Laminados no tejidos biaxialmente elásticos con zonas inelásticas.
Un método de impartir limitación en un laminado no tejido biaxialmente elástico que comprende:
proporcionar un laminado no tejido biaxialmente elástico que comprende al menos una tela elástica de extrusión de masa fundida y al menos una tela o película extensible; y
fusionar al menos una parte de la al menos una tela elástica de extrusión de masa fundida a al menos una de las telas extensibles para crear al menos tres zonas inelásticas a lo largo de la anchura y paralelas a la dirección MD del laminado no tejido biaxialmente elástico, tal como para impartir elasticidad en la dirección CD en el laminado, en donde dos de las zonas inelásticas discurren a lo largo del borde del laminado y una zona inelástica desciende por el centro del laminado, y en donde al menos una de las zonas inelásticas que discurre paralela a la dirección MD tiene una anchura de al menos 5 % de la anchura en la dirección CD del laminado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/058250.
Solicitante: EXXONMOBIL CHEMICAL PATENTS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 5200 BAYWAY DRIVE BAYTOWN, TX 77520 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WESTWOOD,ALISTAIR DUNCAN, FERRY,WILLIAM MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/56 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Medios para mantenerlas en su sitio o para fijarlas.
- B32B25/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 25/00 Productos estratificados compuestos esencialmente de caucho natural o sintético. › adyacente a una capa fibrosa o filamentosa.
- B32B27/12 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B37/00 B32B […] › Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
- B32B37/14 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizados por las propiedades de las capas.
- B32B5/12 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por la disposición relativa de fibras o filamentos de capas adyacentes.
- B32B5/26 B32B 5/00 […] › siendo otra capa asimismo fibrosa o filamentosa.
- B32B7/02 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › Propiedades físicas, químicas o físico-químicas.
- D04H1/498 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › enredamiento de capas de mantas.
- D04H13/00 D04H […] › Otros no tejidos.
- D04H3/14 D04H […] › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
PDF original: ES-2546088_T3.pdf
Fragmento de la descripción:
Laminados no tejidos biaxialmente elásticos con zonas inelásticas Campo de la invención La presente descripción se refiere a la producción de telas no tejidas biaxialmente elásticas y a los métodos de procesamiento de laminados que están hechos a partir de las mismas, y más particularmente está relacionada con laminados biaxialmente elásticos que comprenden una teja no tejida elastómera en base a poliolefina y que se procesan para impartir alguna limitación sobre el laminado.
Antecedentes de la invención Normalmente, los componentes elásticos usados en el mercado de los absorbentes de higiene están diseñados para tener estiramiento solamente en la dirección transversal ("CD", del inglés cross direction) , o estiramiento solamente en la dirección de la máquina ("MD", del inglés machine direction) . Los productos con estiramiento solamente en la dirección CD son por lo general para el mercado de los pañales para bebés o de los pantalones de entrenamiento, mientras que los productos de estiramiento solamente en la dirección MD generalmente son necesarios o preferidos para el mercado de la incontinencia de adultos. La razón para estas dos orientaciones diferentes preferidas está directamente relacionada con la orientación de la prenda y de la tela que se alimenta durante el proceso de fabricación y conversión.
Para las prendas de incontinencia para adultos más sofisticadas se puede requerir algún nivel de estiramiento biaxial. En las prendas de incontinencia para adultos, con el fin de mantener la protección frente a las fugas, el producto necesita ajustarse cómodamente con un alto nivel de conformidad en una gran área alrededor de la cintura, del abdomen, de la espalda inferior, y de la entrepierna. Con el fin de hacer esto, las telas necesitan ser capaces de estirarse alrededor de la cintura del usuario, así como ofrecer algo de estiramiento de forma vertical a lo largo del torso del usuario.
