos herramientas de moldeo (6, 7) e inyección del núcleo (5), de manera que en al menos una de las capas de cubierta (3, 4), mediante un dispositivo de vacío (14), se genera una presión negativa que actúa sobre el núcleo (5) entre las dos capas de cubierta (3, 4) contiguas, y de manera que mediante la presión negativa puede influenciarse la extensión y la distribución de las partes de volumen (12) que forman el núcleo (5),
f) calentamiento de las capas de cubierta (3, 4) y del núcleo (5) para soldar el núcleo (5) y las capas de cubierta (3, 4) con el núcleo (5),
g) refrigeración de la estructura plana (1) conformada en las herramientas de moldeo (6, 7) y
h) extracción de la estructura plana (1) desde las herramientas de moldeo (6, 7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E16159028.
Solicitante: Maucher Formenbau GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Allmannsweilerstrasse 76 88046 Friedrichshafen ALEMANIA.
Inventor/es: STRITTMATTER,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
PDF original: ES-2754658_T3.pdf
Fragmento de la descripción:
Procedimiento para producir una estructura plana en una realización de estructura ligera de tipo sándwich
La presente invención se refiere a un procedimiento para producir una estructura plana estable en cuanto a la forma, en una realización de estructura ligera de tipo sándwich, así como a una estructura plana según el preámbulo de la reivindicación 11.
Desde hace largo tiempo es conocido el hecho de colocar diferentes materiales en una disposición de tipo sándwich, de unirlos unos con otros y a continuación, mediante herramientas de moldeo, de convertirlos en una estructura modeladora.
En la solicitud DE 102008032730 A1 se describe un procedimiento para producir un componente de múltiples capas en forma de una estructura plana. En este caso, la estructura plana se compone de un componente soporte y de una capa superficial. Los mismos se introducen en una herramienta de moldeo con un espacio intermedio. Entre el componente soporte y la capa superficial debe estar presente un espacio libre en el cual se introduce material esponjado de partículas de EPP.
En la solicitud EP 1097794 A1 se describe una herramienta de moldeo para producir piezas moldeadas de múltiples capas y su utilización; en este caso, la pieza moldeada debe estar proporcionada mediante conformación, en particular mediante un moldeo por estirado de productos semifabricados termoplásticos esencialmente planos, con al menos una herramienta superior y al menos una herramienta inferior, y con piezas de cierre que pueden desplazarse de forma controlada, dispuestas al menos en una de las herramientas, para limitar en todos los lados el espacio del molde, donde las piezas de cierre pueden templarse.
Ha resultado desventajoso el hecho de que los agrupamientos en pares correspondientes, por una parte, influyen en la estabilidad de la estructura plana producida y, por otra parte, afectan el peso propio de la estructura plana. Por ejemplo, si está seleccionado un agrupamiento en pares de diferentes materiales plásticos, con frecuencia el peso propio de la estructura plana es menor que cuando la estructura plana está realizada de un agrupamiento en pares de metal. Mediante la reducción del peso propio, sin embargo, la estructura plana producida pierde estabilidad en cuanto a la forma, de modo que la misma sólo puede usarse para un fin de utilización estrictamente limitado.
Si bien por el estado de la técnica mencionado es conocido el hecho de combinar unos con otros agrupamientos en pares de material esponjado termoplástico y de partículas de EPP, para crear una estructura plana que sea deformable y que presente una cierta estabilidad propia, sin embargo, en el estado de la técnica no puede observarse que los agrupamientos en pares puedan unirse unos con otros en un procedimiento de producción determinado. Por lo tanto, los materiales utilizados están dispuestos de forma no controlada o con frecuencia están distribuidos de forma insuficiente para producir el núcleo, debido a lo cual el núcleo, como soporte, presenta diferentes rangos de resistencia. En las áreas con una disposición de las partículas reducida, pueden producirse roturas u otros daños, puesto que allí el grosor de la pared es más reducido y/o la resistencia es menor que en las áreas contiguas. Una inestabilidad o falta de homogeneidad de esa clase del material EPP utilizado, por tanto, conduce a daños cuando en esas áreas actúan cargas correspondientes.
Por lo tanto, el objeto de la presente invención consiste en proporcionar un procedimiento para producir una estructura plana, mediante el cual, por una parte, pueda fabricarse una realización de estructura ligera de tipo sándwich de esa clase y, por otra parte, que presente una estabilidad propia o resistencia a la flexión muy elevada, de modo que la estructura plana fabricada pueda utilizarse en una pluralidad de las más diversas aplicaciones, por ejemplo, para ruedas de repuestos en vehículos, para utilizarse como estructura inferior o carrocería para vehículo, para formar una cubierta protectora, o similares.
