Laminado de envasado, método para fabricar el laminado de envasado y recipiente de envasado producido a partir del mismo.
Método para fabricar una película de barrera (1c) para el envasado de alimentos o de bebidas que comprende una película base (12) de un polímero y,
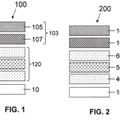
aplicada sobre la película base, una capa de barrera (11) que comprende un óxido inorgánico depositado mediante un método de deposición de vapor, en donde la capa de barrera depositada se reviste adicionalmente con una capa de curación (13) consistente en un organopolisiloxano reticulado, que está unido de forma covalente a la capa de barrera (11) inorgánica, que comprende las etapas:
- proporcionar una película base (12) de un polímero
- aplicar sobre la película base una capa de barrera (11) que comprende un óxido inorgánico por medio de un método de deposición por vapor
- revestir adicionalmente dicha capa inorgánica depositada por vapor,
caracterizado por que
la etapa de revestimiento adicional comprende las etapas de
- proporcionar una composición que consiste esencialmente en un compuesto de silano insaturado reactivo que tiene tres grupos formadores de silanol disueltos en un disolvente
- revestir (1b) la composición sobre la capa (11) depositada por vapor inorgánica
- someter la composición revestida a una reacción de hidrólisis y condensación para proporcionar un oligómero de organosiloxano etilénicamente insaturado, que está unido de forma covalente a la capa inorgánica
- curar el oligómero de organosiloxano revestido para proporcionar la capa (13) de organopolisiloxano reticulado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/003022.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: LETERRIER, YVES, ROCHAT,GIL, FAYET,PIERRE, BONNÉBAULT,ALAIN, SINGH,BANDEEP, MÅNSON,JAN-ANDERS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
- B32B27/34 B32B 27/00 […] › teniendo poliamidas.
- B32B27/36 B32B 27/00 […] › teniendo poliésteres.
- C08J7/04 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 7/00 Tratamiento químico o revestimiento de materiales modelados hechos de sustancias macromoleculares (revestimiento con materiales metálicos C23C; deposición electrolítica de metales C25). › Recubrimiento.
PDF original: ES-2543593_T3.pdf
Fragmento de la descripción:
Laminado de envasado, método para fabricar el laminado de envasado y recipiente de envasado producido a partir del mismo
Campo técnico
La presente invención se refiere a un método para fabricar una película de barrera para el envasado de alimentos o de bebidas que comprende una película base de un polímero y, aplicada sobre la película base, una capa de barrera que comprende un óxido inorgánico depositado mediante un método de deposición de vapor. La invención también se refiere a un método para fabricar un laminado de envasado para el envasado de alimentos o de bebidas que comprende una película de barrera de este tipo y al método de fabricación de recipientes de envasado hechos a partir de un laminado de envasado que comprenden una película de barrera de este tipo.
TÉCNICA ANTERIOR Y PROBLEMAS
Para el envasado de alimentos y bebidas es importante minimizar la influencia de los gases, vapores y la luz que penetran desde el exterior del recipiente de envasado, a través del material de envasado, en el producto alimenticio envasado, con el fin de prolongar la "vida útil", es decir, el tiempo que el producto alimenticio puede pasar en el envase sellado y almacenado antes de su uso. El proceso de envasado puede llevarse a cabo bajo condiciones asépticas, es decir, el producto alimenticio, así como el propio material de envasado son reducidos de bacterias y el recipiente de envasado lleno se produce en circunstancias limpias, con lo cual se hace posible almacenar el producto alimenticio durante mucho tiempo, incluso en almacenamiento en condiciones ambiente, siempre que la elección y el diseño del material de envasado sean correctos. Un factor importante para el almacenamiento a largo plazo son las propiedades de barrera de gas del recipiente de envasado lleno y sellado, que a su vez depende mucho de las propiedades de barrera de gas del propio laminado de envasado. El oxígeno tiene un efecto perjudicial sobre el valor nutricional mediante la aceleración de la degradación del producto alimenticio. Además, propiedades de barrera de vapor de agua suficientes del laminado de envasado es un factor importante para el almacenamiento a largo plazo, con el fin de mantener el contenido envasado en el mismo volumen y humedad que cuando se envasó inicialmente.
También son importantes las propiedades de barrera contra la migración de sustancias aromáticas polares y no polares dependiendo del tiempo de almacenamiento y el producto envasado. Especialmente para los zumos de frutas estas propiedades son muy relevantes. Muy importante para el comportamiento general del laminado de envasado es la integridad del laminado, es decir, la adhesión interna entre las capas del laminado, también después de un almacenamiento a largo plazo y bajo condiciones climáticas difíciles.