Un enfoque único para la fabricación de una tela única que combine un núcleo elástico con una cubierta exterior estéticamente agradable y extensible es hilar por extrusión de masa en estado fundido elastómeros de peso molecular relativamente alto para proporcionar una elasticidad adecuada y proporcionar al menos una cubierta exterior más suave o capa "de revestimiento" unida a la tela elástica para formar un laminado. La construcción de la tela en capas sería biaxialmente elástica, lo que hace más difícil usar la tela en diversos procesos de conversión de productos para la higiene debido a la fuerza requerida para desenrollar y alimentar la tela a la máquina lo que causa potenciales cambios dimensionales, estrechamiento/estrangulamiento de la tela, haciendo que el proceso de fabricación sea más difícil. En ciertos artículos es mucho más preferido tener tela elástica en una sola dirección y la tela no elástica en la otra dirección.
Para superar las dificultades de la conversión planteadas por las telas biaxialmente elásticas, el inventor ha descubierto que se puede usar el calandrado para introducir zonas inelásticas en la tela. La orientación, así como el número, el espaciado, el tamaño y el patrón de estas zonas calandradas se pueden usar para crear estiramiento sólo en la dirección CD, estiramiento sólo en la dirección MD o combinaciones de ambos lo que resulta en niveles controlados de estiramiento biaxial.
Una ventaja adicional de este proceso es que puede permitir la creación de grandes zonas inelásticas o "zonas muertas" en la tela. La importancia de estas zonas inelásticas es que permite que las alas y "orejas" elásticas en los pañales para bebés o los paneles laterales en los pantalones de entrenamiento, o incluso en ciertas prendas de incontinencia para adultos, estén unidas de una forma más robusta a la estructura, así como proporcionar un punto de fijación para el sistema de sujeción gancho/pañal. Sin estas zonas muertas, existe la preocupación de que se podrían producir la fluencia y la cizalladura de la tela elástica adyacente al punto de fijación a la estructura o al gancho, lo que podría causar problemas con el ajuste y la función de la prenda, resultando un aumento de las fugas o el fracaso de la prenda para permanecer en su lugar en el bebé o en un adulto.
El Documento de Patente de Número WO 01/00915 describe laminados con una pluralidad de líneas de unión para proporcionar propiedades de estiramiento controladas.
Publicaciones relevantes anteriores incluyen los Documentos de Patente de los EE.UU. de Números US
6.465.073 y US 6.717.028.
Compendio de la invención En la presente invención se describe un método para impartir limitación en un laminado no tejido biaxialmente elástico que comprende proporcionar un laminado no tejido biaxialmente elástico (también, "BEL", del inglés biaxially elastic nonwoven laminate) que comprende al menos una tela elástica de extrusión de masa fundida y al menos una tela o película extensible; y fusionar al menos, o preferiblemente, sólo una (s) parte (s) de la al menos una tela elástica de extrusión de masa fundida a al menos una de las telas extensibles para crear al menos tres zonas inelásticas a lo largo de la anchura y paralelas a la dirección MD del laminado no tejido biaxialmente
elástico para así impartir elasticidad en la dirección CD en el laminado, en donde dos de las zonas inelásticas discurren a lo largo del borde del laminado y una zona inelástica desciende a la mitad del laminado, y en donde al menos una de las zonas inelásticas que discurre de manera paralela a la dirección MD tiene una anchura de al menos el 5 % de la anchura en la dirección CD del laminado. De forma deseable, la al menos una tela elástica de extrusión de masa fundida y la al menos una tela o película extensible es biaxialmente elástica, y se refiere como "no tejida" debido a la al menos una capa de elastómero extrudido en estado de fusión.
En la presente invención también se describe un laminado no tejido biaxialmente elástico limitado que comprende al menos una tela elástica de extrusión de masa fundida y al menos una tela o película extensible, en donde al menos una parte de las capas de la tela se fusionan entre sí en zonas discretas para crear al menos tres zonas inelásticas a lo largo de la anchura y paralelas a la dirección MD del laminado no tejido biaxialmente elástico para así impartir elasticidad en la dirección CD en el laminado, en donde dos de las zonas inelásticas discurren a lo largo del borde del laminado y una zona inelástica desciende a la mitad del laminado, y en donde al menos una de las zonas inelásticas que se dispone paralela a la dirección MD tiene una anchura de al menos el 5 % de la anchura en la dirección CD del laminado.