Según la invención, estos objetos se solucionan mediante las características de la reivindicación 1.
Otros perfeccionamientos ventajosos de la invención resultan de las reivindicaciones dependientes.
Se considera especialmente ventajoso que las capas de cubierta se compongan de un material termoplástico y que el núcleo se componga de un polipropileno expandido (EPP) , de un poliestireno expandido (EPS) o de un polietileno expandido (EPE) , ya que gracias a esto se garantiza que, por una parte, se establezca una unión fija entre la respectiva capa de cubierta y el núcleo y, por otra parte, que la estructura plana realizada de ese modo, en el estado calentado, mediante dos herramientas de moldeo, pueda moldearse en una estructura que, después de endurecerse o de enfriarse, presenta un contorno estable en cuanto a la forma, con una resistencia a la flexión extremadamente elevada. Las capas de cubierta, ciertamente, están unidas una con otra en toda la superficie mediante el núcleo dispuesto entre medio, de modo que se produce una estructura plana de una pieza y, al mismo tiempo, se incrementa la resistencia a la flexión de las capas de cubierta, mediante el núcleo.
Puesto que, mediante un dispositivo de presión negativa en al menos una de las capas de cubierta, se forma una presión negativa que actúa sobre el núcleo dispuesto entre las capas de cubierta o sobre sus partículas de volumen, urante el llenado del espacio intermedio de las dos capas de cubierta, durante el endurecimiento y la distribución de las partículas de volumen que forman el núcleo, de manera ventajosa, se produce una disposición homogénea de las partículas de volumen. De este modo, la distribución de las partículas de volumen es uniforme y no existen irregularidades de ninguna clase, mediante las cuales esté influenciada la estabilidad en cuanto a la forma o la resistencia del núcleo.
Para alcanzar el estado termoplástico para la unión de las capas de cubierta con el respectivo núcleo, es necesario primero calentar las capas de cubierta y a continuación colocar un núcleo en forma de placa entre esas capas de cubierta, o las capas de cubierta se unen unas con otras en su respectiva área del borde o por fuera de la misma, de manera que se produce un espacio intermedio en el cual puede inyectarse o introducirse el núcleo que, para ese proceso de fabricación, está formado por una pluralidad de partes de volumen separadas o unidas unas con otras en forma de una espuma.
Los núcleos insertados o las partes de volumen inyectadas que a continuación forman el núcleo, pueden calentarse mediante vapor de agua, de modo que se aumenta su extensión y las partes de volumen se funden formando un núcleo, debido a lo cual, durante el proceso de conformación, entre las dos herramientas de moldeo puede regularse una estabilidad aumentada o resistencia a la flexión de la estructura plana fabricada de ese modo.
Los materiales que forman la capa de cubierta son permeables al gas, de manera que tanto el vapor de agua proveniente del núcleo puede disiparse a través de la respectiva capa de cubierta, como también una presión negativa puede generarse durante el proceso de inserción o de inyección, mediante la cual los núcleos están reducidos en cuanto a su extensión. Después del proceso de conformación o durante el mismo, una sobrepresión correspondiente puede actuar sobre el núcleo, de manera que las partículas de los materiales que forman el núcleo están expandidas, debido a lo cual puede producirse un aumento de la resistencia a la flexión y/o del grosor de la pared de la estructura plana.
Las estructuras planas fabricadas en base a los materiales indicados, conforme a ello, presentan una estabilidad propia y una resistencia a la flexión elevadas, de manera que las mismas, ventajosamente, pueden utilizarse en una pluralidad de las más diversas aplicaciones. Por ejemplo, las estructuras planas de esa clase pueden utilizarse como cubiertas de protección, como construcción inferior o como carcasas de inserción en carrocerías de vehículos. También es posible utilizar esas estructuras planas como muebles, por ejemplo, como armarios de pared o estructuras de camas. Si esas estructuras planas se exponen a mucha suciedad debido a agua sucia y/o a radiación térmica, por ejemplo, de tubos de escape, se considera ventajoso revestir la superficie orientada hacia el respectivo lado sucio o expuesto al calor de la estructura plana, por ejemplo, mediante una lámina metálica, mediante una alfombra correspondiente o mediante otra capa...
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]