Se han propuesto diversas películas y materiales de envasado laminados multicapa en la técnica anterior para proporcionar estas funcionalidades de barrera de los gases, especialmente propiedades de barrera de oxígeno, propiedades de barrera de vapor de agua y de barrera de luz. Películas y laminados multicapa flexibles de este tipo se utilizan como envolturas, bolsas y estuches para el envasado de diversos productos alimenticios. En particular, productos alimenticios líquidos o fluidos tales como, por ejemplo, leche y bebidas de zumo o tomates triturados, pueden ser envasados en materiales flexibles de este tipo mediante un proceso de llenado, conformación y sellado continuo a alta velocidad. En un proceso de este tipo, una banda continua del material laminado se conforma en un tubo continuo, se esteriliza, se llena con el producto alimenticio, se sella y se corta en envases. El sellado se lleva a cabo mediante generación de calor en las capas de polímero más exteriores del laminado, de manera que estas capas de sellado térmico más exteriores se funden irreversiblemente juntas bajo la aplicación de presión, con el fin de formar una bolsa sellada o envase en forma de almohada.
Recipientes de envasado rígidos o semi-rígidos similares del tipo desechable de un solo uso para alimentos líquidos se producen a menudo a partir de un laminado de envasado que tiene una capa de núcleo de papel o cartón. Un recipiente de envasado de este tipo que se produce habitualmente se comercializa bajo la marca registrada Tetra Brik Aseptic® y se emplea principalmente para alimentos líquidos tales como leche, zumos de fruta, etc. Tales recipientes de envasado Tetra Brik Aseptic® también se producen generalmente por medio de máquinas de envasado de alta velocidad modernas del tipo que forman, llenan y sellan envases a partir de una banda o a partir de piezas prefabricadas de material de envasado. A partir de una banda, por ejemplo, los recipientes de envasado se producen debido a que la banda se reforma en un tubo al unir los dos bordes longitudinales de la banda uno con otro en una junta de solapamiento. El tubo se llena con el producto alimenticio líquido pretendido y se divide en envases individuales mediante juntas transversales repetidas del tubo a una distancia una de la otra por debajo del nivel de los contenidos en el tubo. Los envases se separan del tubo mediante incisiones en los sellos transversales y
se les da la configuración geométrica deseada, normalmente paralelepipédica, mediante formación de pliegues a lo largo de líneas de plegado preparadas en el material de envasado de cartón. La principal ventaja de este concepto proceso de envasado de conformación de tubo, llenado y sellado continuo es que la banda se puede esterilizar de forma continua justo antes de la conformación del tubo, proporcionando así la posibilidad de un proceso de envasado aséptico, de manera que el envase lleno puede ser almacenado durante un largo tiempo, incluso a temperatura ambiente, sin el riesgo del desarrollo de microorganismos en el producto llenado. Otra ventaja importante del proceso de envasado de tipo Tetra Brik® es, la posibilidad de envasado continuo de alta velocidad en máquinas de envasado modernas, que tiene un impacto considerable en la eficiencia de costes.
El material de envasado en un recipiente de envasado rígido conocido de este tipo es típicamente un laminado que comprende una capa de núcleo grueso de papel o cartón, y capas externas, impermeables a los líquidos de materiales termoplásticos. Con el fin de hacer al recipiente de envasado estanco a la luz y los gases, en particular estanco al gas oxígeno, por ejemplo con el propósito de un envasado aséptico y para el envasado de zumos de frutas, el laminado para estos recipientes de envasado se proporciona normalmente con al menos una capa adicional, más comúnmente una película de aluminio.
Hay algunos inconvenientes con laminados de envasado que tiene una capa de barrera de gas de película de aluminio, para algunos fines determinados, p. ej., el envasado de productos alimenticios destinados a la preparación, calentamiento o descongelación en un horno de microondas. El laminado de envasado en tales casos debe ser separado antes de exponer el alimento a las microondas. Otro inconveniente con película de aluminio es que es un material bastante caro, en comparación con muchos otros materiales de barrera.