La etapa de fusión se puede realizar por cualquier medio adecuado, tal como calandrado, adhesivos, energía sónica, energía de microondas u otra energía electromagnética, u otros procesos conocidos en la técnica. Las fibras que componen la tela elástica de extrusión de masa fundida comprenden al menos un elastómero, preferiblemente un elastómero en base a propileno, y más preferiblemente un elastómero de propileno--olefina, con una velocidad de flujo en estado fundido (230 °C/2, 16 kg) de menos de 80 dg/min. Cualquier otro material capaz de ser hilado por extrusión de masa fundida se puede mezclar con el elastómero para formar la capa elástica, y la mayoría de cualquier material se puede incluir con la capa elástica que se puede combinar con otros métodos tales como métodos de coformado, etc. La tela o película extensible se puede hacer usando cualquier material adecuado para telas tejidas o no tejidas, tales como un elastómero, termoplástico, algodón (y otros materiales naturales) o mezclas de cualquiera de estos materiales. Las fibras que componen una cualquiera de las capas del laminado no tejido biaxialmente elástico limitado pueden ser monocomponentes o bicomponentes, y pueden tener cualquier geometría de sección transversal deseable.
Los diversos elementos descriptivos e intervalos numéricos descritos en la presente invención se pueden combinar con otros elementos descriptivos e intervalos numéricos para describir las realizaciones preferidas de los laminados de múltiples capas, artículos y los diversos métodos de fabricación de estos; además, cualquier límite numérico superior de un elemento se puede combinar con cualquier límite numérico inferior del mismo elemento para describir las realizaciones preferidas. En este sentido, la frase "dentro del intervalo de X a Y"" está destinada a incluir dentro de ese intervalo los valores de "X" e "Y".
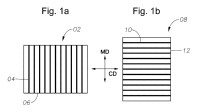
Breve descripción de los dibujos La Figura 1a es una representación de un ejemplo de referencia de un laminado... [Seguir leyendo]
Reivindicaciones:
1. Un método de impartir limitación en un laminado no tejido biaxialmente elástico que comprende:
proporcionar un laminado no tejido biaxialmente elástico que comprende al menos una tela elástica de extrusión de masa fundida y al menos una tela o película extensible; y fusionar al menos una parte de la al menos una tela elástica de extrusión de masa fundida a al menos una de las telas extensibles para crear al menos tres zonas inelásticas a lo largo de la anchura y paralelas a la dirección MD del laminado no tejido biaxialmente elástico, tal como para impartir elasticidad en la dirección CD en el laminado, en donde dos de las zonas inelásticas discurren a lo largo del borde del laminado y una zona inelástica desciende por el centro del laminado, y en donde al menos una de las zonas inelásticas que discurre paralela a la dirección MD tiene una anchura de al menos 5 % de la anchura en la dirección CD del laminado.
2. El método de la reivindicación 1, en donde al menos una de las zonas inelásticas que discurre paralela a la dirección MD del laminado tiene una anchura de al menos un 10 % de la anchura en la dirección CD del laminado.
3. El método de la reivindicación 1 o 2, en donde el laminado tiene una anchura en la dirección CD y una zona inelástica que discurre perpendicular a la dirección MD del laminado, teniendo la zona inelástica una anchura en la dirección MD de al menos 2 % de la anchura en la dirección CD del laminado.
4. El método de cualquier reivindicación previa, en donde la fusión comprende el calandrado del laminado no tejido biaxialmente elástico para fundir al menos una parte de la tela elástica de extrusión de masa fundida y crear una fusión en al menos una tela extensible.
5. El método de cualquier reivindicación previa, en donde la tela elástica de extrusión de masa fundida comprende un elastómero en base a poliolefina con un MFR de menos de 80 dg/min.
6. El método de cualquier reivindicación previa, que comprende formar al menos la tela elástica de extrusión de masa fundida por extrusión de uno o más elastómeros de propileno--olefina de manera individual o en una mezcla con otro polímero, teniendo el (los) elastómero (s) de propileno--olefina un MFR de menos de 80 dg/min a través de al menos una matriz con una pluralidad de boquillas para formar una pluralidad de fibras continuas, funcionando al menos una boquilla a una presión de fusión de más de 500 psi (3, 45 MPa) para formar al menos una tela elástica.