Películas poliméricas revestidas por medio de deposición de vapor con revestimientos de óxidos inorgánicos con un grosor de nanómetros se utilizan ampliamente en la industria de envasado de alimentos como capas de barrera contra el oxígeno y/o vapor de agua. Especialmente interesante para la industria del envasado de alimentos son capas de tipo vidrio con un espesor de nanómetros de fórmula SiOx o SiOxCy, que se pueden aplicar por medio de cualquier método de evaporación reactiva. Otros materiales de barrera de óxido inorgánico interesantes en la industria de envasado de alimentos son los óxidos de aluminio (Alox) . Además, capas finas metalizadas, de un espesor de nanómetros, se utilizan a menudo para proporcionar barreras de oxígeno y vapor de agua en laminados de envasado multicapa tales como por ejemplo, capas metalizadas de aluminio. En comparación con la película de aluminio, sin embargo, estos revestimientos tienen propiedades de barrera de oxígeno más bajas y son menos flexibles.
Un problema común con todos los tipos de capas depositadas con vapor es la formación de picaduras, grietas y otros defectos de tamaños que oscilan desde la escala nanométrica a la escala micrométrica. Estos defectos provocan una permeación residual de sustancias, especialmente de oxígeno, a través de un laminado de envasado que comprende una capa de SiOx, típicamente por encima de 0, 1-cm3/m2/día/atm y de vapor de agua de típicamente por encima de 0, 1 g/m2/día. Tales grietas y defectos están en cierta medida inicialmente presentes en los materiales... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar una película de barrera (1c) para el envasado de alimentos o de bebidas que comprende una película base (12) de un polímero y, aplicada sobre la película base, una capa de barrera (11) que comprende un óxido inorgánico depositado mediante un método de deposición de vapor, en donde la capa de barrera depositada se reviste adicionalmente con una capa de curación (13) consistente en un organopolisiloxano reticulado, que está unido de forma covalente a la capa de barrera (11) inorgánica, que comprende las etapas: -proporcionar una película base (12) de un polímero -aplicar sobre la película base una capa de barrera (11) que comprende un óxido inorgánico por medio de un método de deposición por vapor -revestir adicionalmente dicha capa inorgánica depositada por vapor, caracterizado por que la etapa de revestimiento adicional comprende las etapas de -proporcionar una composición que consiste esencialmente en un compuesto de silano insaturado reactivo que tiene tres grupos formadores de silanol disueltos en un disolvente -revestir (1b) la composición sobre la capa (11) depositada por vapor inorgánica -someter la composición revestida a una reacción de hidrólisis y condensación para proporcionar un oligómero de organosiloxano etilénicamente insaturado, que está unido de forma covalente a la capa inorgánica -curar el oligómero de organosiloxano revestido para proporcionar la capa (13) de organopolisiloxano reticulado.
2. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con la reivindicación 1, caracterizado por que la etapa de curado se lleva a cabo mediante reticulación con energía de irradiación.
3. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 ó 2, caracterizado por que se añade un fotoiniciador a la composición de revestimiento de la capa de curación, y el curado se lleva a cabo mediante irradiación UV.
4. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -3, caracterizado por que se añade un fotoiniciador en una cantidad de 1 a 10% en peso, preferiblemente de 2-5% en peso, más preferiblemente de 3-5% en peso.
5. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -4, caracterizado por que el compuesto de silano insaturado reactivo se disuelve en un disolvente a una concentración de 1 a 10% en peso, preferiblemente de 2 a 6% en peso, más preferiblemente de 3 a 6% en peso.
6. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -5, caracterizado por que la composición de revestimiento con el compuesto de silano insaturado se reviste a un espesor de 1 a 50 nm, preferiblemente de 1 a 40 nm, más preferiblemente de 1 a 30 nm, lo más preferiblemente de 10 a 30 nm, según se mide antes del curado.
7. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -6, caracterizado por que el compuesto de silano insaturado reactivo se disuelve en un disolvente a una concentración de 3 a 6% en peso y se reviste a un espesor de 10 nm a 30 nm, según se mide antes del curado.
8. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -7, caracterizado por que el compuesto de silano insaturado reactivo se selecciona del grupo que consiste en viniltrimetoxisilano, viniltrietoxisilano, aliltrimetoxisilano, aliltrietoxisilano, buteniltrimetoxisilano, buteniltrietoxisilano, gamma-metacriloxipropiltrietoxisilano, gamma-metacriloxipropiltrimetoxisilano, gammaacriloxipropiltrietoxisilano, gamma-acriloxipropiltrimetoxisilano, viniltriacetoxisilano y mezclas de los mismos.
9. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -8, caracterizado por que el compuesto de silano insaturado reactivo se selecciona del grupo que consiste en viniltrimetoxisilano, viniltrietoxisilano y mezclas de los mismos.
10. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -9, caracterizado por que la capa de barrera (11) inorgánica comprende un óxido seleccionado del grupo que consiste en óxido de silicio y óxido de aluminio.
11. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las reivindicaciones 1 -10, caracterizado por que la capa de barrera (11) inorgánica depositada tiene un espesor de 5 a 500 nm, preferiblemente de 5 a 200 nm.
12. Método de fabricar una película de barrera para envasar alimentos o bebidas de acuerdo con una cualquiera de las
reivindicaciones 1 -11, caracterizado por que la capa de barrera (11) inorgánica depositada ha sido aplicada mediante deposición por vapor químico potenciada por plasma (PECVD) o deposición por vapor químico de combustión (CCVD) .
13. Método de fabricar un laminado de envasado multicapa (20a, 20b) para envasar alimentos o bebidas, que comprende las etapas de método de fabricar una película de barrera (1c) de acuerdo con una cualquiera de las reivindicaciones 1-12.
14. Método de fabricar un laminado de envasado multicapa (20b) para recipientes de alimentos o bebidas rígidos o semirígidos que comprende una capa de núcleo (25) de cartón grueso o cartón y capas (22, 23) más exteriores sellables por calor e impermeables a los líquidos de un polímero basado en poliolefina, que comprende las etapas de método de fabricar una película de barrera (1c) de acuerdo con una cualquiera de las reivindicaciones 1-12.
15. Método de fabricar un recipiente de envasado (30) para envasar alimentos o bebidas, que comprende las etapas de 15 método de fabricar un laminado de envasado de acuerdo con una cualquiera de las reivindicaciones 13-14.
Patentes similares o relacionadas:
 Sistema de capa superior antiestática tipo revestimiento para doseles y parabrisas de aeronaves, del 29 de Julio de 2020, de PPG INDUSTRIES OHIO, INC.: Un sustrato recubierto transparente que comprende:
un sustrato seleccionado de un dosel, un parabrisas o una ventana de una aeronave;
una pila multicapa conductora […]
Sistema de capa superior antiestática tipo revestimiento para doseles y parabrisas de aeronaves, del 29 de Julio de 2020, de PPG INDUSTRIES OHIO, INC.: Un sustrato recubierto transparente que comprende:
un sustrato seleccionado de un dosel, un parabrisas o una ventana de una aeronave;
una pila multicapa conductora […]
Recubrimiento texturizado, antirreflectante, para empaque, del 15 de Julio de 2020, de BEMIS COMPANY, INC.: Un recubrimiento que comprende una emulsión, la cual comprende lo siguiente: (a) agua, (b) una primera partícula que comprende partículas, que tienen un […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Lámina decorativa y panel decorativo, del 24 de Junio de 2020, de TOPPAN PRINTING CO., LTD: Lámina decorativa que comprende: una capa de patrón de imagen formada sobre un material de base de lámina; una primera capa de protección de superficie […]
Películas poliméricas de múltiples capas impresas y procedimientos de fabricación y uso de las mismas, del 22 de Abril de 2020, de Printpack Illinois, Inc: Una película polimérica impresa de múltiples capas, que comprende: - una capa flexible de película polimérica, en la que la capa flexible […]
Cuenta de poliestireno expandido con capa superficial funcional, proceso de fabricación de la misma, y producto de EPS funcional y su proceso de fabricación usando la misma, del 18 de Marzo de 2020, de Synbra Propor B.V: Una partícula de poliestireno expandido con una capa superficial funcional que comprende: una capa interna de poliestireno expandido; y una capa superficial funcional, en la que […]
Procedimiento para reparar una película de revestimiento, uso de una imprimación adherente en este procedimiento y sustrato con una película de revestimiento reparada, del 18 de Marzo de 2020, de AKZO NOBEL COATINGS INTERNATIONAL BV: Un procedimiento para reparar una película de revestimiento que comprende: aplicar una imprimación adherente directamente a un sustrato; formar una […]
Procedimiento de injerto de polímeros bioactivos sobre unos materiales metálicos, del 11 de Marzo de 2020, de Univ Paris XIII Paris-Nord Villetaneuse: Procedimiento de injerto directo de polímeros bioactivos sobre un material metálico protético de titanio o de aleación de titanio, que comprende las etapas siguientes: […]