7. Un laminado no tejido biaxialmente elástico limitado que comprende al menos una tela elástica de extrusión de masa fundida y al menos una tela o película extensible, en donde al menos una parte de las capas de tela se fusionan entre sí en zonas discretas para crear al menos tres zonas inelásticas a lo largo de la anchura y paralelas a la dirección MD del laminado no tejido biaxialmente elástico, tal como para impartir elasticidad en la dirección CD en el laminado, en donde dos de las zonas inelásticas discurren a lo largo del borde del laminado y una zona inelástica desciende por el centro del laminado, y en donde al menos una de las zonas inelásticas que discurre paralela a la dirección MD tiene una anchura de al menos 5 % de la anchura en la dirección CD del laminado.
8. Un laminado no tejido biaxialmente elástico limitado de la reivindicación 7, en donde los adhesivos están ausentes entre las capas.
9. El laminado no tejido biaxialmente elástico limitado de la reivindicación 7 u 8, la tela elástica comprende un elastómero seleccionado del grupo que consiste en elastómero de propileno--olefina, caucho natural, poliisopreno sintético, caucho de butilo, cauchos de butilo halogenados, polibutadieno, caucho de estirenobutadieno, copolímeros de bloques estirénicos, caucho de nitrilo, cauchos de nitrilo hidrogenados, caucho de cloropreno, policloropreno, neopreno, caucho de etileno-propileno, caucho de etileno-propileno-dieno, caucho de epiclorhidrina, caucho poliacrílico, caucho de silicona, caucho de fluorosilicona, fluoroelastómeros, perfluoroelastómeros, amidas de bloques de poliéter, polietileno clorosulfonado, etileno-acetato de vinilo, copolímeros al azar y de bloques de etileno--olefina, elastómeros termoplásticos, vulcanizados termoplásticos, poliuretano termoplástico, olefinas termoplásticas, caucho de polisulfuro, y mezclas de cualesquiera dos o más de estos elastómeros.
10. El laminado no tejido biaxialmente elástico limitado de cualquiera de las reivindicaciones 7-9, en donde la tela elástica de extrusión de masa fundida comprende un elastómero en base a poliolefina con un MFR de menos de 80 dg/min.
11. El laminado no tejido biaxialmente elástico limitado de cualquiera de las reivindicaciones 7-9, en donde el laminado no tejido biaxialmente elástico comprende dos o más capas de tela de revestimiento que comprenden una mezcla de cualquiera dos o más tipos de fibras que comprenden polipropileno, politereftalato de etileno, viscosa, algodón, y una tela elástica entre ellas que comprende un elastómero de propileno--olefina.
12. Un producto absorbente o barrera que comprende el laminado no tejido limitado biaxialmente elástico de cualquiera de las reivindicaciones 7 a 12, o hecho por el método de cualquiera de las reivindicaciones 1 a 6, los artículos seleccionados a partir de productos para el cuidado personal, pañales para bebés, pantalones de entrenamiento, empapadores absorbentes, trajes de baño, toallitas, productos de higiene femenina, vendajes, productos para el curado de heridas, prendas médicas, batas quirúrgicas, filtros, productos para la incontinencia de adultos, paños quirúrgicos, revestimientos, prendas, ropa de protección, ropa de vestir, o artículos y aparatos de limpieza.
Patentes similares o relacionadas:
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
 Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Aparato para un dispositivo de encintado de yeso, del 25 de Marzo de 2020, de Phaanix Pty Ltd: Un aparato para usar con un banyo de encintado de yeso, comprendiendo el aparato : una base para unir de forma desmontable el aparato […]
Material multicapa y método de fabricación, del 4 de Marzo de 2020, de Palziv Ltd: Un material multicapa compuesto por: capas exteriores de polietileno de alta densidad (HDPE) dispuestas de manera opuesta, al menos una capa intermedia […]
Procedimiento para la puesta a disposición de espaciadores, del 26 de Febrero de 2020, de Airbus Defence and Space GmbH: Un procedimiento para la puesta a disposición de espaciadores en un componente a pegar , que comprende los siguientes pasos: - colocación […]